сриг. i
Изобретение относится к порошковой металлургии, в частности к станам для прокатки порошков, и предназначено для производства полуфабрикатов, например, профильных полос фасонной конфигурации поперечного сечения из порошковых композиций.
Цель изобретения - расширение технологических возможностей за сче обеспечения возможности получения профильных полос.
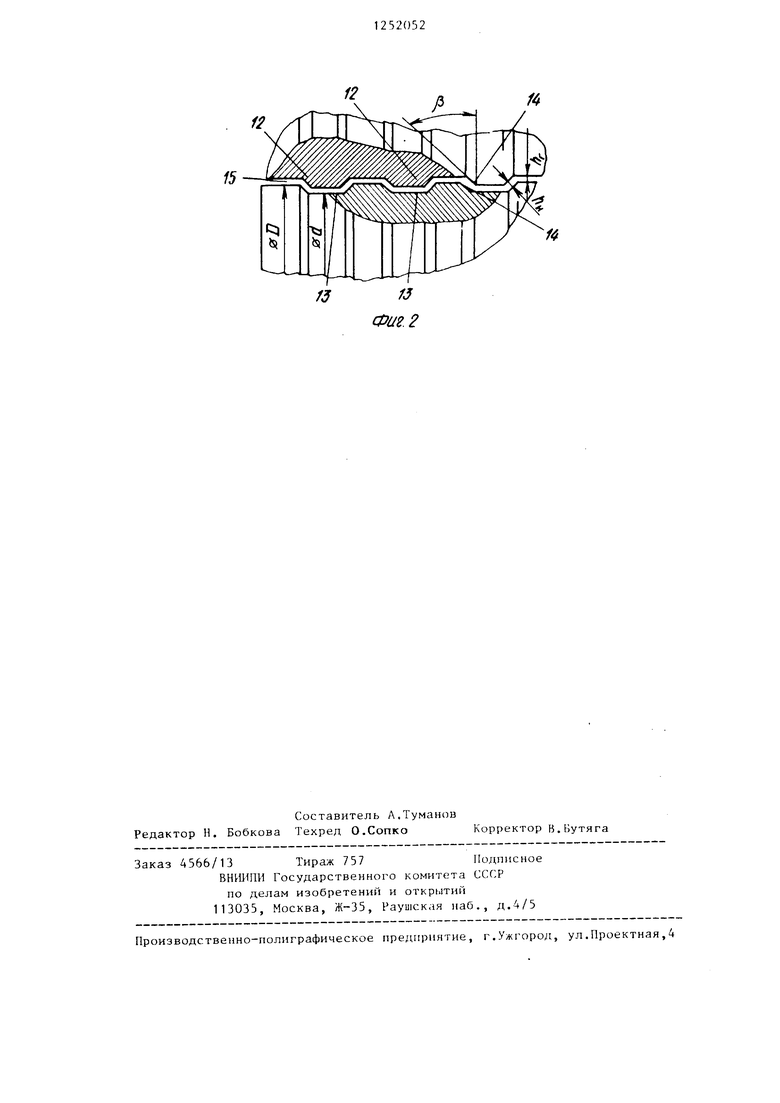
На фиг. 1 изображена кинематическая схема устройства для прокатки порошков; на фиг. 2 - валковый калибр в плоскости, проходящей через оси валков, фрагмент сечения.
Стан состоит из станины 1, двух цилиндрических валков 2, установленных с регулируемым зазором 3 в опорах 4 и соединенных с злектродвигате лем 5 привода их вращения через муфту 6,редуктора 7 и шестеренной клети 8, гидроцилиндров 9 поджйтия валков, загрузочного бункера 10, шарнирных муфт 11. Формующие поверхнос- ти валков 2 выполнены в виде выступов 12 и впадин 13, сопряженных наклонными гранями 14 с образованием валкового калибра 15.
Стан работает следующим образом.
В станину 1 прокатного стана на опоры 4 устанавливают валки 2 с профилированной рабочей поверхностью, образующие валковый калибр 15. Регулировкой межвалкового расстояния с помощью гидроцилиндров 9 поджатия валков производят настройку горизонтального зазора валкового калибра h (фиг. 2) в соответствии с толщиной прокатываемого профиля, при этом от- ношение величин зазоров в наклонных горизонтальных частях калибра должно удовлетворять условию 0,7-0,9
В случае, если отношение зазоров
калибра 5 0,9, не соблюдается 45 условие равнопрочности и разрушение проката происходит по выступающим элементам профиля. При отношении зазоров 0,7 имеет место пере- уполнеиие порошка в наклонных частях профиля, сопровождающееся разрывами профиля. При величине угла наклона сопрягающих граней калибра /3 30 возможно разрушение прокатываемого профиля в калибре.
Пример 1. Прокатке подвергают железный порошок марки ПЖ4М2. Прокатку осуществляют на стане в двухвалковом калибре, образованном приводными валками с профилированной рабочей поверхностью, полученной в результате чередования выступов ф 150,4 мм и впадин ф 148,4 мм, сопряженных плоскими гранями, наклон- к торцовой поверхности валков под углом 45 - калибр I и 30 - калибр 1Г . Качество полос профильного проката отражено в табл. 1.
Из примера следует, что при отношении зазоров в наклонных и горизонтальных участках калибра Ь„/Ьг 0,7- 0,9 в прокатанных полосах отсутствуют трещины и разрушения.
П р и м е р 2. Аналогичен примеру 1, но порошок прокатывают в калибрах с различными углами наклона профиля - 28, 30, 45° и 60° по одному режиму Качество полос профильного проката отражено в табл. 2.
Из примера 2 следует, что качественный профиль может быть получен в калибрах, имеющих угол наклона сопрягающих граней не менее 30 .
Сырой профильный прокат, полученный на предлагаемом устройстве, можн подвергать без разрушения обработке (укладке, резке, спеканию).
Применение изобретения для производства профильных полос фасонной конфигурации поперечного сечения непосредственно из порошков позволяет по сравнению с плоским порошковым прокатом создавать новые конструкции изделий.
30
30
2.1
45
30
28
1,8 0,90 Полоса идет непрерывно, трещины и разрушения отсутствуют
1,8 0,73 То же
1,8 0,71 Полоса разрушается на выходе из калибра по выступающим элементам профиля
Таблица 1
Полоса разрушается на выходе из калибра
Полоса идет непрерывно, трепщны и разрушения отсутствуют
То же
Полоса разрушается на выходе из калибра по выступающим элементам профиля
Таблиц
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления порошковых тугоплавких продуктов СВС | 2017 |
|
RU2665669C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Рабочая клеть профилегибочного стана | 1981 |
|
SU994079A1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |

| Лаврентьев И.Г | |||
| Производство толстых листов с рифленой поверхностью | |||
| - Металлург, 1970, № 1, с.37 | |||
| Ложечников Е.Б | |||
| и др | |||
| Прокатный стан с дозированной подачей порошков в валки | |||
| - Порошковая металлургия, 1981, № 5, с,69-73 |
