1
2, Устройство для автоматического управления гтроцессом окомкования, содержащее последовательно соединенные окомкователь, первый конвейер, грохот, второй конвейер, смесител, и питатель, содержащий первый и второй весонтмерителы ые элементы, установленные на первом и втором конвейерах 1юс;гедо1)ательно соединенные датчик расхода шихты в окомкователь, уста- н 1вленный на питателе, сумматор, регулятор расхода материала в окомкователь, преобразователь моп(ности, электропривод питателя, а также за- датчик расхода материала в окомкователь, соединенный с вторым входом суммЛтора, О1личающееся тем, что, с целью повьшгения произво- дительностг окомкователя и качества
1
Изобретение относится к анто- матическому управлению процессами окомкования тонкоитмельчеиных железорудных матерна. юв и может быть использовано при агломерации руд на предприятиях черной металлургии.
Целью изобретения является повышение произнодителт.ности окомкователя и качества процесса окомкова- ния железорудных окатышей путем управления траекторией движения комкуемого материала.
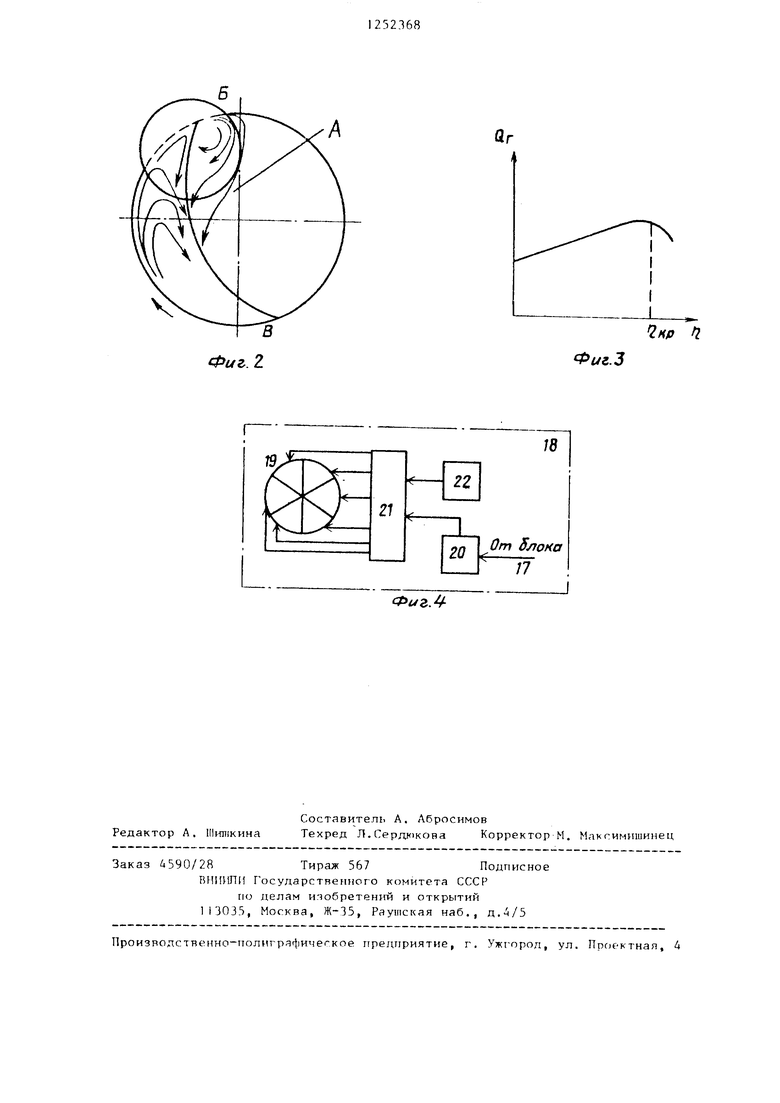
На (иг. 1 представлено устройство для реализации предлагаемого способа; на фи1 .2 - изменение траекторий движения м.чтериала при воздействии на него бегущим электромагнитным полем; на фиг,3 - зависимость произво- дительности окомкователя по годным окатышам от скорости вращения окомкователя; на фиг,4 - блок-схема блока управления электромагнитной системы,
Устройство содержит окомкователь , в который шихта подается пита- Tej7f M 2, приводимым в движение электроприводом 3, Устройство также состоит 11 т датчика 4 расхода материала
процесса окомкорания железорудных окатьпией путем управления траекторией движения комкуемого материала, оно снабжено установкой бегущего электромагнитного поля, блоком вычитания, двумя экстремальными регуляторами, блоком коррекции, блоком деления, блоком управления установкой бегущего электромагнитного поля, причем первый и второй весоизмерительные элементы соединены с входами блока деления и блока вычитания.выход которого через первый экстремальный регулятор и блок коррекции соединен с задатчиком расхода материала в окомкователь,выход блока деления через второй экстремальный регулятор и блок управления соединен с установкой бегущего электромагнитного поля.
в окомкователь 1, установленного на питателе 2, регулятора 5 расхода материала в окомкователь 1, выход которого через преобразователь 6 мощности связан с электроприводом 3, а вход соединен с выходом первого сумматора 7, первый и второй входы которого соединены с датчиком 4 расхода материала и задатчиком 8 расхода материала в окомкователь, первого весоизмерительного элемента 9, установленного на конвейере 10, второго весоизмерительного элемента 11, установленного на втором конвейере 12, блока 13 вычитания. Первый и второй входы блока 13 соединены с выходом весоизмерительных элементов 9 и 11, а выход - с входом первого экстремального регулятора 14, Выход
последнего соединен с входом блока 15 коррекции, выход которого соединен с задатчиком 8, Устройство также содержит блок 16 деления, первый и второй входы которого соединены с весоизмерительными элементами И и 9, выход - с входом второго экстремального регулятора 17, выход которого соединен с входом блока 18 управлени электромагнитной системой 19, включа ющей источник 20 тока, связанный с
.
первым входом коммутатора 21, второ вход которого подключен к выходу мультивибратора 22, а выход соедине с обмотками электромагнитной системы 1 9 .
Разделение окатьппей на годные и возврат происходит на г рохоте 23. Негодные окатыши возвращаются в смеситель 24.
СредниР диаметр и качество окатышей зависят от скорости i вращения окомкователя (фиг.З). Однако при увеличении скорости выше критической движение материа;га в окомкователе переходит в водопадньп, а затем в циклический режимы, что ведет к резкому сниженшо среднего диаметра и качества окатьш:ей всле;1ствие того, что большая часть материала прижимается к стенкам окомкователя. С целью управления траекторией движения материала в окомкователе в третьем квадранте А (фиг.2) размещают установку 19 бегущего электромагнитного поля (кругового с радиусом поля, меньшим радиуса окомкователя R поля R оком- ковачеля), состоящую из магнитопро- вода и обмоток, Тто дает возможность зародышам комков, образовав- шихся в резу.т1ьта1е перемещения по дуге БВ, придать дополнительный момент количества движения, направлен- ный по гарниссажу. Кроме того, комки получают вращательное дв кение вокруг своей оси. Это способствует увеличению вероятности их столкновения с частицами комкуемой шихты, и увеличению прочности комков вследствие уве; ичения числа соударений. При воздействии бегутцим электромагнитныг- полем движение шихты из водопадного переходит в режим переката, наиболее благоприятный с точки ярения окомкования.
Устройство для реализации способа работает следуюпи{м образом.
Количество шихты, подаваемой в окомконатель, рег-улируется изменением скорости привода 3 питателя 2 по
сигналу регулятора 5 расхода материа-, кондиционным окатьш ам и снижение
ла в зависимости от рассогласования
расхода .электроэнергии.
О
52025зо
40
5
между заданным значением материала, задаваемым задатчиком 8, и значением датчика Д расхода материала. При изменении химико-минералогических свойств ихты изменяется качество процесса окомкования, т.е. количество годных сырых скатытей. Сигналы от весоизмерительных элементов 9 и I1 поступают в блок 13 вычитания, где определяется количество годных сырых окатышей Q- как разность между массой сырых окатышей Qp и возврата мелочи Q
0- Qo - Qf..
Экстремальный регулятор 14 посредством блока 15 коррекции корректируют задание на расход материала таким образом, чтобы количество годных сырых окатытей Q было максимальным. Сигналы от весоизмерительных элементов 11 и 9 поступают в блок деления, где определяется отношение массы возврата мелочи к массе сырых ока- тьшей Qt,/Q.
Экстремальный регулятор 17 посредством блока 18 управления электромагнитной системой изменяет напряженность электромагнитного поля таким образом, чтобы величина Qj,/Q была минимальной. Изменение напряженности электромйгнитного поля осуществляется изменением силы тока регулируемого источника 20, а частота переключения обмоток бегутцего электромагнитного поля определяется мультивибратором 22.
Таким образом, при изменении химико-минералогических свойств шихты устройство поддерживает максимальную производительность окомкопате- ля по годным окатьш1ам, формируя наиболее благоприятный, с точки зрения окомкования, режим движения комкуе- мого материала в окомковате.че.
Управление технологическими процессами окомкования по предлагаемому способу обеспечивает попкшение производительности окомкоп.пеля по
расхода .электроэнергии.
V
в
Qr
Чкр П
Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом окомкования и устройство для его осуществления | 1983 |
|
SU1250590A1 |
| Система автоматического управления процессом окомкования | 1982 |
|
SU1097690A1 |
| Способ управления процессом производства окатышей | 1981 |
|
SU1011717A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ОКОМКОВАНИЯ ШИХТЫ | 2001 |
|
RU2218530C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2020 |
|
RU2750432C1 |
| Способ окомкования агломерационной шихты | 1988 |
|
SU1557181A1 |
| Способ подготовки шихты к доменной плавке | 1980 |
|
SU954459A1 |
| Способ получения окатышей из переувлажненных материалов | 1980 |
|
SU933760A1 |
| Способ окомкования железорудных материалов | 1981 |
|
SU1129254A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
I. Способ автоматического управления процессом окомкования, включающий измерение и стабилизацию расхода шихты в окомкователь, измерение массы сырых окатышей и возврата мело- чи, отличающийся тем, что, с целью повышения производительности икомкорателя и качества процесса окомкования железорудных ока- тьпией, дополнительно воздействуют бе- гугаим электромагнитным полем на материал в окомкователе, определяют количество годных сырых окатьппей как разГюсть массы сырых окатышей и возраста мелочи и корректир тот расход mifXThi Б окомкователь, поддерживая количество годных окатышей максимальным, определяют отношение массы возврата мелочи к массе сырых окатышей и по этой величине изменяют папряжен- FiocTb бегущего электромагнитного поля, поддерживая величину отношения минимальной. с S (Л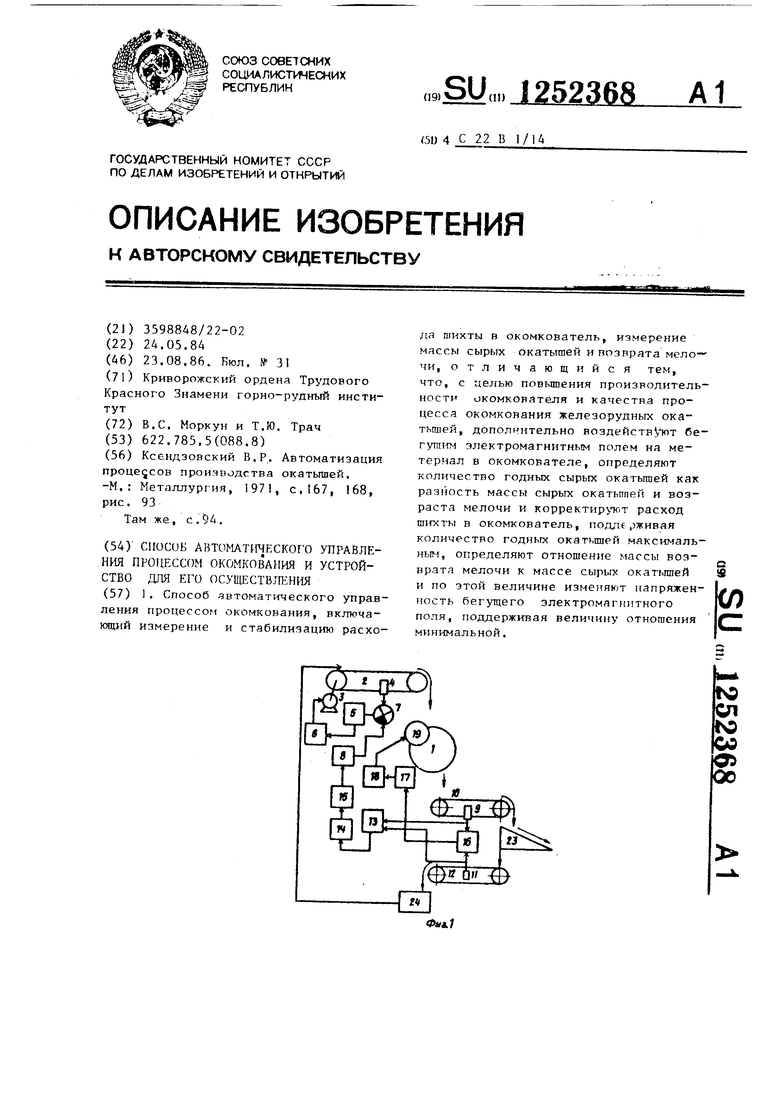
Фиг.
Редактор А, Шишкина
Составитель А. Абросимов
Техред Л.СерднжоваКорректор М. Мак г.имишинец
Заказ Д590/28Тираж 567Подписное
BHlInnit Государственного комитета СССР
по делам ияобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.
Произяодственно-полиграфическое пре/цтриятие, г. Уж1-ород, ул. Проектная, 4
| Ксендзовский В.Р | |||
| Автоматизация процессов производства окатышей | |||
| -М.: Металлургия, I97I, с.167, 168, рис | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
