Изобретение относится к технике магнитной записи, а именно к способам изготовления магнитных головок. Цель изобретения - повышение качества изготовления плавающего эле- мента путем уменьшения разброса высоты выемок.
На фиг. 1-5 изображена последовательность изготовления плавающего элемента; на фиг. 6 - приспособле- ние для сборки; на фиг. 7 - приспособление при сборке плаваннцего элемента.
Способ изготовления плавающего элемента магнитной головки заключа- ется в том, что часть плавающего элемента в виде блока 1 с параллельными пазами предварительно изготавливают в форме бруска (фиг. 1). Одну из плоскостей бруска тщательно обрабатывают и разделяют пазами 2. Количество, размеры и координаты положения пазов выбирают в соответствии с размерами и конфигурадией плавающего элемента. Отдельно изготавливают бруски 3 под пазы 2. Грни брусков 3, составляющие внешнюю плоскость рабочей поверхности, обрабатывают с шероховатостью 13-14 класса. После изготовления указан- ных элементов проводят их сборку. Для этого блок 1 располагают под углом к установочной плоскости либо с помощью ДВУХ рядов разновысоких опорных площадок 4 (фиг. 1), либо с помощью наклонной плоскости 5 приспособления (фиг. 6), в котором его досыпают до упора в плоскость шаблона 6. Это положение блока 1 ф
Способ изготовления пл элемента магнитной головк заключающийся в формирован ных выемок в ползуне с из по длине высотой, отли щийся тем, что, с ц ния качества изготовления уменьшения разброса высот формирование выемок произ закрепления брусков в пар пазах блока, который пред располагают под углом к у плоскости брусков, и разр лученной заготовки в плос
сируют в приспособлении (фиг. 6) при- о раллельной установочной.
жимом с усилием Р. В каждый паз 2 блока 1 устанавливают брусок 3, располагают его на ;становочную плоскость в виде стеклянной пластины 7 (фиг. 6), прижимают к ней пружиной 8 и досылают до упора в плоскость шаблона 6. Положение брусков 3 контролируют путем проверки интерферендион- ной картины в месте прилегания брусков 3 к стеклянной пластине 7 и контакта брусков 3 с плоскостью шаблона 6. После контроля требуемого положения полученной заготовки осуществляют его предварительную фиксацию с использованием термостойкого клея или лазерной пайки. После этого в заготовке размещают стеклянные нити и помещают ее в термополе, где происходит закрепление элементов. Далее производят разрезание, удаляют верхнюю и боковые части бруска и получают ползун с выемками.
Формула изобретения
Способ изготовления плавающего элемента магнитной головки типа NSA, заключающийся в формировании параллельных выемок в ползуне с изменяющейся по длине высотой, отличающийся тем, что, с целью повышения качества изготовления путем уменьшения разброса высоты выемок, формирование выемок производят путем закрепления брусков в параллельных пазах блока, который предварительно располагают под углом к установочной плоскости брусков, и разрезания полученной заготовки в плоскости, паФие.Г
иг.2
фиг. Ч
Фиг,5
Фиг. 6
Редактор А, Огар
Составитель В. Сергеев
Техред Л.Сердюкова Корректор С. Шекмар
Заказ 4727/56 Тираж 543Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Разтпскгя наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4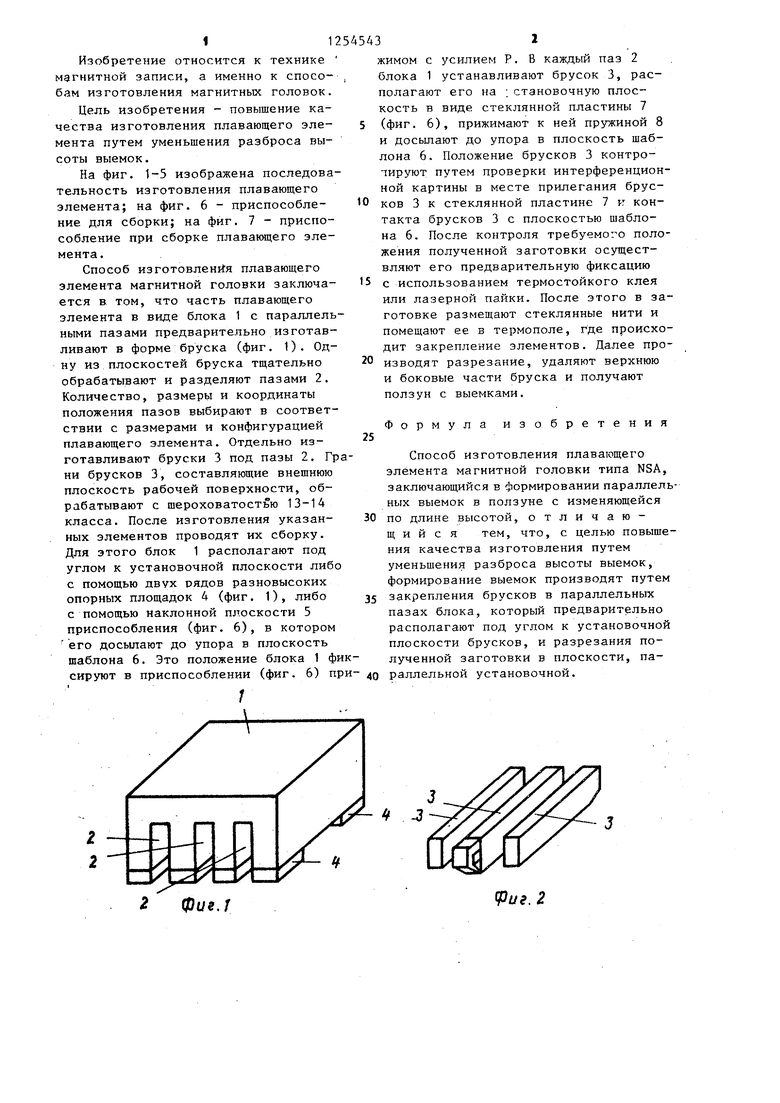
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВАЮЩЕГО ЭЛЕМЕНТА МАГНИТНОЙ ГОЛОВКИ С ЗОНОЙ ОТРИЦАТЕЛЬНОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2028673C1 |
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1978 |
|
SU741314A1 |
| Устройство для сборки плавающего элемента магнитной головки | 1984 |
|
SU1229811A1 |
| Способ изготовления магнитных головок | 1978 |
|
SU723662A1 |
| "Сборная пространственная головоломка "Ребристый еж" | 1990 |
|
SU1747112A1 |
| Способ изготовления щеток | 1988 |
|
SU1830162A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТЯГИ, УСИЛЕННОЙ ВОЛОКНАМИ, И ПОЛУЧЕННАЯ ТЯГА | 2010 |
|
RU2495286C1 |
| ОПРЕДЕЛЕНИЯ ТОЧЕК ГРАНИЧНЫХ ЛИНИЙСЕЧЕНИЙ, | 1971 |
|
SU311785A1 |
| УСТРОЙСТВО КЛЕММНОЙ КОЛОДКИ | 2013 |
|
RU2608593C2 |
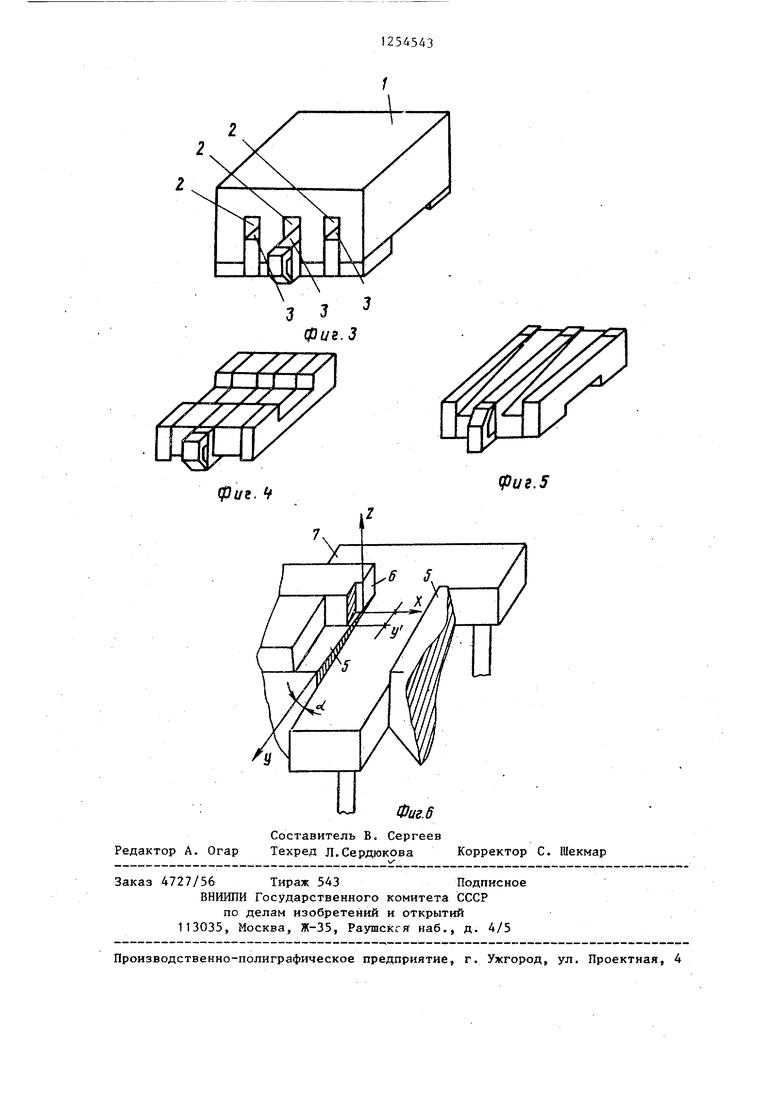
Изобретение относится к магнитной записи и позволяет повысить качество изготовления путем уменьшения разброса высоты выемок. При формировании выемок часть плавающего элемента в виде блока 1 с параллельными пазами 2 располагают под углом к установочной плоскости с помощью наклонной плоскости 5. В каждый паз блока 1 устанавливается брусок 3 и прижимается к установочной плоскости 7 пружиной 8. Разрезают полученную заготовку в плоскости, параллельной установочной, и удаляют части брусков, получая ползун с выемками. 7 ил. г Q С Фиг.7
| Мицубиси дэнко гихо, 1980, т | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для деления угла на три части | 1922 |
|
SU468A1 |
