00
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСФЕРИЧЕСКИХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2039018C1 |
| Способ изготовления оптических деталей | 1985 |
|
SU1252306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |
| Асферическое пробное стекло | 1985 |
|
SU1278761A1 |
| Способ изготовления оптических деталей | 1985 |
|
SU1306914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С ПЛАВНЫМ ИЗМЕНЕНИЕМ ОПТИЧЕСКИХ ХАРАКТЕРИСТИК ПО АПЕРТУРЕ | 1992 |
|
RU2037851C1 |
| Способ изготовления оптических асферических деталей | 1983 |
|
SU1144982A1 |
| Способ изготовления оптических деталей из термопластичных материалов | 1973 |
|
SU444736A1 |
| Способ термопластичного формования оптических деталей и устройство для его осуществления | 1985 |
|
SU1291560A1 |
Изобретение относится к промышленности строительства, к изготовлению оптических деталей с криволинейной поверхностью И может быть использовано на заводах оптического стекла. С целью повышения качества криволинейной поверхности деталей с крутизной более 30 заготовку стекла деформируют, продавливая в форму через формующее кольцо. Внутренний диаметр кольца составляет 50-90% от максимального внутреннего диаметра формы. 1 табл. 1 ил.
;о
00
11370098
Изобретение относится к промышленности стройматериалов,
к изготовлению оптических деталей с криволинейной noiujpxHocTbio и может быть ис- пол л;эо1з:лио па заводах оптического стекла.
Цель изобретения - повышение качества криволинейной поверхности деталей с крутизной более 30 .
Операции выполняют в следующем порядке.
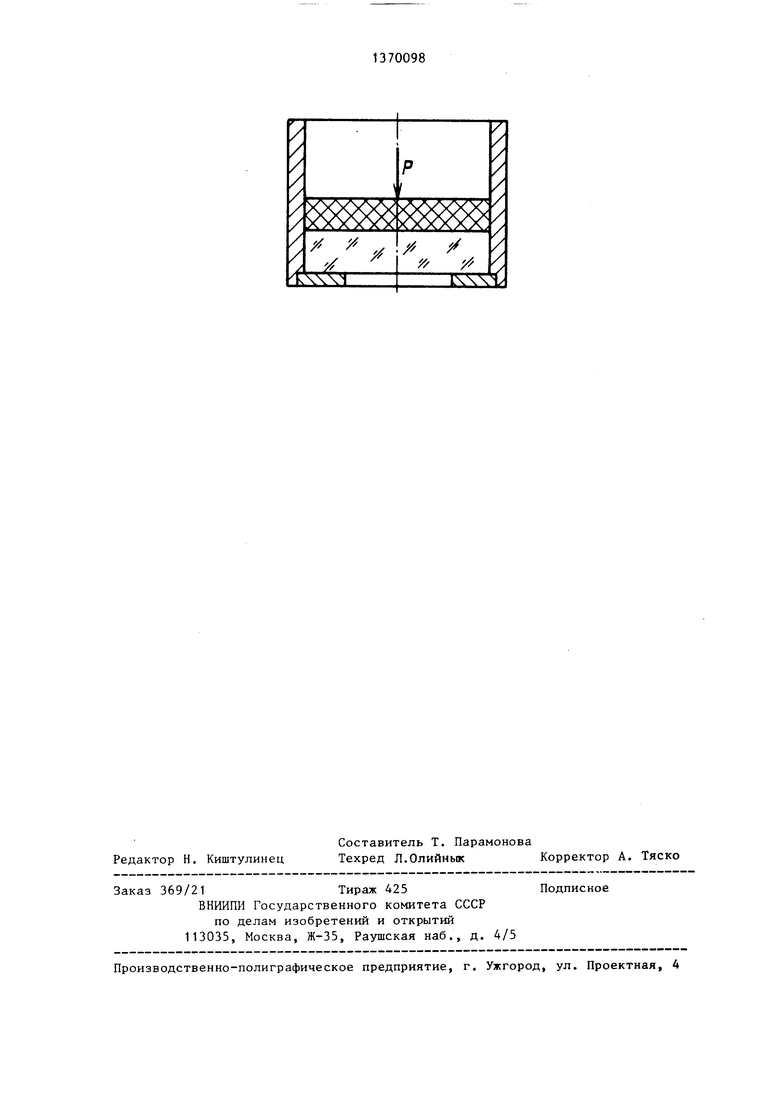
Разогревают форму в печи до температуры, при которой будет осуществляться формование, вставляют в форму сборку с плоской заготовкой, осуществляют выдержку в течение времени, необходимого для разогрева заготовки, др|1юрмируют заготовку, продавливая ее через кольцо, вынимают сборку с ви- c MinevI на пей отформованной деталью.
При диаметре отверстия формующего кольца менее 50% от максимального И1г.1 ренпего диаметра формы на формуемой поверхности детали образуются : складки. При диаметре формующего отверстия, превышающем 90% от максимального внутреннего диаметра формы, продапливанием невозможно получить криволинейную поверхность с меньшим радиусом кривизны при вершине, чем радиус кривизны поверхности формы в точке (е контакта с вершиной детали, что приводит к необходимости резкого уполичения формующего усилия, времени
10
15
20
25
30
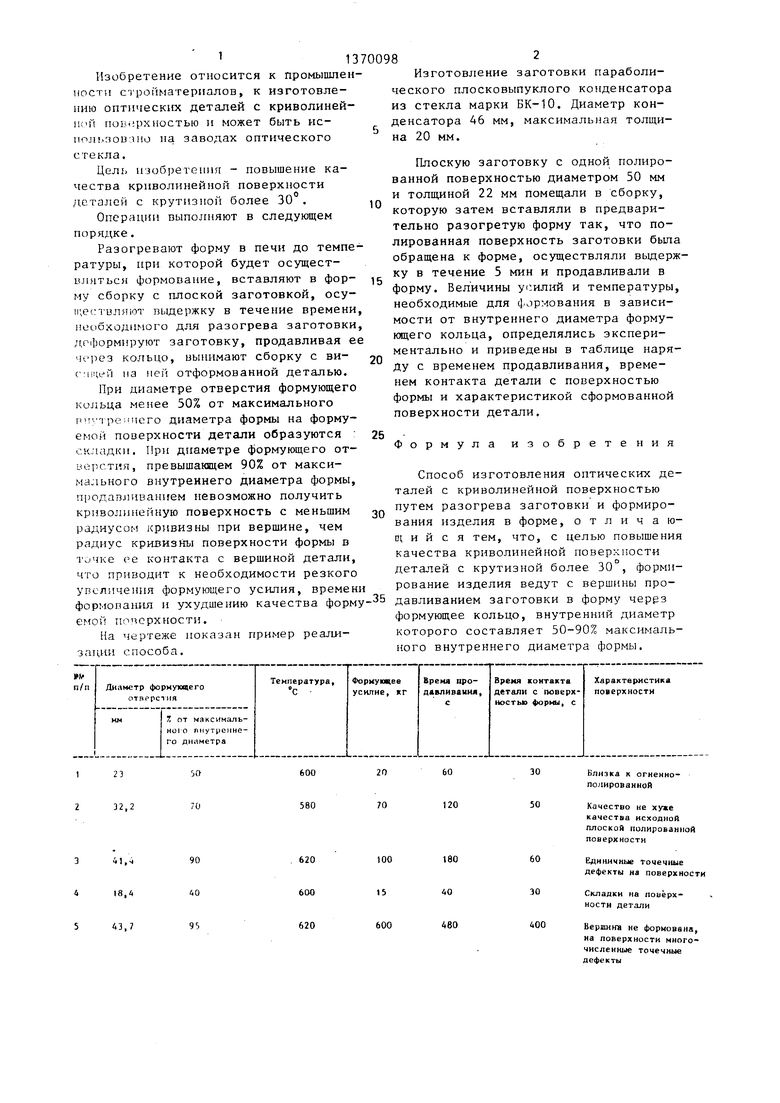
Изготовление заготовки параболического плосковыпуклого конденсатора из стекла марки БК-10. Диаметр конденсатора 46 мм, максимальная толщина 20 мм.
Плоскую заготовку с одной полированной поверхностью диаметром 50 мм и толщиной 22 мм помещали в сборку, которую затем вставляли в предварительно разогретую форму так, что полированная поверхность заготовки была обращена к форме, осуществляли выдержку в течение 5 мин и продавливали в форму. Величины усилий и температуры, необходимые для формования в зависимости от внутреннего диаметра формующего кольца, определялись экспериментально и приведены в таблице наряду с временем продавливания, временем контакта детали с поверхностью формы и характеристикой сформованной поверхности детали.
Формула изобретения
Способ изготовления оптических деталей с криволинейной поверхностью путем разогрева заготовки и формирования изделия в форме, отличаю- п; и и с я тем, что, с целью повышения качества криволинейной поверхности деталей с крутизной более 30°, формирование изделия ведут с вершины проформопашш и ухудшению качества форму-- давливанием заготовки в форму черрз емой прпсрхности.формующее кольцо, внутренний диаметр
На чертеже показан пример реааи- которого составляет 50-90% максималь- заиии способа.ного внутреннего диаметра формы.
23
32,2
ч1,ц
18,ii
43,7
50
90
40
95
600
580
620
600
620
0
5
0
5
0
Изготовление заготовки параболического плосковыпуклого конденсатора из стекла марки БК-10. Диаметр конденсатора 46 мм, максимальная толщина 20 мм.
Плоскую заготовку с одной полированной поверхностью диаметром 50 мм и толщиной 22 мм помещали в сборку, которую затем вставляли в предварительно разогретую форму так, что полированная поверхность заготовки была обращена к форме, осуществляли выдержку в течение 5 мин и продавливали в форму. Величины усилий и температуры, необходимые для формования в зависимости от внутреннего диаметра формующего кольца, определялись экспериментально и приведены в таблице наряду с временем продавливания, временем контакта детали с поверхностью формы и характеристикой сформованной поверхности детали.
Формула изобретения
Способ изготовления оптических деталей с криволинейной поверхностью путем разогрева заготовки и формирования изделия в форме, отличаю- п; и и с я тем, что, с целью повышения качества криволинейной поверхности деталей с крутизной более 30°, форми
60
120
leo
40
480
30
50
60
30
400
Близка к огненно- полированной
Качество не хуже качества исходной
плоской полированной поверхности
Единичные точечные дефекты на поверхности
Складки на поверхности детали
Вершина не формована, на поверхности многочисленные точечные дефекты
X
/
у
X X
//
ГчХХ
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 0 |
|
SU374238A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
