Изобретение относится к способам изготовления оптических деталей с криволинейными поверхностями и может быть использовано на заводах оптического стекла,
Цель изобретения - получение деталей с поверхностью, описываемой уравнением гиперболоида, параболоида или эллипсоида.
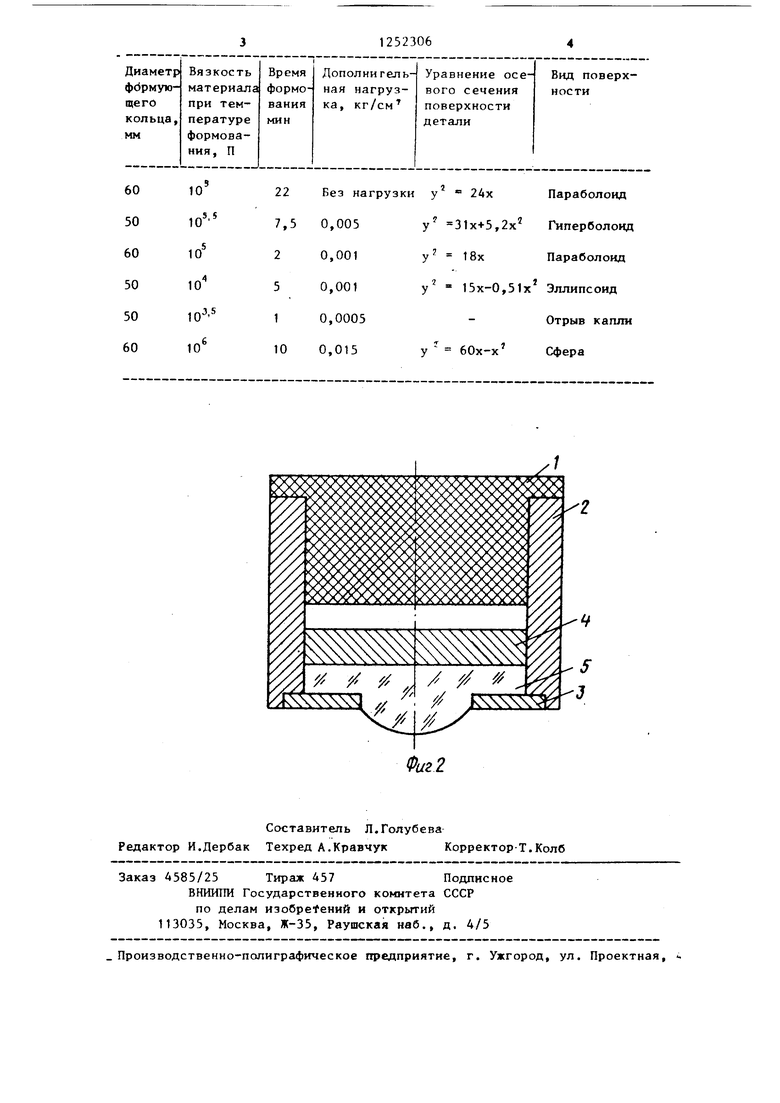
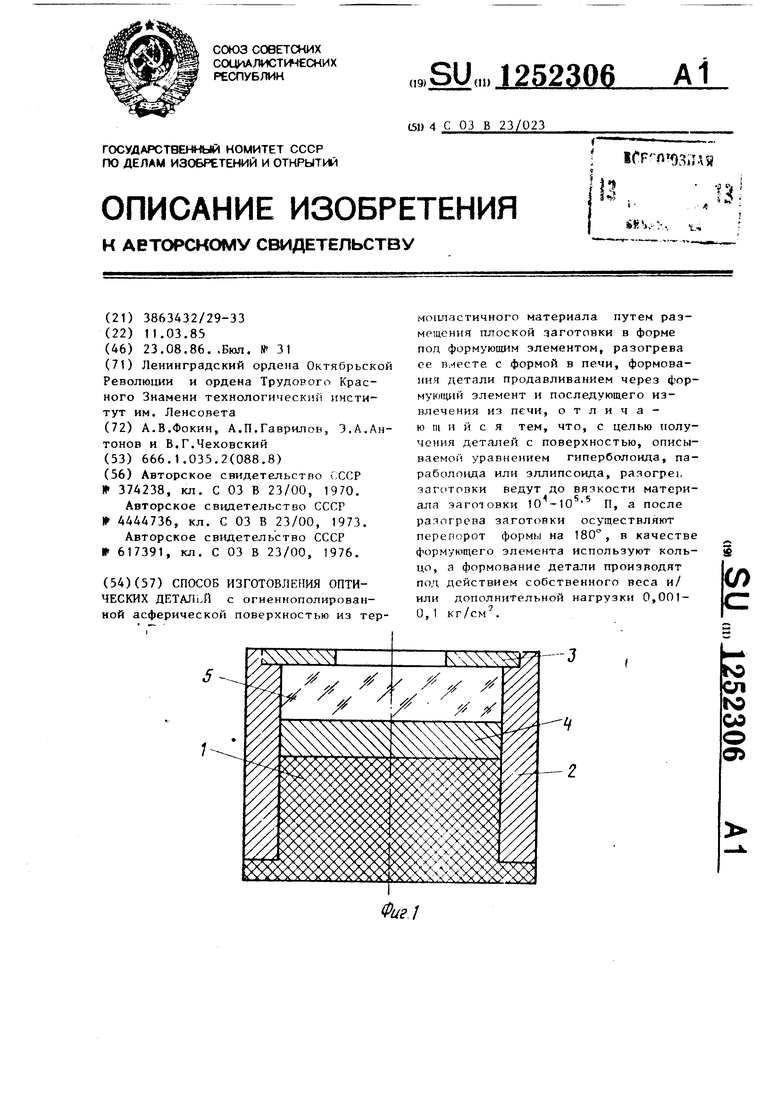
На фиг. 1 изображена форма, используемая для изготовления оптических деталей, в исходном положении; на фиг. 2 - то же, в перевернутом на 180° положении.
Форма для изготовления оптических деталей содержит опору 1, корпус 2, формующий элемент в виде кольца 3 и груз 4, Заготовка 5 располагается между грузом 4 и кольцом 3.
Пример. Плоскую заготовку 5 из стекла диаметром 60 ммщ толпш- ной 25 мм размещают в форме полированной поверхностью к кольцу 3, форму вместе с заготовкой 5 устанавливают в печь
В Предлагаемом способе при формировании разогретой заготовки из материала , который имеет вязкость 10 П при продавливанием его через
5 формующее кольцо формуемой поверхностью вниз образуется капля. В отличие от известного способа дополнительная нагрузка прикладывается не по периферии заготовки, а равномерно.
10 по всей верхней поверхности. Изменение формы поверхности капли, в том числе и при наличии сравнительно малой дополнительной нагрузки (0,0001-0,01 кг/см) определяется
15 пластическими деформациями под действием собственного веса и силами поверхностного натяжения. Это позво-- ляет получить детали с огненнополи- рованной поверхностью, описываемой
20 уравнением гиперболоида, параболоида или эллипсоида, использование которых в оптических системах позволяет улучшить качество изображения
и уменьшить габаритные размеры сис(не показана) формующим коль- 25 тем. Наличие дополнительной нагрузки значительно сокращает время формования .
Вязкость материала заготовки, диаметр формующего кольца,время процом 3 вверх, разогревают до температуры, соответствующей вязкости стекла 10 П. Затем переворачивают форму
с заготовкой на 180 и производят формование детали продавливанием череззо давливания и величину дополнительной кольцо 3 под действием дополнительной нагрузки, необходимые для получения нагрузки 0,01 кг/см после чего фор- конкретной формы поверхности детали му с отформованной деталью извлекают (гиперболической, параболической, из печи.эллиптической), определяют экспериПоверхность полученной детали име- ,, ментально. ет вид параболоида.
В случае формования детали под действием только собственного веса груз 4 заменяют кружком фольги из нержавекяцей стали.
Условия формования и характеристики полученных деталей приведены в таблице.
Предлагаемый способ существенно отличается от известного механизмом формирования криволинейной поверх40
При формовании по предлагаемому способу детали с формуемой поверхностью, обращенной вверх, желаемую форму поверхности получить невозможно ввиду растекания материала заготовки под действием собственного веса. При вязкости материала заготовки менее 10 П происходит отрыв капли от формы, а при вязкости более П ., или при дополнительной нагрузке . ,2
лее 0,01 кг/см не удается получить желаемую форму ее поверхности.
ности.
В Предлагаемом способе при формировании разогретой заготовки из материала , который имеет вязкость 10 П при продавливанием его через
формующее кольцо формуемой поверхностью вниз образуется капля. В отличие от известного способа дополнительная нагрузка прикладывается не по периферии заготовки, а равномерно.
по всей верхней поверхности. Изменение формы поверхности капли, в том числе и при наличии сравнительно малой дополнительной нагрузки (0,0001-0,01 кг/см) определяется
пластическими деформациями под действием собственного веса и силами поверхностного натяжения. Это позво-- ляет получить детали с огненнополи- рованной поверхностью, описываемой
уравнением гиперболоида, параболоида или эллипсоида, использование которых в оптических системах позволяет улучшить качество изображения
ментально.
При формовании по предлагаемому способу детали с формуемой поверхностью, обращенной вверх, желаемую форму поверхности получить невозможно ввиду растекания материала заготовки под действием собственного веса. При вязкости материала заготовки менее 10 П происходит отрыв капли от формы, а при вязкости более П или при дополнительной нагрузке Ро . ,2
лее 0,01 кг/см не удается получить желаемую форму ее поверхности.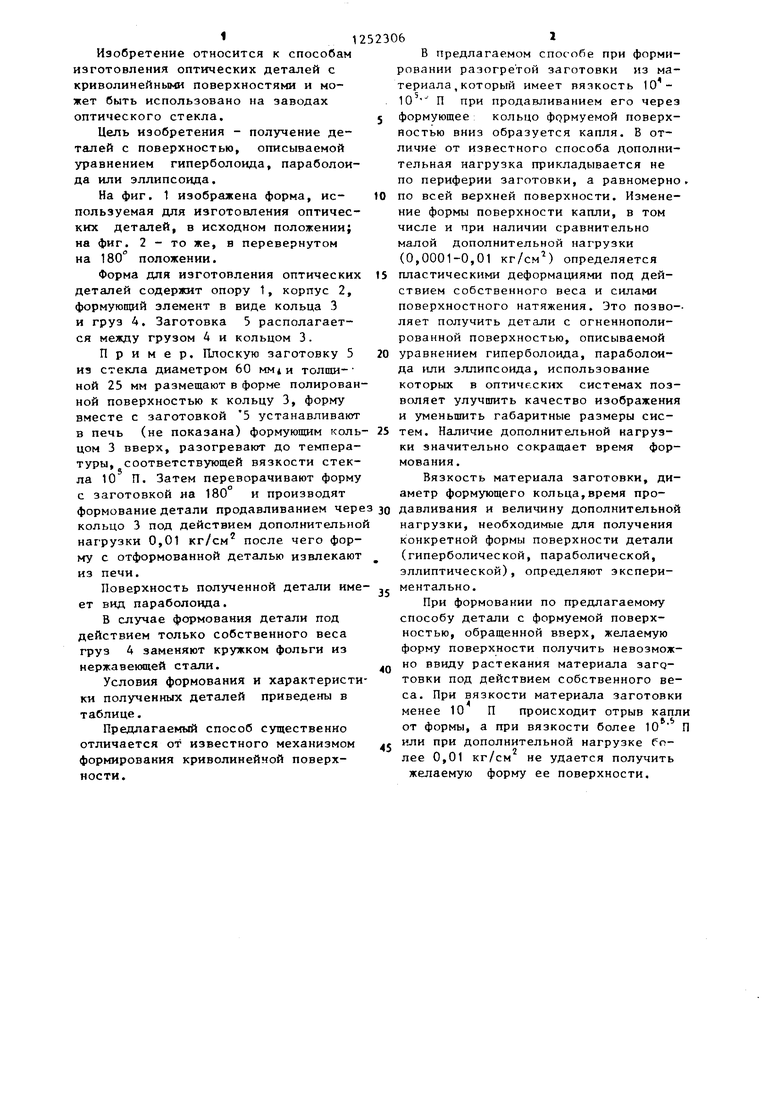
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2039018C1 |
| Способ формования оптических деталей | 1976 |
|
SU617391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| Способ формообразования оптических деталей с фасонной поверхностью и устройство для его осуществления | 1980 |
|
SU979022A1 |
| Способ изготовления оптических деталей с криволинейной поверхностью | 1985 |
|
SU1370098A1 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
| Способ формования балки транспортного средства | 2014 |
|
RU2685318C2 |
| Способ изготовления подвергнутой повторному формованию детали из плоского стального продукта с содержанием марганца и деталь такого типа | 2017 |
|
RU2725939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕФОРМОВАННОЙ СТАЛЬНОЙ ДЕТАЛИ И ГОРЯЧЕФОРМОВАННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2017 |
|
RU2725936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИВИНИЛХЛОРИДА | 1973 |
|
SU377997A1 |
Составитель Л.Голубева Редактор И.Дербак Техред А.Кравчук Корректор-Т.Колб
Заказ 4585/25 Тираж 457Подписное
ВНИИПИ Государственного комитетаСССР
по делам изобре ений и открытий
113035, Москва, Ж-35, Раушская наб.,д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, -
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 0 |
|
SU374238A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР W 4444736, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
