2. Способ изготовления порога завалочного окна плавильной печи, включающий насыпание гребешка ложного порога на внутренней половине основного порога, отличающий ся тем, что, с целью ликвидации прорывов жидкого металла через ложный порог и снижения его себестоимости, гребешок насьшают из необожженного материала шириной 52 - 59% ширины основного порога, затем вершину гребешка, равИзобретение относится к металлургии и может быть использовано в плавильных цехах, преимущественно мартеновских, металлургической и машиностроительной промьшшенности. Целью изобретения, является ликвидция прорывов жидкого металла через ложный порог и снижение его себестоимости.
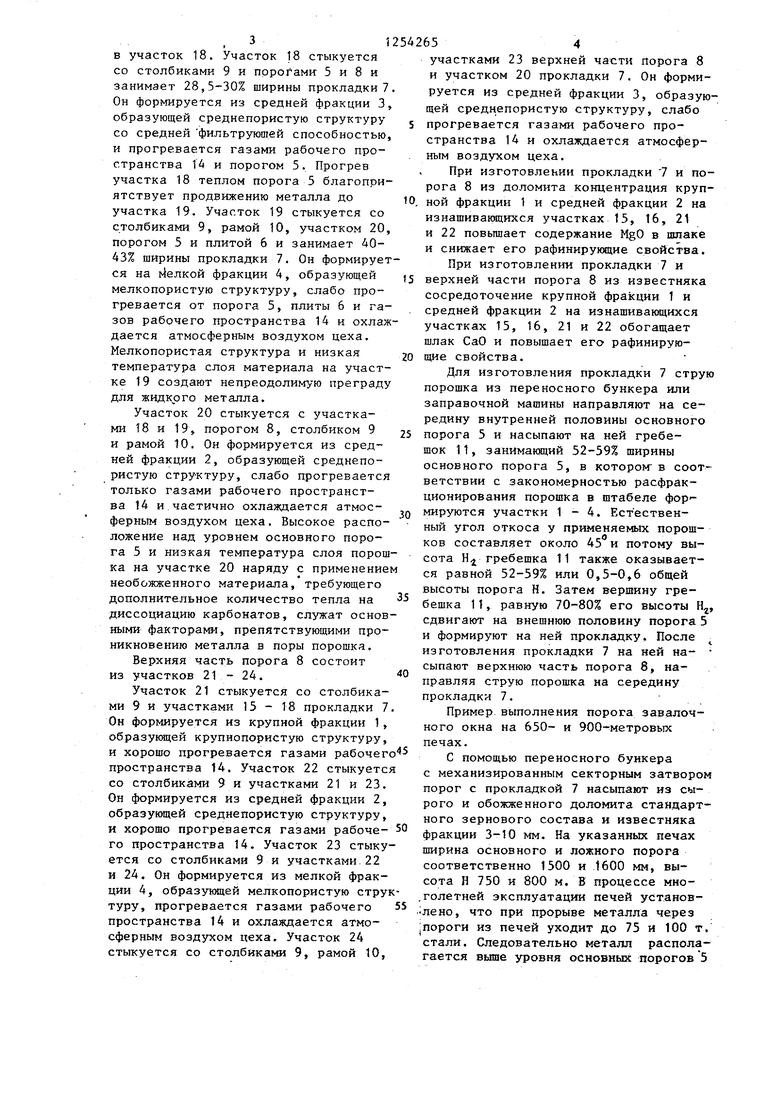
На чертеже изображен поперечный разрез предлагаемого порога завалочного окна плавильной печи.
Позициями 1 - 4 показан гранулометрический состав необожженного огнеупорного порошка полифракционного состава: крупная (20 - 25; 15 - 20 и 8 - to мм), образукмдая крупнопористую структуру (средний диаметр пор tO,0; 7,87 и 4,05 мм); средняя (15 - 20; 11 - 15 и 6 - 8 мм), образующая среднепористую структуру (7,87; 5,85 и 3,1 мм); средняя (10-15; 6 - 11 и 4 6 мм), образующая также средне- пористую структуру (5,6; 3,8 и 2,25 мм) и мелкая (5 - 10, 2 - 6 и 3 - 4 мм), образующая мелкопористую структуру с низкой металлопроницае- мостью (3,37; 1,8 и 1,58мм).
Порог завалочного окна содержит основной порог 5 с пороговой плитой 6, прокладку 7, являющуюся нижней частью ложного порога 8. Ширина прокладки 7 равна 87 - 100% ширины основного порога 5 с плитой 6. .Тлияа прокладки 7, как и длина порога 8, ограничена столбиками 9 передней стенки и рамой 10 завалочного окна. Общая высота Н ложного порога 8
4265
ную 70-80% его высоты, сталкивают на внешнюю половину основного порога и в процессе перемещения материала вершины гребешка на основном пороге формируют нижнюю часть ложного порога в виде прокладки с мелкопористой структурой, непроницаемой для жидкого металла, затем на прокладку насыпают верхнюю часть ложного порога из необожженного материала.
0
15
20
25
30
5
с прокладкой 7 . не менее половины ширины основного порога 5 с плитой 6. Высота Н, прокладки 7 составляет 0,1- 0,2 Н, а высота Н гребешка 11 равна половине его ширины. Для изготовления прокладки 7 шириной 87 - 100% ширины основного порога 5 с плитой 6 гребешок 11 насыпают шириной, равной 52-59% ширины основного порога 5 с плитой 6.
Прокладка 7 служит для удержания -жидкого металла 12, а ложный порог 8- для удержания жидкого шлака 13 в рабочем пространстве 14 печи. Прокладка 7 состоит из участков 15 - 20. Участок 15 стыкуется со столбиками 9, порогами 5 и 8 и занимает 28,5- 30% от общей ширины прокладки. Он формируется из крупной фракции 1, образующей крупнопористую структуру с высокой фильтрующей способностью, и -хорошо прогревается газами рабочего пространства 14 и порогом 5. Рядом располагающиеся участки 16 и 17 опираются на участки 15 и 18,стыкуются со столбиками 9 и порогом 8 и прогреваются газами рабочего пространства 14. Участок t6 формируется из средней фракции 2, образующей средне-, пористую структуру со средней фильтрующей способностью. Участок 17 формируется из мелкой фракции 4, образующей мелкопористую структуру, непроницаемую для металла. В связи с тем, что участок 17 расположен выше основного порога 5, металл подтекает под него и по границе раздела - прокладки 7 с порогом 5 проникает
в участок 18. Участок 18 стыкуется со столбиками 9 и порогами 5 и 8 и занимает 28,5-30% ширины прокладки. Он формируется из средней фракции 3, образующей среднепористую структуру со средней фильтрующей способностью, и прогревается газами рабочего пространства 1А и порогом 5. Прогрев участка 18 теплом порога 5 благоприятствует продвижению металла до участка t9. Участок 19 стыкуется со столбиками 9, рамой 10, участком 20, порогом 5 и плитой 6 и занимает 40- 43% ширины прокладки 7. Он формируется на йелкой фракции 4, образующей мелкопористую структуру, слабо прогревается от порога 5, плиты 6 и газов рабочего пространства 14 и охлаждается атмосферным воздухом цеха. Мелкопористая структура и низкая температура слоя материала на участке 19 создают непреодолимую преграду для жидкого металла.
Участок 20 стыкуется с участками 18 и 19, порогом 8, столбиком 9 и рамой 10. Он формируется из средней фракции 2, образующей среднепористую структуру, слабо прогревается только газами рабочего пространства 14 и частично охлаждается атмосферным воздухом цеха. Высокое расположение над уровнем основного порога 5 и низкая температура слоя порошка на участке 20 наряду с применение необожженного материала, требующего
дополнительное количество тепла на
диссоциацию карбонатов, служат основными факторакш, препятствующими проникновению металла в поры порошка.
Верхняя часть порога 8 состоит из участков 21-24.
Участок 21 стыкуется со столбиками 9 и участками 15 - 18 прокладки 7. Он формируется из крупной фракции 1, образукщей крупнопористую структуру, и хорошо прогревается газами рабочего пространства 14. Участок 22 стыкуется со столбиками 9 и участками 21 и 23. Он формируется из средней фракции 2, образующей среднепористую структуру, и хорошо прогревается газами рабоче- 50 го пространства 14. Участок 23 стыкуется со столбиками 9 и участками.22 и 24. Он формируется из мелкой фракции 4, образующей мелкопористую структуру, прогревается газами рабочего 55 пространства 14 и охлаждается атмосферным воздухом цеха. Участок 24 стыкуется со столбиками 9, рамой 10,
j ю jo
25
30
5
0
0 5
участками 23 верхней части порога 8 и участком 20 прокладки 7. Он формируется из средней фракции 3, образующей среднепористую структуру, слабо прогревается газами рабочего пространства 14 и охлаждается атмосфер- воздухом цеха.
При изготовлении прокладки 7 и порога 8 из доломита концентрация крупной фракции 1 и средней фракции 2 на изнашиванйцихся участках 15, 16, 21 и 22 повышает содержание MgO в шлаке и снижает его рафинирующие свойства.
При изготовлении прокладки 7 и верхней части порога 8 из известняка сосредоточение крупной фракции 1 и средней фракции 2 на изнашивающихся участках 15, 16, 21 и 22 обогащает шлак СаО и повышает его рафинирующие свойства.
Для изготовления прокладки 7 струю порошка из переносного бункера или заправочной машины направляют на середину внутренней половины основного порога 5 и насыпают на ней гребешок 11, занимаккций 52-59% ширины основного порога 5, в котором- в соответствии с закономерностью расфрак- ционирования порошка в штабеле формируются участки 1 - 4. Ест ествен- ный угол откоса у применяемых порошков составляет около 45 и потому высота Н гребешка 11 также оказывается равной 52-59% или 0,5-0,6 общей высоты порога Н. Затем вершину гребешка 11, равную 70-80% его высоты Н, сдвигают на внешнюю половину порога 5 и формируют на ней прокладку. После изготовления прокладки 7 на ней на- сыпают верхнюю часть порога 8, направляя струю порошка на середину прокладки 7.Пример, выполнения порога завалочного окна на 650- и 900- метровых печах.
С помощью переносного бункера с механизированным секторным затвором порог с прокладкой 7 насыпают из сырого и обожженного доломита стандартного зернового состава и известняка фракции 3-10 мм. На указанных печах ширина основного и ложного порога соответственно 1500 и 1600 мм, высота Н 750 и 800 м. В процессе мно- .голетней эксплуатации печей установ- лено, что при прорыве металла через |пороги из печей уходит до 75 и 100 т. стали. Следовательно металл располагается выше уровня основных порогов 5
на т.:134 ,08 м и Н.100 т.:160 т ,99 м, где 134 и 160 - площадь пода печей и 7 - объемная масса металла. Обычно в известные пороги металл уходит даже во время слива чугуна, а также в период плавления и доводки и как правило только через те пороги, гребешки которых насыпают в последнюю очередь Это обусловлено тем, что уже во вре- мя транспортировки порошков из шихтового отделения к печам мелкая фракция, обладающая высокой текучестью, просыпается на дно бункера и формирует мелкопористую структуру только в тех гребешках, которые насыпают в первую очередь. Гребешок 11 для пр кладки 7 насыпают шириной 750-900 мм и 800-960 мм, что соответствует 52- 59% ширины основного порога 5. Высо- та гребешка 11 также равна 32-59% высоты Н или Hj 375-450 и 400-480 мм Площадь (S) сечения гребешка 11 при его ширине, равной 50% ширины основного порога 5, составляет 750х375х хО,5 140625 мм и 800x400x0,5 160000 мм. Высота прокладки 7 Н, 140625:1500 94 мм и Н,160000:1600 100 мм, т.е. в процентах мм х х100%: 750 мм и мм х X 100% :800 мм 12j5%, вместимость ванн возрастает на 134 ,094 м х X 7 т/м5 12,8 м X 7 т. и 160x0,1 м X т. При ширине гребешка 59% 8 900x450x0,5 202500 мм и 8 960x480x0,5 230400 MM Н 202500:1500 135 мм и Н,230400: :1600 144 мм, в процентах Н 135x100 и Н 144х100 . Вместимость ванн возрастает Q 134xO, 135х X т и Q 16DxO, т. Вершин гребешка 11, равную 70-80 его высо- ты Н,, сдвигают на внешнюю половину основного порога 5 носком переносног бункера или перевернутой мульдой за 1-2 пр иема. При этом ширина формирующейся прокладки составляет 87% ширины основного порога. В таких случаях Для увеличения ширины прокладки до 100% ширины основного порога необходим третий прием, но при этом носок бункера и перевернутая мульда могут перегреться и деформироваться.
Общая пористость материала на порогах 42-45%, что свидетельствует
ВНИИПИ Заказ 4708/42 Тираж 561
Подписное
Произв.-полигр. г. Ужгород, ул. Проектная, 4
з О 5 0 5 о . д
0
о их высокой газопроницаемости. Поэтому все пороги всех конструкций после слива чугуна в равной мере газят и СО догорает на их внешней стороне факелами светло-синего цвета. При прохождении через материалы порогов газы факела и СО прогревают слой порошка на пороге, вытесняют из его пор Нд/Э и C0j разлагающихся гидратов и карбонатов и тем самым исключают возможность физического контакта жидкой фазы с влажными и холодными порошками порогов.
Для проверки металлопроницаемости предлагаемого порога во время выпуска плавки 70-80% верхней части порогов сталкивают на рабочую площадку и отодвигают ее в сторону. На очищенное место перевернутой мульдой сначала сталкивают нижнюю часть ложного порога, расположенную на внешней половине основного порога, и ее материал отодвигают в другую сторону, а затем на освобожденную площадку сталкивают оставшуюся часть ложного порога, расположенную ка внутренней половине основного порога. Из обеих поло- .вин материала нижней части насыпньгх порогов выбирают металл. На внешней половине прокладки из свежеобожженного доломита. Содержащего до 3% фрак- .ции менее 2 мм, обнаружены струи застывшего металла с максимальным диаметром утолщений 4 мм, а на внешней половине прокладки из разложившегося обожженного доломита, содержащего много пылевидной фракции, металла не оказалось. На внешней половине прокладки из измельченного известняка металл также не обнаружен. Полученные данные свидетельствуют о том, что металл приникает вглубь порога только до встречи с мелкозернистым слоем материала или прогретым до температуры ниже расплава металла, и указывают на необходимость изготовления ложных порогов из сырых, необожженных порошков полифракционного состава, содержащих мелкодисперсную фракцию.
Изобретение позволяет ликвидировать прорывы жидкого металла через ложный порог, а также снизить его себестоимость.
Подписное

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заправки подины металлургической печи | 1986 |
|
SU1397688A1 |
| Способ изготовления пористых магнезитовых огнеупоров | 1982 |
|
SU1079640A1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Каркас ложного порога сталеплавильнойпЕчи | 1979 |
|
SU846948A1 |
| Мульда сталеплавильной печи | 1984 |
|
SU1179076A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА И САМ КАТАЛИЗАТОР | 2015 |
|
RU2712077C2 |
| Способ приготовления катализатора второй стадии гидрокрекинга | 2021 |
|
RU2779443C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОЗАСТЫВАЮЩЕГО ДИЗЕЛЬНОГО ТОПЛИВА | 2022 |
|
RU2785685C1 |
| Катализатор второй стадии гидрокрекинга | 2021 |
|
RU2779444C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ УЧАСТКОВ ОСНОВНОЙ ОГНЕУПОРНОЙ ФУТЕРОВКИ | 1992 |
|
RU2093492C1 |
1. Порог завалочного окна плавильной печи, содержащий основной и ложный пороги, при этом ложный порог состоит из двух частей и изготов- лен из огнеупорного порошка полифрак- ционного состава, отличающийся тем, что, с целью ликвидации прорывов жидкого металла через ложный порог и снижения его себестоимости, он снабжен прокладкой, расположенной в нижней части ложного порога, при этом высота прокладки составляет 10-20% общей высоты ложного порога, а ее ширина составляет 87-100% ширины основного порога, кроме того, прокладка на АО-43% ширины основного порога состоит из мелкой фракции и на 28,5 - 30% из средней и крупной фракций соответственно. (Л с 1ч9 ю а О1
| Ефименко Г.Г., Гиммельфарб А.А., Левченко В.Е | |||
| Металлургия чугуна | |||
| Киев: Высшая школа, 1974, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Гермаидзе ., Фрейденберш А.С, Обслуживание мартеновских печей, К.: Металлургия, Т966, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
