Изобретение относится к порошковой металлургии, в частности устройствам для изготовления изделий из металлических порошков.
Цель изобретения - расширение технологических возможностей линии путем обеспечения изготовления изделий по различным технологическим схемам и сокращение производственных площадей.
На чертеже показана схема автоматической линии изготовления изделий из металлических порошков.
Линия содержит установку для приготовления порошковых смесей и уст- ройство транспортирования смесей (не показаны), пресс 1 для холодного формования заготовок, промышленный робот 2 для передачи порошковых заготовок из пресс-формы 3 в лодочки 4, проходное нагревательное устройство 5 (например, индукционное, косвенного нагрева) , имеющее отсос 6 для удаления паров пластификатора, разделяющий нагревательное устройство 5 на зону 7 предварительного нагрева для выжигания пластификатора и зону 8 спекания. Линия содержит также две камеры 9 и 10 охлаждения, передаточную камеру 11 с размещенным в ней разгрузочным механизмом, содержащим толкатель 12, расположенный со- осно с разгрузочным окном 13 промышленный робот 14 и узел 15 разгрузки, причем вход передаточной камеры 11 расположен между нагревательным устройством 5 и первой камерой 9 охлаждения, а выход ее между первой 9 и второй 10 камерами охлаждения, выход последней расположен у входа нагревательного устройства 5 и в этом месте расположено загрузочно-разгрузоч- ное окно 16. Линия имеет также толкатели 17-19 для перемещения лодочек с заготовками через нагревательное устройство 5, камеру 9 охлаждения, передаточную камеру I1 и толкатель 2 для передачи лодочек из камеры 10 охлаждения через позицию загрузки-выгрузки в йагревательное устройство. Линия содержит также установку 21 темического оксидирования, пресс 22 деформирования, тары 23 - 23 для передачи заготовок из узла 15 разгруки и для накопления готовых деталей.
Линия работает следующим образом.
Порошковая смесь, приготовленная в смесителе, устройством транс
0
5
0
5
$5
0
5
40
45
портировЛния подается в бункер пресса 1. Из бункера порошок подается автоматически на холодное прессование в пресс-форму 3 пресса 1. Про- мьгашенный робот 2 по заданной прог рамме переносит заготовку из пресс- формы 3 на лодочку 4, находящуюся у загрузочно-разгрузочного окна 16. После укладки заданного количества заготовок лодочка толкателем 20 подается по на1фавляюр1им (не показаны) нагревательного устройства 5, а на позицию загрузки-выгрузки этим же толкателем подается следующая пустая лодочка.
Толкателем 17 поезд лодочек с заготовками циклически перемещается через зону 7 для выжигания пластифи- Цатора, зону 8 спекания и далее в ,зависимости от технологической схемы изготовления изделий линия работает в трех вариантах.
Работа линии по технологической схеме прессование - спекание - загщта от коррозии.
Лодочки со спеченными заготовками в составе поезда лодочек подаются циклически через участок а камеры 9 охлаждения до упора (не показан) и далее толкателем 18 до упора на входе участка S , откуда перемещаются толкателем 19 до узла 15 разгрузки, при зтом шаг подачи толкателей 17-20 равен длине лодочки. Промьшшенный робот 14 по заданной программе поштучно переносит заготовки с лодочки в установку 21 термического оксидирования, откуда после нанесения защитного покрытия заготовки подаются в тару 23. Порожние лодочки толкателем 19 подаются циклически через камеру 10 охлаждения до упора и далее толкателем 20 выдаются поштучно на позицию загрузки-выгрузки, расположенную у окна 16.
Работа линии по технологической схеме прессование - спекание - хо- лодное деформирование.
Лодочки с заготовками проходят спекание и охлаждение в описанном порядке и последовательно поступают в узел 15 разгрузки, откуда заготовки поштучно переносятся промьшшен- ным роботом 14 в штамп (не показан) пресса 22. Отштампованные детали сбрасьгааются в тару 24. Порожние
3
лодочки возвращаются на позицию загрузки-выгрузки в описанном порядке.
Работа линии по технологической схеме прессование - спекание - горячее деформирование.
Лодочки с заготовками проходят спекание в описанном порядке и проходят до подвижного упора (не показан) , откуда толкателем 12 через передаточную камеру 11 поштучно пере мещаются в узел 15 разгрузки. Про- мьшшенный робот 1А по заданной прог- Р9мме переносит нагретые заготовки в штамп пресса 22, а отштампованные детали возвращают через узел 15 разгрузки на лодочки, которые толкателем 19 перемещаются через камеру 10 охлаждения и толкателем 20 поштучно выдают на позицию загрузки- выгрузки. Охлажденные детали сни520514
маются с лодочек роботом 2 тару 25, а на их место .чиг аются сырые заготовки, загружаемые роботом 2 с пресса 1. 5
Применение предлагаемой линии позволяет расширить технологические возможности автоматизированного оборудования в условиях мелкосерийного, О многономенклатурного производства порошковой металлургии за счет обеспечения изготовления изделий по различным технологическим схемам, снизить капитальные затраты при органи- 5 зации производства деталей методом порошковой метуллургии в I,3 - 1,5 раза, сократить занимаемые производственные площади на 40%, уменьшить численность обслуживающего пер- 20 сонала.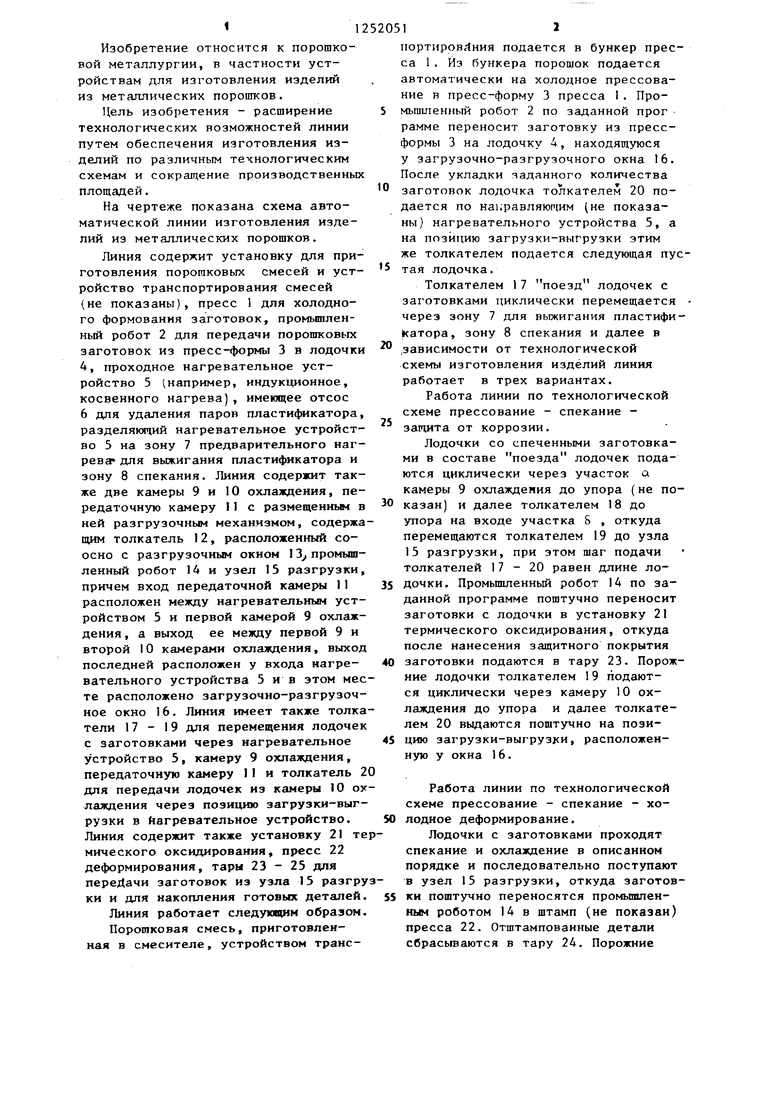
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления изделий из металлических порошков | 1987 |
|
SU1424971A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| УСТАНОВКА ДЛЯ СПЕКАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК | 1991 |
|
RU2038921C1 |
| Вакуумная проходная электропечь | 1979 |
|
SU836472A1 |
| Вакуумная проходная электропечь | 1981 |
|
SU1008597A1 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Вакуумная трубчатая печь сопротивления | 1973 |
|
SU465271A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
J8
19
Составитель Г.Загорская Редактор Н.Бобкова Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 4565/12 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
| Beck G.H, Experinces with on Automatic Powder Forging Line.- Powder Metallurgy International, 1978 v.lO, W 4 | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
