Изобретение относится к механизации и автоматизации загрузки деталей преимущественно цилиндрической формы в различных технологических процессах и может быть использовано для ориентации, разделения и подачи цилиндрических заготовок в индукционную печь, для переориентации деталей, для передачи деталей с одного транспортера на другой, для преобразования сплошного потока заготовок на одном
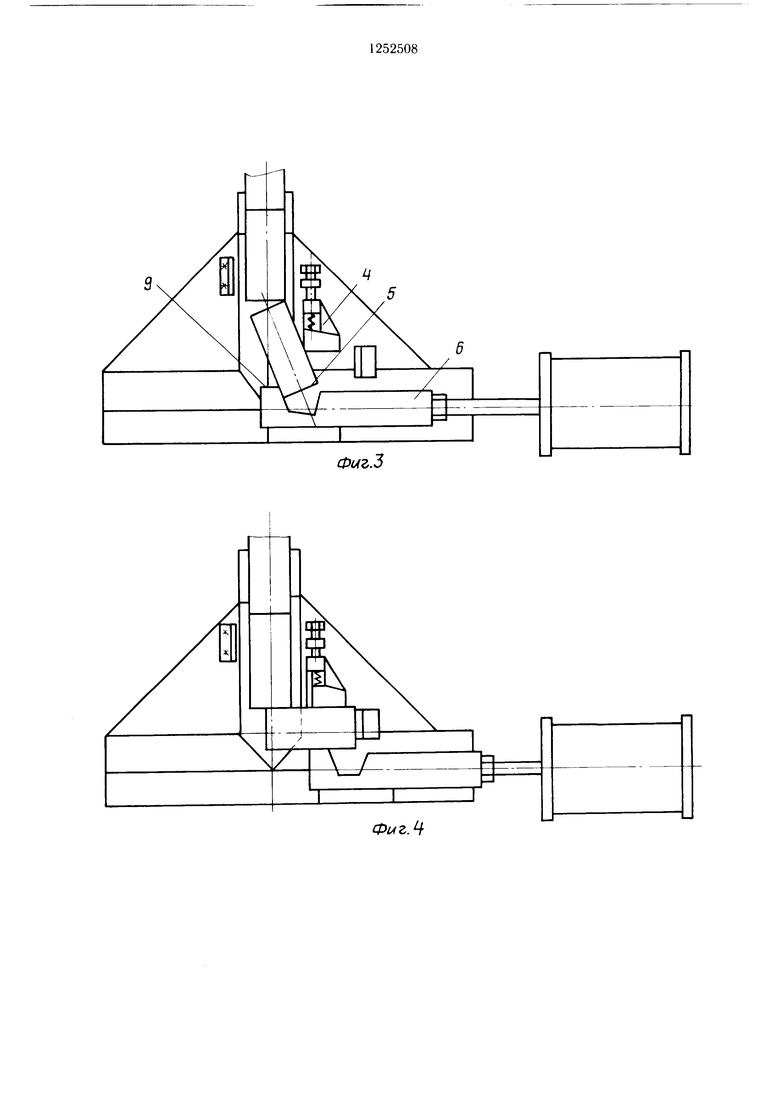
положение. Поступающие по лотку загрузки I заготовки 5 упираются в боковую поверхность толкателя. При перемещении толкателя 6 в правое положение паз 10 захватывает заготовку и доводит до регу- лируемого упора 4. При дальнейшем ходе толкателя происходит разворот заготовки 5 относительно радиусной части регулируемого упора 4, при этом заготовки 5 опускаются в паз 10. При дальнейшем перемещении
транспортере в прерывистый поток загото- Ю толкателя 6 заготовка разворачивается на вок на другом транспортере.угол 90° и удерживается в горизонтальном
положении боковой поверхностью 9 толкателя 6 и регулируемым упором 4. Дальнейшему перемещению заготовки совместно с толкателем 6 препятствует ограничитель 7
Цель изобретения - упрощение конструкции устройства путем обеспечения вы- пол нения операций разделения, ориентирования и подачи заготовок одним приводом и повышение производительности устройства за счет исключения холостого хода пневмо- цилиндра.
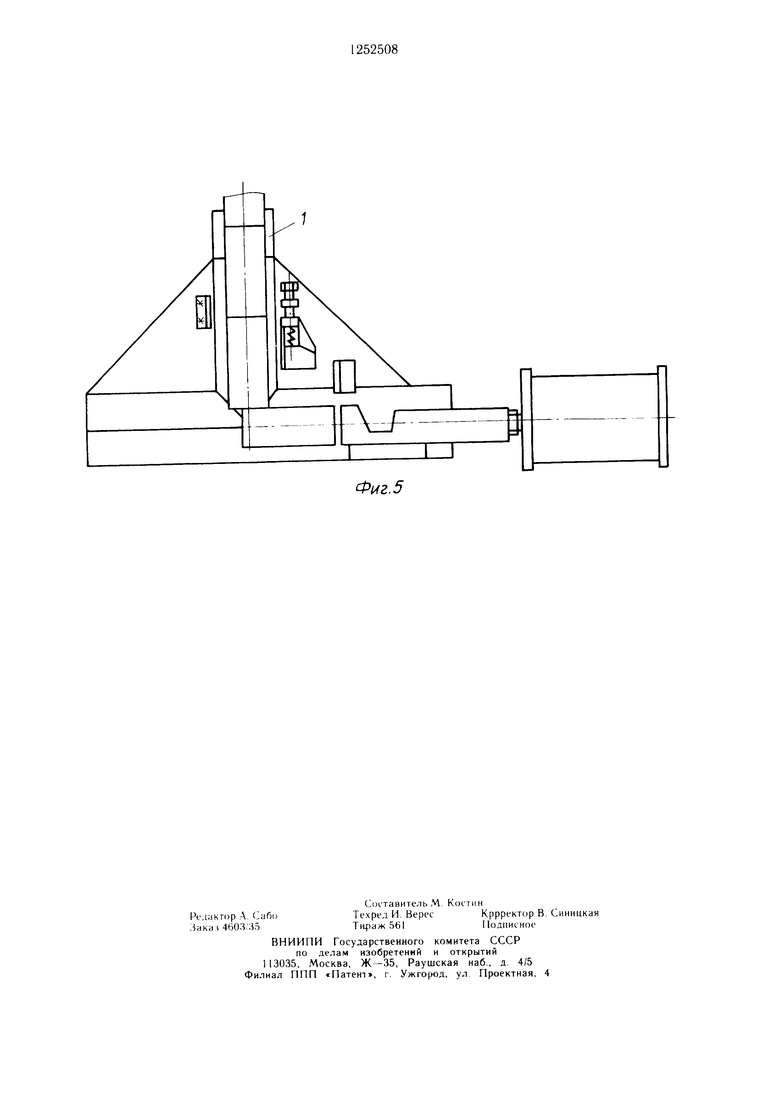
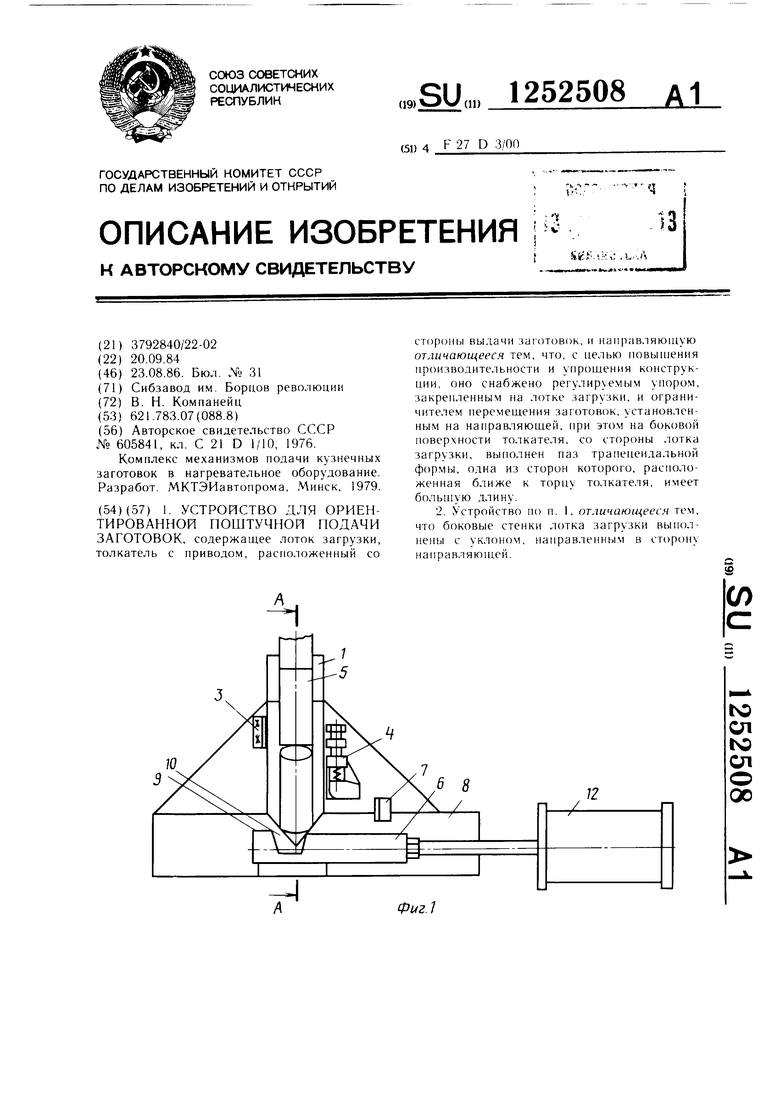
На фи|-. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - сечение
перемещения заготовок. При уходе толкателя 6 за ограничитель перемещения заготовок последняя скатывается с боковых стенок лотка загрузки в направляющую 8, а заготовки, поступающие по лотку загрузки
А-А на фиг. 1; на фиг. 3-5 - этапы пере- 20 упираются в развернутую заготовку 5. При мещения заготовки.перемещении толкателя 6 в левое положеУстройство содержит лоток 1 загрузки с боковыми стенками 2, на которых установлены упор 3 и регулируемый упор 4, вокруг которого при развороте заготовки 5 проис- .ходит ее обкатывание. За регулируемым упором 4 по ходу толкателя 6 при развороте заготовки 5 установлен ограничитель 7 перемещения заготовок, закрепленный на направляющей 8. На боковой поверхности 9
ние посредством пневмоцилиндра 12 заготовка двигается влево, а следующая поступающая заготовка упирается в боковую поверхность толкателя. Последующая работа устройства повторяется в таком же порядке с очередной заготовкой, подающейся по лотку загрузки.
Предлагаемое устройство обеспечивает
толкателя 6 со стороны лотка 1 загрузки вы- JQ выполнение операций разделения, ориентации и подачу заготовок одним приводом, что значительно упрощает конструкцию устройства, систему управления и контроля состояния привода. Выполнение толкателя предлагаемой формы позволяет
регулируемым упором 4 и пазом 10. Боко- 35 использовать холостой ход цилиндра в ка- вые стенки лотка загрузки выполнены с ук- честве рабочего и повысить производительность устройства.
Стоимость предлагаемого устройства значительно ниже подобного типа устройства за счет исключения вспомогательных приводов для выполнения раздельных операций. Экономический эффект в эксплуатации получается за счет повышения производительности устройства на 35-50°/о.
полней паз 10 трапецеидальной формы, одна из сторон которого, расположенная ближе к торцу толкателя 6, имеет большую длину, что обеспечивает зацепление заготовки о и поворот ее при взаимодействии с
лоном |1, направленным в сторону направляющей 8. Приводом толкателя 6, осуществляющего возвратно-поступательное движение, служит пневмоцилиндр 12.
Устройство работает следующим образом.
40
В исходном состоянии толкатель 6 ВЫДВИНУТ пневмоцилиндром 12 в крайнее левое
положение. Поступающие по лотку загрузки I заготовки 5 упираются в боковую поверхность толкателя. При перемещении толкателя 6 в правое положение паз 10 захватывает заготовку и доводит до регу- лируемого упора 4. При дальнейшем ходе толкателя происходит разворот заготовки 5 относительно радиусной части регулируемого упора 4, при этом заготовки 5 опускаются в паз 10. При дальнейшем перемещении
положении боковой поверхностью 9 толкателя 6 и регулируемым упором 4. Дальнейшему перемещению заготовки совместно с толкателем 6 препятствует ограничитель 7
перемещения заготовок. При уходе толкателя 6 за ограничитель перемещения загоупираются в развернутую заготовку 5. При перемещении толкателя 6 в левое положение посредством пневмоцилиндра 12 заготовка двигается влево, а следующая поступающая заготовка упирается в боковую поверхность толкателя. Последующая работа устройства повторяется в таком же порядке с очередной заготовкой, подающейся по лотку загрузки.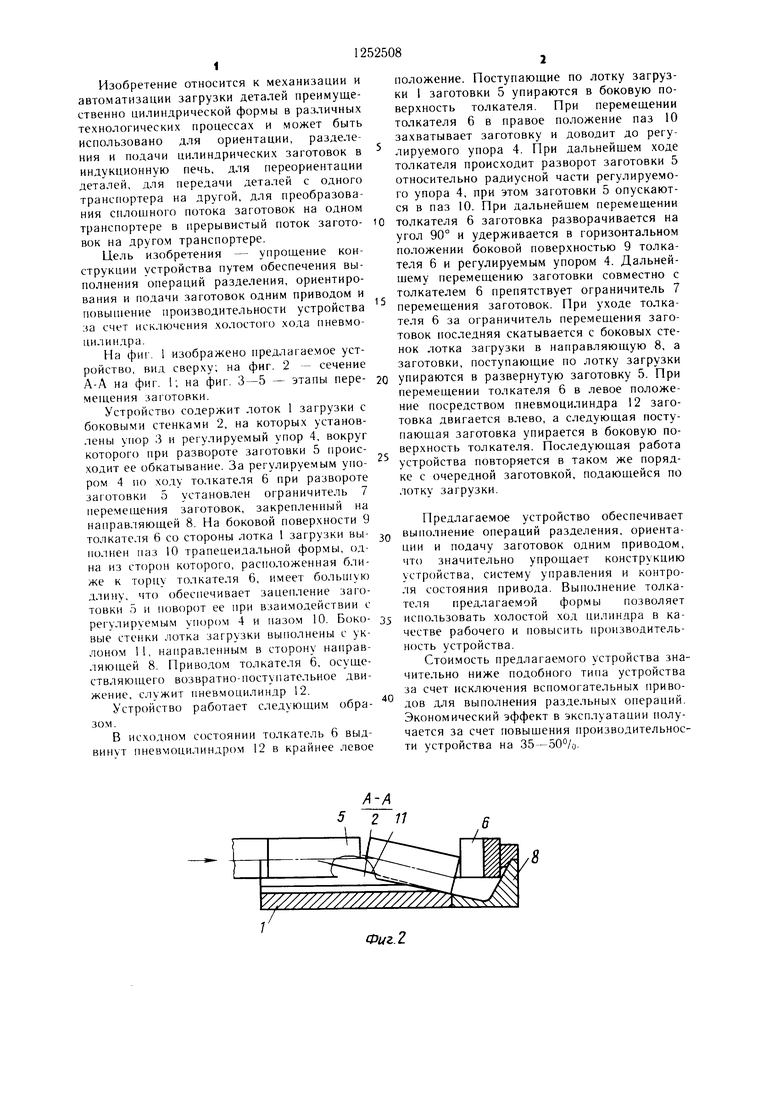
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
Фиг.2
Фиг.З
.Ч
IPW
.5
| Установка для нагрева заготовок | 1976 |
|
SU605841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Комцлекс механизмов подачи кузнечных заготовок в нагревательное оборудование | |||
| Разработ | |||
| МКТЭИавтопрома, Минск, 1979. | |||
