Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано при получении крупногабаритных заготовок под штамповку из обечаек,
Целью изобретения является снижение металлоемкости устройства за счет сокращения его габаритов.
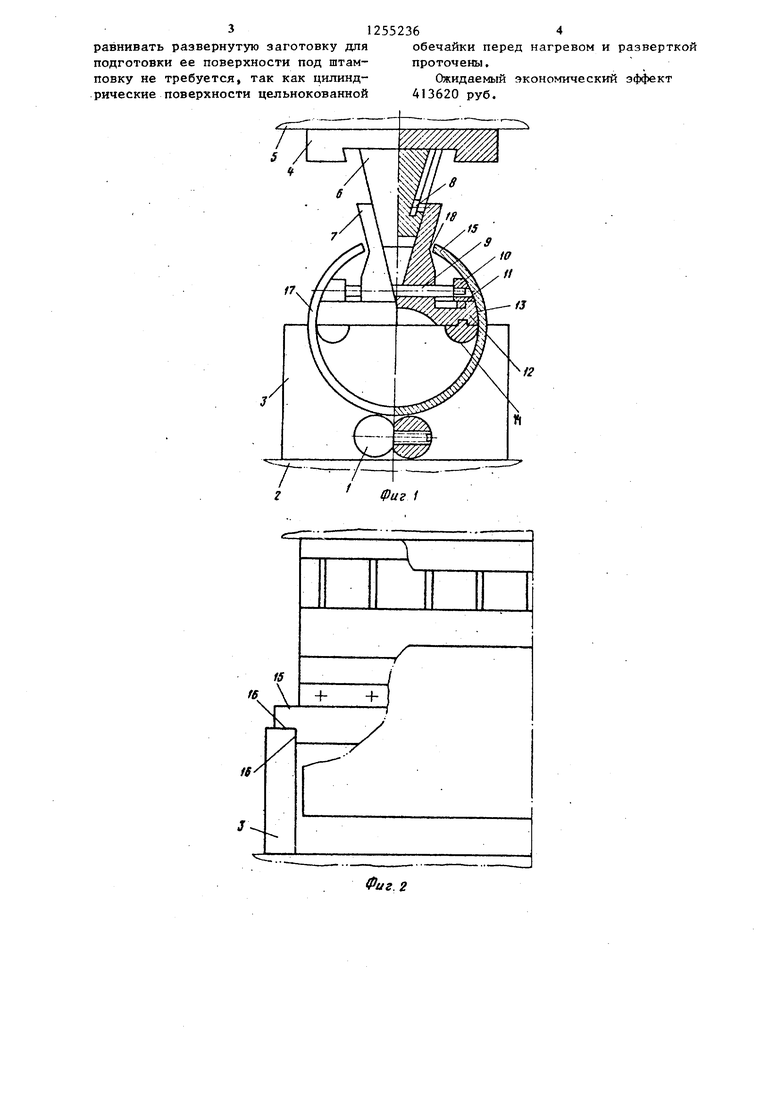
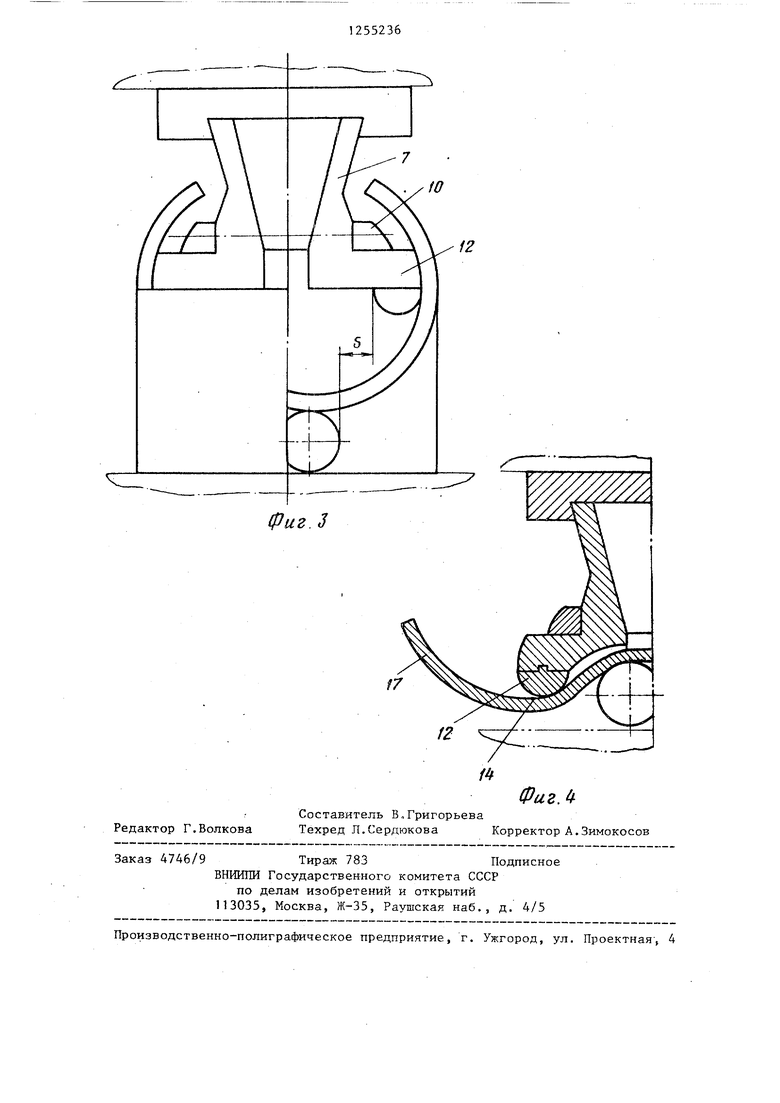
На фиг.1 показано устройство для развертывания обечайки, общий вид, частичный разрез; на фиг.2 - то же, вид сбоку; на фиг.З и 4 - этапы развертывания обечайки.
Устройство для развертывания круп ногабаритной обечайки содер кит пуансон 1, состоящий из двух цилиндрических оправок, соединенных между собой шпильками. С торцов пуансона на основании 2 установлены опоры 3 с возможностью их быстрого съема и установки. На подвижной плите 4, закрепленной на подвижной траверсе 5,, смонтирован нажимной шток в виде клина 6. На скосах клина 6 размещены раздвижные держатели 7, связанные с этим клином с помощью ступенчатых направляющих головок 8, установленных в направляющих пазах клина 6. В узел связи раздвижных держател 1й 7 входят тяги 9з являющиеся также направляющими относительного перемещения держателей 7 и несуш пс ограничители 10 перемещения держателей 7. Тяги 9 фиксируются в держателе 7 штифтами 11, Матрицы 12, жестко связанные с держателями 7, имеют две рабочие поверхности: боковую 13 и торцовую 14.
Держатели 7 оснащены направляющими 15 с рабочими поверхностями 16,, взаимодействуюш нми с опорами 3, расположенными со стороны торцов держателей 7. Устройство работает следующим образом.
На пуансон 1, расположенный вне рабочей зоны пресса, устанавлшшется
обечайка 17. Паз 18 обечайки распола
СП рительнои развертки осуществляется гается в вертикальной области симмет- и
д2 новым вкладыш€;м. Исходная ширина
устр,ой,ства равняется 1720 мм. Внач ле обеспечивается развертывание об чайки горизонтальным перемещением держателей на 480 мк. После предва
окончательная развертка при ходе д жателей с матрицами вниз.
рично центральной оси. Обечайку н,зд- виг.ают на раздвижные держатели 7 с матрицами 12, охватывая его. По торцам пуансона 1 на основание 2 устанавливают опоры 3, сопрягая их верхние плоскости с рабочими пове7)хностя- ми 16 направляю1ци7 ; 15. После этого осуществляют перемелтение подв1шной
- 552362
плиты 4 вниз. При этом клин 6 входит в клиновую полость, образованную держателями 7, и перемещает их от центра в горизонтальном направлении 5 по поверхностям 16 направляюшкх 15 по опорам 3, При этом осуществляется предварительная развертка обечайки 17. Как только опорные поверхности держателей 7 соединяются с соответст- 10 им опорными поверхностями плиты 4 предварительная развертка заканчивается. Держатели 7 оказьгеают- ся при этом жестко фиксированными.. После этого убирают опоры 3 и продол- 15 жают движение устройства вниз до по- лучени развернутой обечайки. При износе рабочих поверхностей пуансона их можно поменять с опорными, развернув на 180 относительно горизонтальной оси. При износе рабочих поверхностей вставок матриц 12 их также можно развернуть на 180° относительно вертикгшьной оси. Величина предварительного перемещения держателей при раздаче должна выбираться из условия допустимой величины гофр развертки при последующей штамповки днища из этой развертки.
20
25
i
В качестве примера развертки обечайки инструментом за один ход используется обечайка из стали 15Х2НМ1ФА наружным диаметром 1950мм и толщиной стенки 100 мм. Обечайка
используется для получения заготовки Ф 525017 мм под штамповку днища. Вдоль верхней продольной образующей вырезается паз шириной 640 мм. Обечайка устанавливается на пуансон, вьтолненный из двух соединенных оправок, его ширина равняется 900 мм, В полость обечайки вставляются держатели, оснащенные даумя матрицами с возможностью их перемещения и клиновым вкладыш€;м. Исходная ширина
устр,ой,ства равняется 1720 мм. Вначале обеспечивается развертывание обечайки горизонтальным перемещением держателей на 480 мк. После предва
рительнои развертки осуществляется
окончательная развертка при ходе держателей с матрицами вниз.
В результате за один уставов обечайка развернута,
Минимальньш размер заготовки после вьфезки по ширине по гребешкам гофр равен 390017 мм, максимальный по образующим гофр - 525017 мм. Вы312552364
равнивать развернутую заготовку для обечайки перед нагревом и разверткой подготовки ее поверхности под штам- проточены,
повку не требуется, так как цилинд- Ожидаемый экономический эффект рические поверхности цельнокованной 413620 руб.
Фиг 1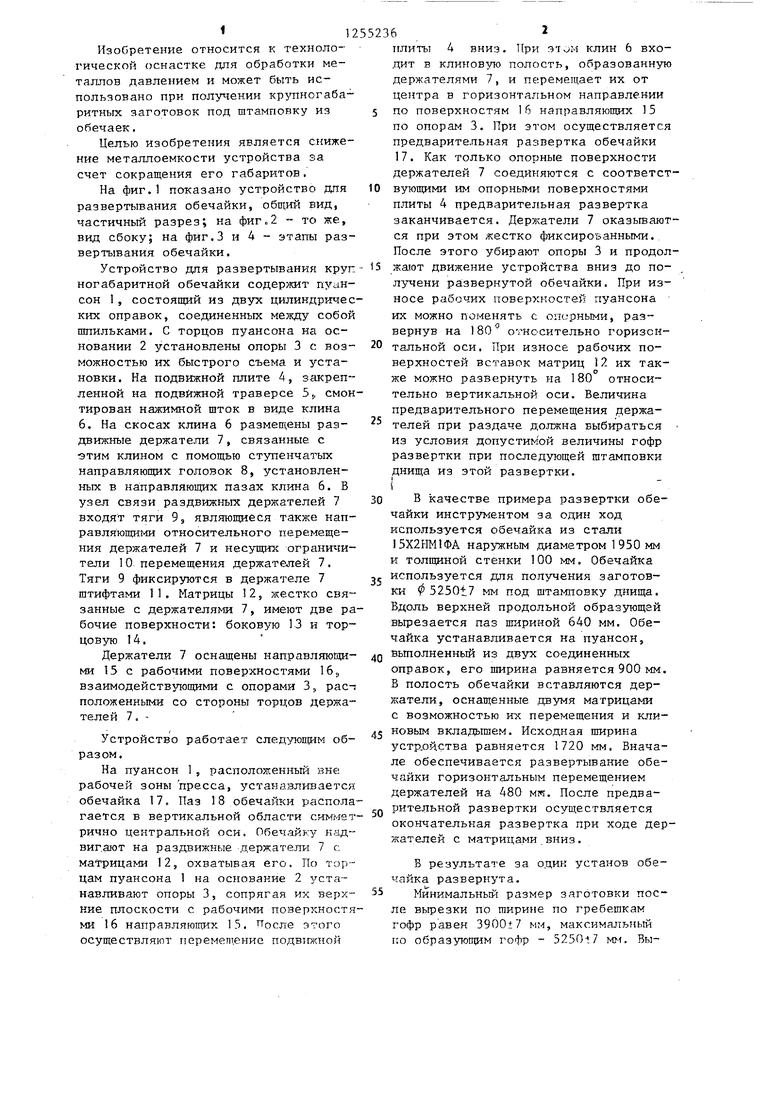
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения крупногабаритных плит разверткой обечаек | 1984 |
|
SU1255237A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Штамп для многопереходной вытяжки | 1984 |
|
SU1232333A1 |
| Устройство для многопереходной штамповки | 1984 |
|
SU1234006A1 |
| Гидропресс для прессования панелей | 1988 |
|
SU1574309A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Гидравлический пресс | 1983 |
|
SU1101364A1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Инструмент для развертки крупногабаритных обечаек | 1985 |
|
SU1444022A1 |
Фиг. 2
фиг.З
Редактор Г.Волкова
ФагЛ
Составитель В.Григорьева
Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 4746/9Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
| Семенов Е.И | |||
| Технология и оборудование ковки и объемной штамповки | |||
| - М.: Машиностроение, 1978, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Патент США № 3002255, кл | |||
| Солесос | 1922 |
|
SU29A1 |
