Изобретение относится к области металлургии, в частности к прокатному производству и может быть использовано для производства полосы заготовки сердечника, предназначенного для изготовления полнопрофильной комбинированной (металлокомпозитной) накладки.
Известен способ изготовления клинчатых накладок для рельсовых, балочных и т.п. стыковых соединений [1] (авторское свидетельство №13975 «Способ изготовления клинчатых накладок для рельсовых, балочных и т.п. стыковых соединений», МПК8 B21К7/10, опубл. 31.03.1930), включающий выковывание в средней части профильной заготовки F поперечной выемки а, которой путем кования, прокатки, прессования или путем извлечения оттуда материала при помощи режущего инструмента придается вид канавки y, после чего подвергается обработке боковая сторона заготовки для образования путем прессования или прокатки, боковой продольной канавки d.
Недостатком этого способа является, то что данная конструкция не облдает изолирующими свойствами и является менее прочной.
Наиболее близким по техническому решению и достигаемым результатам является металлокомпозитная накладка клееболтового изолирующего стыка [2] (патент РФ № 171213 «Металлокомпозитная накладка клееболтового изолирующего стыка», МПК8 Е01В11/00, опубл. 24.05.2017, бюл. № 15), включающий изготовление металлокомпозитных изолирующих накладок методом прямого прессования на гидравлических прессах, при этом металлические сердечники изготавливаются механической обработкой на станках с ЧПУ из полос заготовок специального профиля, прокатанных из высокопрочной легированной стали, а металлические обечайки изготавливаются методом пластической деформации из стального листа толщиной 1,5 мм на гидравлическом прессе, а отверстия в обечайках пробивают на специальном штампе.
Для соединения металлических обечаек и сердечника используется клеевой препрег, изготавливаемый на специальной пропиточной установке, где стеклоткань пропитывается полимерным составом. Сердечник и металлические обечайки после контроля геометрических размеров поступают на участок пескоструйной обработки, где поверхности деталей, подлежащие соединению, обрабатывают твердой крошкой до получения нужной шероховатости. После чего на поверхность сердечника укладывают несколько слоев препрега, а сверху на препрег укладывают металлические обечайки. Всю сборку укладывают в специальную оснастку и помещают в пресс, где при заданных значениях температуры и давления происходит полимеризация препрега и склеивание металлических обечаек с сердечником с образованием между ними электроизолирующего слоя.
Недостатком данного способа является то, что сердечник изготовляется методом механической обработки из стандартного профильного проката (полоса, лист), что позволяет использовать более дешевое и/или более доступное сырье.
Техническим результатом настоящего изобретения является снижение расхода металла, увеличение часовой производительности производства.
Указанный технический результат достигается тем, что способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка, включающий многопроходное обжатие нагретой заготовки в валках с калибрами, в соответствии с изобретением прокатку профиля заготовки начинают в ящичных калибрах в 7 проходов с кантовками после 2, 4, 5, и 6 проходов, кантуют и продолжают прокатку профиля заготовки в черновой клети 3-х валковой клети, являющейся черновой I клетью «трио», в ящичных калибрах в 3 прохода раскатов, после чего осуществляют прокат профиля заготовки в предчистовой II клети «трио» в фасонных калибрах в 3 прохода раската, и производят окончательное оформление профиля в чистовой III клети «дуо» в фасонном калибре в один проход проката.
Кроме того, полосу заготовки полнопрофильного сердечника накладки клееболтового изолирующего стыка изготавливают из стали, содержащей компоненты в следующем соотношении, мас%: углерод 0,28-0,34; марганец 0,80-1,10; кремний 0,90-1,20; хром 0,80-1,10; никель не более 0,30, медь не более 0,30, фосфор не более 0,025; сера не более 0,025; железо остальное.
Кроме этого, в качестве исходной заготовки используют заготовку с сечением 200х250мм, а также из одной исходной заготовки сечением 200х250 мм при окончательной прокатке получают 4 штанги годной продукции заказной длины.
Кроме того, осуществляют прокатку заготовки профильного сердечника металлокомпозитной накладки железнодорожного клееболтового изолирующего стыка.
После выхода из седьмого прохода с кантовками после 2,4,5,6 проходов в калибре прямоугольной формы, раскат кантуют и продолжают прокатку в 3-х валковую черновую I клеть «трио», где производится три прохода 1, 2, 3 раскатов в ящичных калибрах, после этого раскат задают в предчистовую II клеть «трио» в три прохода 4, 5, 6 в фасонных калибрах, где раскат приобретает форму близкую к готовому профилю, после чего раскат задается в чистовую клеть III «дуо» в один проход 7 в фасонных калибрах для окончательного формирования профиля.
Химический состав стали для прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка, содержащий мас.%: углерод 0,28-0,34; марганец 0,80-1,10; кремний 0,90-1,20; хром 0,80-1,10; никель не более 0,30, медь не более 0,30, фосфор не более 0,025; сера не более 0,025; железо остальное, позволяет обеспечить выполнение требований механических и эксплуатационных свойств продукции.
Проведенный анализ уровня техники, включающий поиск по патентам и научно - технической информации и выявление источников, содержащих сведения об аналогах заявляемого технического решения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявляемого изобретения.
Следовательно, заявляемое изобретение соответствует критерию "новизна" и «изобретательский уровень».
Сущность изобретения поясняется чертежами, на которых изображены:
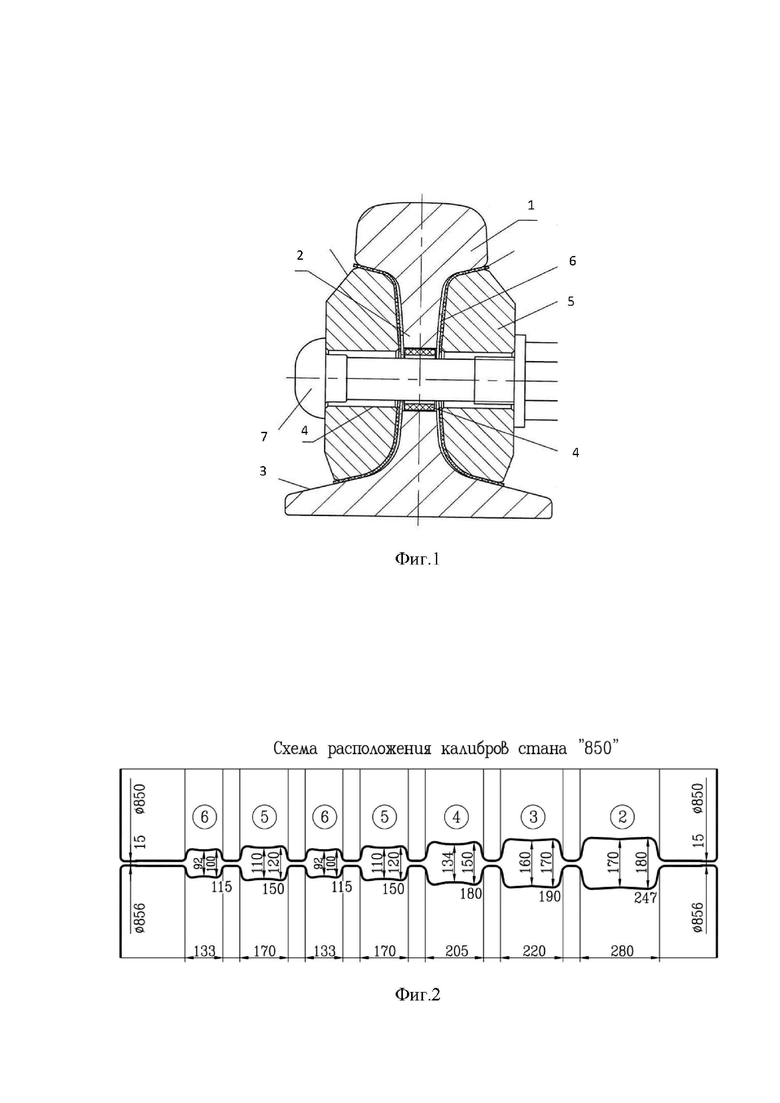
Фиг.1 Клееболтовой изолирующий стык и поперечный разрез по нему ;
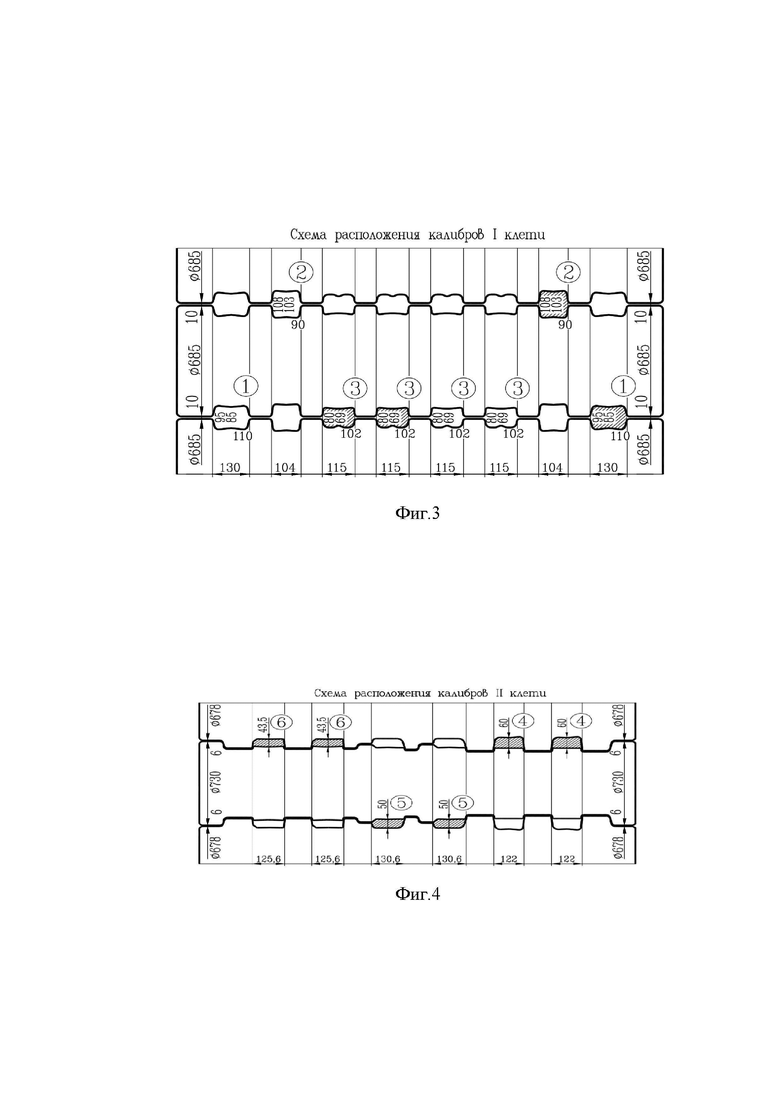
Фиг.2 Схема расположения калибров (на примере стана «850»).
Фиг.3 Схема расположения калибров черновой I клети «трио» (на примере стана «850»).
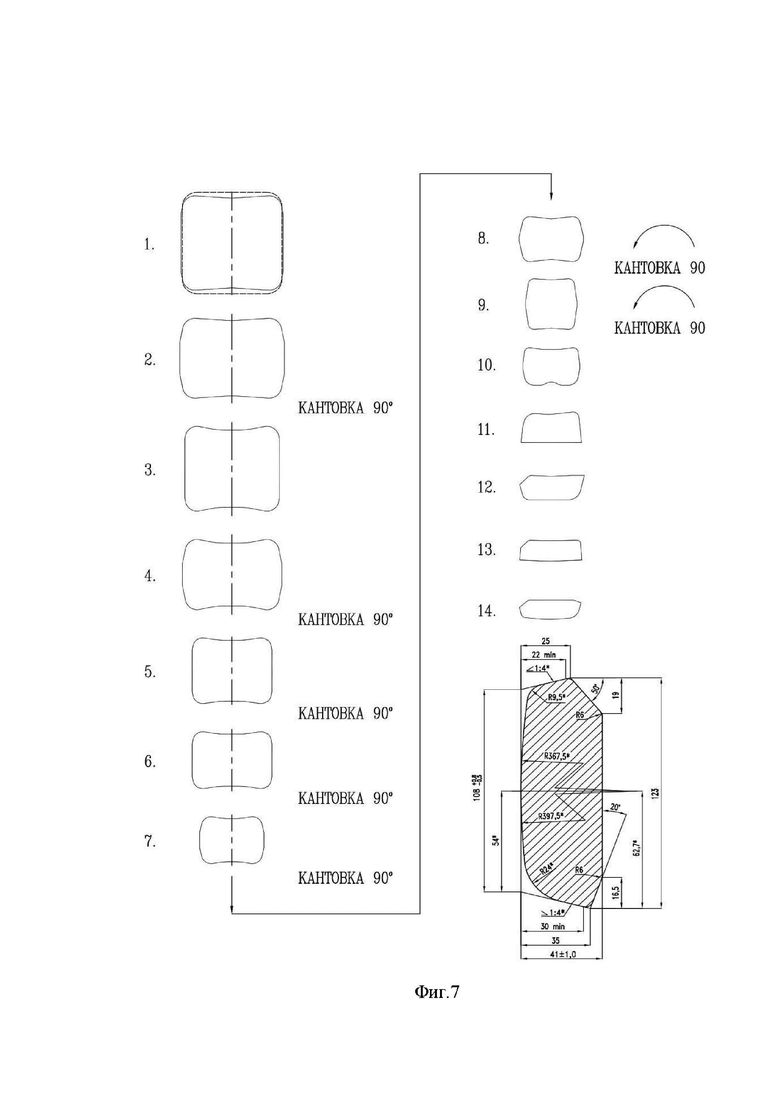
Фиг.4 Схема расположения калибров предчистовой II клети «трио» (на примере стана «850»).
Фиг.5 Схема расположения калибров чистовой III клети «дуо» (на примере стана «650».
Фиг.6 Конструкция профиля полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка.
Фиг.7 Схема последовательности формоизменения по проходам поперечного сечения полосы при прокатке заготовки сердечника для рельсовых соединений при реализации заявляемого способа.
На Фиг.1 обозначены: головка рельса 1, шейка рельса 2, подошва рельса 3, электрически изолирующие втулки 4, стальной сердечник 5, электроизолирующий слой 6, стяжные крепежные элементы (болты) 7. Металлические сердечники 5 по изобретению изготовлены из профильного проката (полоса, лист), что позволяет использовать более дешевое и/или более доступное сырье.
На Фиг.2 показана последовательность прокатки по проходам заготовки с сечением 200х250мм при прокатке заготовки сердечника накладок для рельсовых соединений с 7 проходами на стане «850» и расположение калибров с кантовками на 90° после проходов 2, 4, 5, 6. На Фиг.3 показана последовательность прокатки заготовки в 3-х валковой черновой I клети «трио» с проходами 1, 2, 3. На Фиг.4 показана последовательность прокатки заготовки в предчистовой II клети «трио» с проходами 4, 5, 6. На Фиг.5 показана последовательность прокатки заготовки в чистовой III клети «дуо» с проходом 7. На Фиг.6 показан профиль полосы заготовки полнопрофильного сердечника. На Фиг.7 показана схема прокатки и формоизменение сечения раската.
При прокатке заготовки в обжимной клети стана «850» делается 7 проходов с кантовками на 90° после проходов 2, 4, 5, 6 проходов. Затем раскат сечением 115х130 мм направляется на стан «650», где производится три прохода в двух симметричных и 1-м несимметричном ящичных калибрах с промежуточными кантовками на 90 градусов.
Заявленный способ опробован при прокатки полосы заготовки сердечника металлокомпозитной накладки клееболтового изолирующего слоя на стане «850» крупносортного проката ОАО «ЕВРАЗ НТМК».
Исходную заготовку для рельсов Р65 сечением 200х250 мм прямоугольного сечения из стали марки 30ХГСА по ГОСТ 4543-2016, содержащий мас.%: углерод 0,28-0,34; марганец 0,80-1,10; кремний 0,90-1,20; хром 0,80-1,10; никель не более 0,30, медь не более 0,30, фосфор не более 0,025; сера не более 0,025; железо остальное, нагревают до температуры 1260°С и прокатывают первоначально в 7 проходов с кантовками на 90° после 2,4,5,6,7 проходов в ящичных калибрах обжимной клети стана «850» на Фиг.2 и Фиг.7 (1-7) до поперечного сечения 115х130 мм. После прокатки на стане «850» раскат направляется по рольгангу к черновой трехвалковой l клети стана «650». В черновой l клети «трио» производится три прохода 1, 2, 3 в 2-х симметричных и 1-м несимметричном ящичных калибрах Фиг.3 и Фиг.7 (8-9) с промежуточными кантовками на 90 градусов. Далее прокат проходит без кантовок Фиг.4 и Фиг.7 (10-13). После прокатки в черновой клети «трио» раскат с помощью шлепперов направляется к предчистовой ll клети «трио». В предчистовой клети «трио» производится прокат за три прохода 4, 5, 6 в закрытых фасонных калибрах с чередующимся расположением разъемов, где раскат приобретает форму близкую к готовому профилю. После прокатки в предчистовой клети «трио» раскат с помощью шлепперов направляется к чистовой lll клети «дуо». В клети «дуо» производится один проход 7 в чистовом калибре Фиг.5 и Фиг.7 (14).
Результаты испытаний способа прокатки заготовки сердечника металлокомпозитной накладки клееболтового изолирующего стыка, позволили снизить расход металла и увеличить часовую производительность производства.
Источники информации:
[1] авторское свидетельство №13975 «Способ изготовления клинчатых накладок для рельсовых, балочных и т.п. стыковых соединений», МПК8 B21К7/10, опубл. 31.03.1930;
2] патент РФ № 171213 «Металлокомпозитная накладка клееболтового изолюрующего стыка», МПК8 Е01В11/00, опубл. 24.05.2017, бюл. № 15;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОГО ПРОФИЛЯ ИЗ НЕРЖАВЕЮЩЕЙ МАРКИ СТАЛИ | 2009 |
|
RU2409430C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |

Изобретение относится к прокатке полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка. Прокатку профиля заготовки начинают в ящичных калибрах в 7 проходов с кантовками после 2, 4, 5 и 6 проходов. Кантуют и продолжают прокатку профиля заготовки в черновой клети 3-валковой клети, являющейся черновой I клетью «трио», в ящичных калибрах в 3 прохода раскатов. Осуществляют прокат профиля заготовки в предчистовой II клети «трио» в фасонных калибрах в 3 прохода раската. Производят окончательное оформление профиля в чистовой III клети «дуо» в фасонном калибре в один проход проката. В результате снижается расход металла и увеличивается часовая производительность. 4 з.п. ф-лы, 7 ил., 1 пр.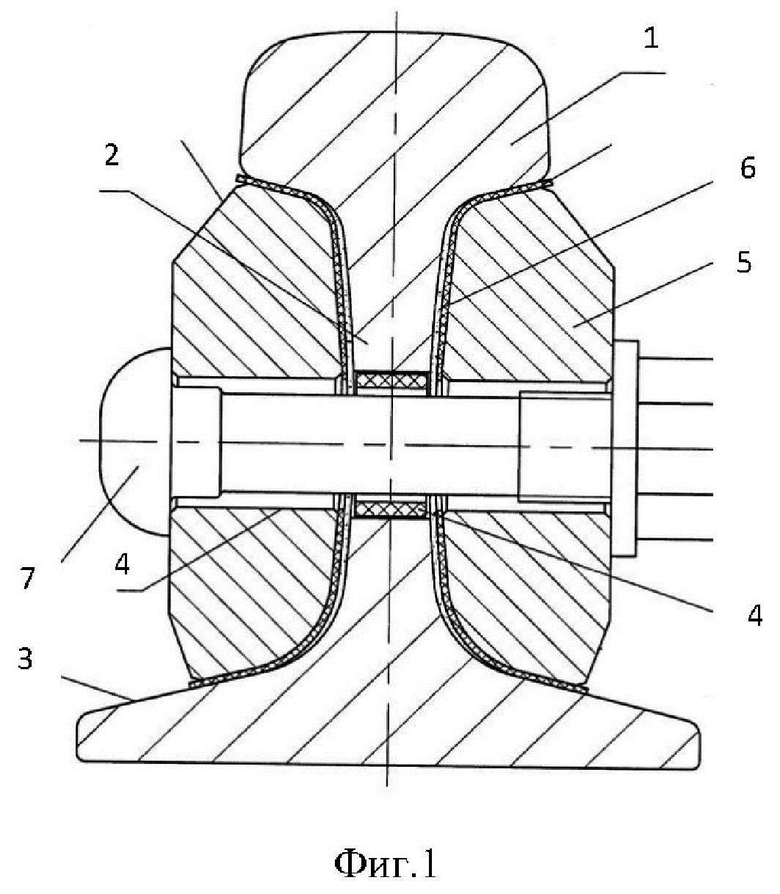
1. Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка, включающий многопроходное обжатие нагретой заготовки в валках с калибрами, отличающийся тем, что прокатку профиля заготовки начинают в ящичных калибрах в 7 проходов с кантовками после 2, 4, 5 и 6 проходов, кантуют и продолжают прокатку профиля заготовки в черновой клети 3-валковой клети, являющейся черновой I клетью «трио», в ящичных калибрах в 3 прохода раскатов, после чего осуществляют прокат профиля заготовки в предчистовой II клети «трио» в фасонных калибрах в 3 прохода раската и производят окончательное оформление профиля в чистовой III клети «дуо» в фасонном калибре в один проход проката.
2. Способ по п.1, отличающийся тем, что профиль заготовки изготавливают из стали 30ХГСА, мас.%: углерод 0,28-0,34; марганец 0,80-1,10; кремний 0,90-1,20; хром 0,80-1,10; никель не более 0,30, медь не более 0,30, фосфор не более 0,025; сера не более 0,025; железо - остальное.
3. Способ по п.1, отличающийся тем, что в качестве исходной заготовки используют заготовку с сечением 200×250 мм.
4. Способ по п.1, отличающийся тем, что из одной исходной заготовки сечением 200×250 мм при окончательной прокатке получают 4 штанги годной продукции заказной длины.
5. Способ по п.1, отличающийся тем, что осуществляют прокатку заготовки профильного сердечника металлокомпозитной накладки железнодорожного клееболтового изолирующего стыка.
| МАШИНА ДЛЯ ОТРЕЗАНИЯ КОНЦОВ ПЛОДОВ УДЛИНЕННОЙ ФОРМЫ | 0 |
|
SU171213A1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| RU 94040144 A1, 10.09.1996 | |||
| US 5503331 A, 02.04.1996. | |||

