Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано при получении плит путем развертки цельнокованных обечаек.
Целью изобретения является повьше ние производительности, снижение трудоемкости изготовления и металлоемкости, а также распгарение технологических возможностей за счет получе- ния изделий различной ширины.
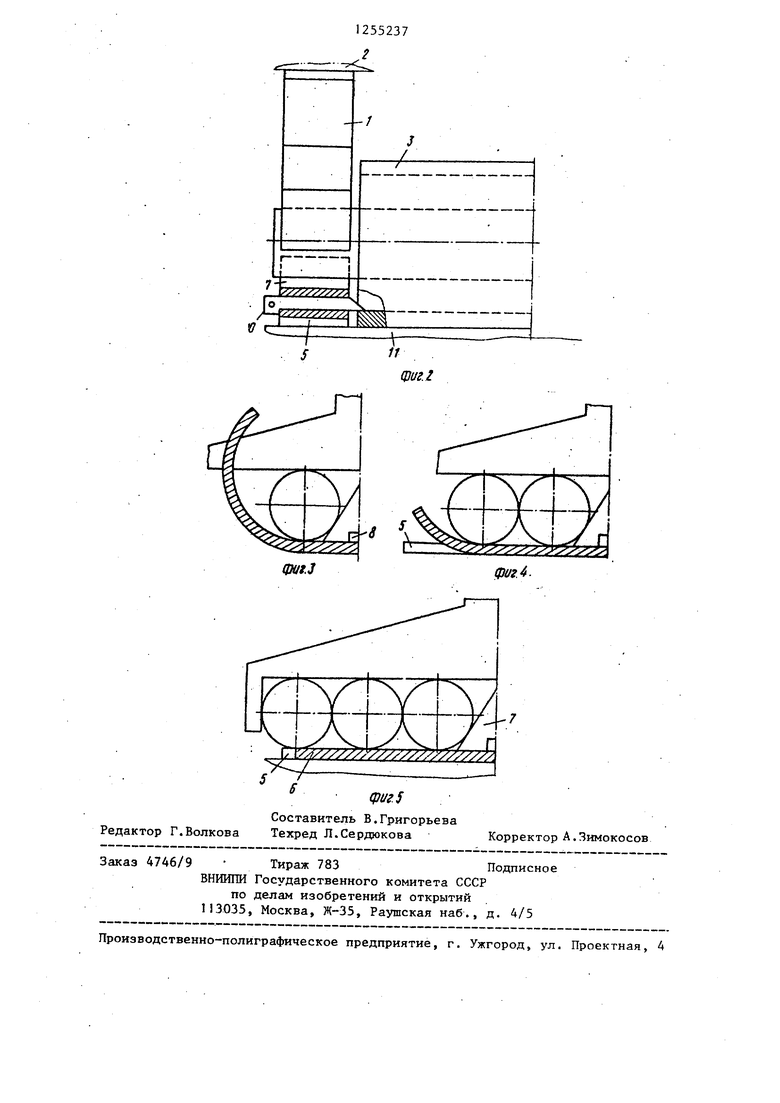
На фиг,1 показано устройство с установленной в нем обечайкой со снятой перекладиной и призмой, общий вид (перед началом работы); на фиг.2 то же, вид сбоку; на 4иг.З-5 - этапы развертьшания и правки обечаек.
Устройство для получения крупногабаритных плит разверткой обечаек включает нажимной узел, состоящий из двух перекладин 1, крепящихся к ползуну 2 пресса и установленных у торцов обечайки 3, которая имеет паз по верхней продольной образующей, и взаимодействующих с нерабочими концами рабочих органов, вьтол- ненных в виде валиков А, и упоры- ограничители 5. Высота упоров 5 соответствует толщине получаемой на оснастке плиты 6. На упорах-ограни- чителях 5 жестко закреплены направляющие движения валиков 4 призмы 7 так, чтобы нерабочие концы валиков А опирались на наклонные боковые поверхности 8 призм 7, располагаясь по разные стороны от верхнего ребра 9 каждой призмы 7. В процессе развертки обечайки фиксатор 10 предохраняет ее от возможности поворота.
Устройство работает следующим об- разом.
В полость обечайки 3, установленной в рабочей зоне пресса на основа
0 0 j
0
5
НИИ 11, любыми из известных способов вводят два валика 4, при этом концы валиков 4 устанавливают на боковые поверхности призм .7. Затем осуществляют движение перемычек перекладины 1 вниз. Призма 7, контактируя с обечайкой 3, расщиряет ее, осуществляя предварительную развертку. Развертка осуществляется до соприкосновения оправки 4 с упором- ограничителем 5.
Затем устанавливают симметрично ребру 9 призмы 7 на ее боковые поверхности два новых валика и повторяют цикл, производя дополнительную развертку обечайки. Если при повторном цикле ке получается плоская плита, то снова устанавливают дйполни- тельные валики 4 и повторяют цикл до полного развертывания обечайки в плиту 6.
В качестве примера развертки обечайки 3 в плиту используется обечайка из стали 15Х2ММ1ФА наружиьм диаметром 1950 мм и толщиной стенки 100 мм. Обечайка используется для получения заготовок в виде плиты под щтамповку. Диаметр заготовки 325017. Вдоль верхней продольной об-- разующей вырезается паз. Обечайка устанавливается на основание. По ее торцам устанавливаются призмы и в полость вводятся два валика 920 мм. Дпина обечайки равняется 5400 мм, длина валиков - 6200 мм. Обечайка разворачивается за один установ, за два рабочих хода, при помощи четьфех оправок. Обработки поверхности под штамповку не требуется, так как цилиндрические поверхности цельнокованой . обечайки перед нагревом и разверткой проточены.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развертывания крупногабаритной обечайки | 1984 |
|
SU1255236A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Устройство для внепрессовой раскатки заготовок | 1986 |
|
SU1428526A1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Инструмент для развертки крупногабаритных обечаек | 1985 |
|
SU1444022A1 |
| Инструмент для протяжки полых цилиндрических поковок | 1985 |
|
SU1400746A1 |
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |

фог.З
(риг. 4.
ЧШ
..Lr.
/ yf/ / 7y/7
/ K /1/ /yYj /7/y/y/777777777
-/
Редактор Г.Волкова
(риг.5
Составитель В.Григорьева Техред Л.Сердюкова
Заказ 4746/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Семенов Е.И | |||
| Технология и оборудование ковки и объемной штамповки | |||
| М.: Машиностроение, 1978, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Патент США № 3002255, кл | |||
| Солесос | 1922 |
|
SU29A1 |
