Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, в частности к автоматизированным комплексам для мног онереходной вытяжки.
Цель изобретения - расширение техноло- гических возможностей устройства и новы- нение нроизводителЕлюсти нронесса нггам- новки.
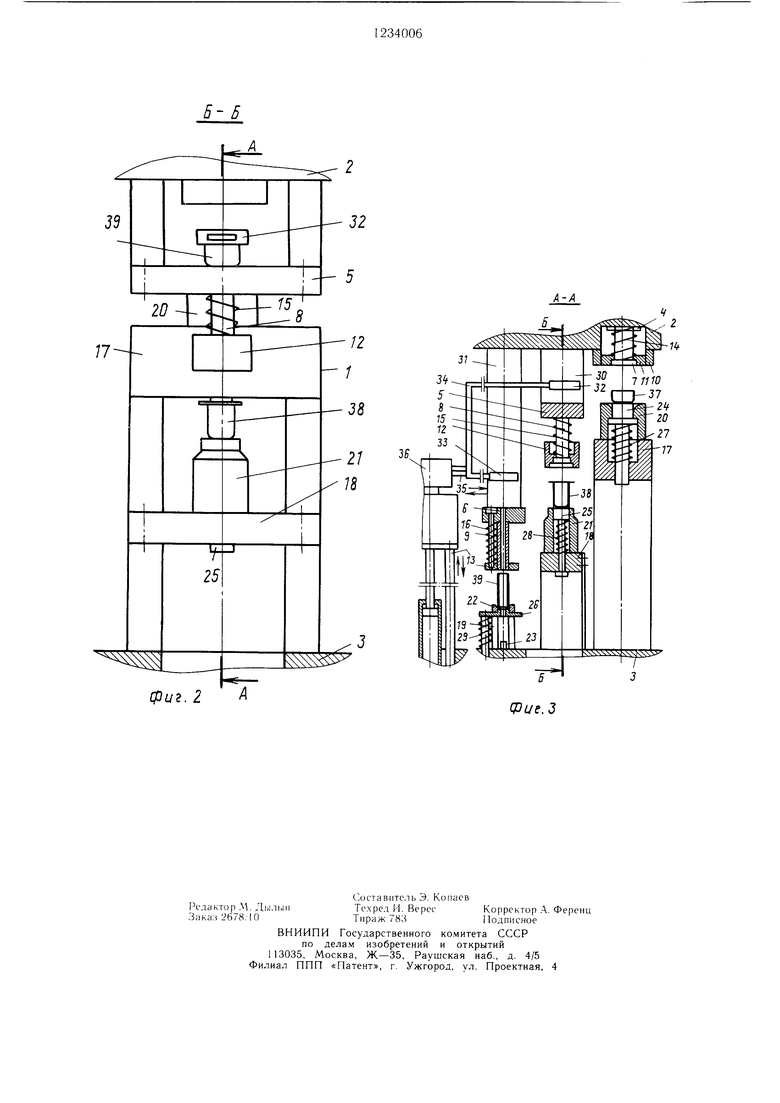
На фиг. 1 ноказан пример нггамнусмой дегали; на (|)иг. 2 - 1нгамп, вертикальный разрез в нлоскости, перпендикулярной фронту пресса (разрез Б -Б на фиг. 3); на фиг. 3 устройство, разрез в плоскости, наралле;1Ы1ой фронту нресса (разрез А- А на фи1 . 2).
Устройство состоит из вертикального пресса npocToi o действия 1, мно1 онозицион- ного П1тампа, содержан1его связанные с иол- зуном нресса верхнюю нлиту 2 и со столом нресса нижнюю плиту 3. На верхней нлите 2 закреплены с помощью пуансонодержателей 4 6 соответственно вытяжные нуапсоны
первого и последующих переходов 7--9, вырубная матрица 10.
Соосно пуансонам 79 установлены при- жимь 1-с ьемники 11- 13, подпружиненные относительно пуансонодержателей 4 -6 с помощью пружин 14- 16.
На нижней п.-шге 3 закреплепы матрица- держатели 17-19 первого и последуюп1их переходов с вытяжными матрицами 20-22 пробивной пуансон 23 в последней секции, выталкиватели 24- 26, подпружиненные с но- мошью пружин 27-29. Нуансонодержатели 5 и 6 последуюн1их переходов снабжены окнами 30 и 31 для размеп1ения в них захватов 32 и 33, закреп;1енных на раме 34, связанной с рукой 35 робота 36 (устройства подачи заготовок), Г1ереме1цаемой в вертикальном и горизонтальном направлениях.
В секции первого перехода производится вьггяжка заготовки 37 первого перехода, во второй секции вытяжка заготовок 38, в третьей вьггяжка и пробивка детали 39.
Комплекс работаег следуюпхим образом. В исходном положении при раскрытом штамне робот с помощью захвата 32 через окна 30 и 31 горизонтальным перемещением руки 35 подает пггучную заготовку па матрицу 20 первого перехода. Затем рука 35 робота вместе с рамой 34 и захватами 32 и 33 выводится из 1пгамнового пространства. При первом рабочем ходе пресса производится вытяжка заготовки 37 первого перехода. Сле.
0
5
о 5
s
ду юшим ходом руки 35 робота захватом 32 заготовка выводится из 1птампового пространства, рука 35 опускается и снова вводится в П1тамп. Заг оговка 38 устанавливается па матрицу 21 второго перехода. Горизонтальным, вертикальным и снова горизонтальным перемещением руки 35 с помог 11)Ю захвата 32 плоской заготовкой загруж;...тся секция первого перехода.
Затем рука 35 робота с захватами 32 и 33 возвращается в исходное положение и производится второй ход нресса, при котором происходит вытяжка заготовок 37 и 38 первого и вторО1-о переходов. Затем горизонтальным перемещением руки 35 робота в Н1тамповое пространство, обратным нере- мен;епием опусканием и снова нереме- шением в Н1тамповое пространство заготовки 37 и 38 захватами 32 и 33 устанавливаются соответственно на матрицы 21 и 22 второго и постедуюшего переходов. После этого апалогичными неремешениями, как и при нервом рабочем ходе, роботом загружается плоской заготовкой секция первого перехода и рука 35 робота выводится из штампового пространства. При третьем ходе пресса одповременно производится вытяжка заготовок 37 и 38 первого и второго переходов, вытяжка и пробивка детали 39.
При обратном ходе ползуна заготовки 37 и 38, а также деталь 38 выталкиваются из полости матриц 20-22 выталкивателями 24- 26.
Из рабочей зоны последней секции деталь и отход при пробивке отверстия в ее дне могут быть удалены, например, сдуванием.
При необходимости может быть осуществлена вырубка заготовки по контуру в матрице 10.
Для унрошения движения руки робота и повьинепия производительности зона нервой секции устройства может быть оснащена отдельным устройством для подачи п, юских заготовок в рабочую зону первой секции, па- пример шибером или другим роботом, установленным со стороны нервой секции пуапсо- нов и матриц.
Предложенное устройство позволяет повысить производительность пгга.мповки за счет того, что обеспечивается возможность осуп|.ествления 1нтамповки последовательных переходов в многоместных штампах, разгрузка и загрузка которьгх осуществляются параллельно одним роботом.
фиг. 2 A
f(-A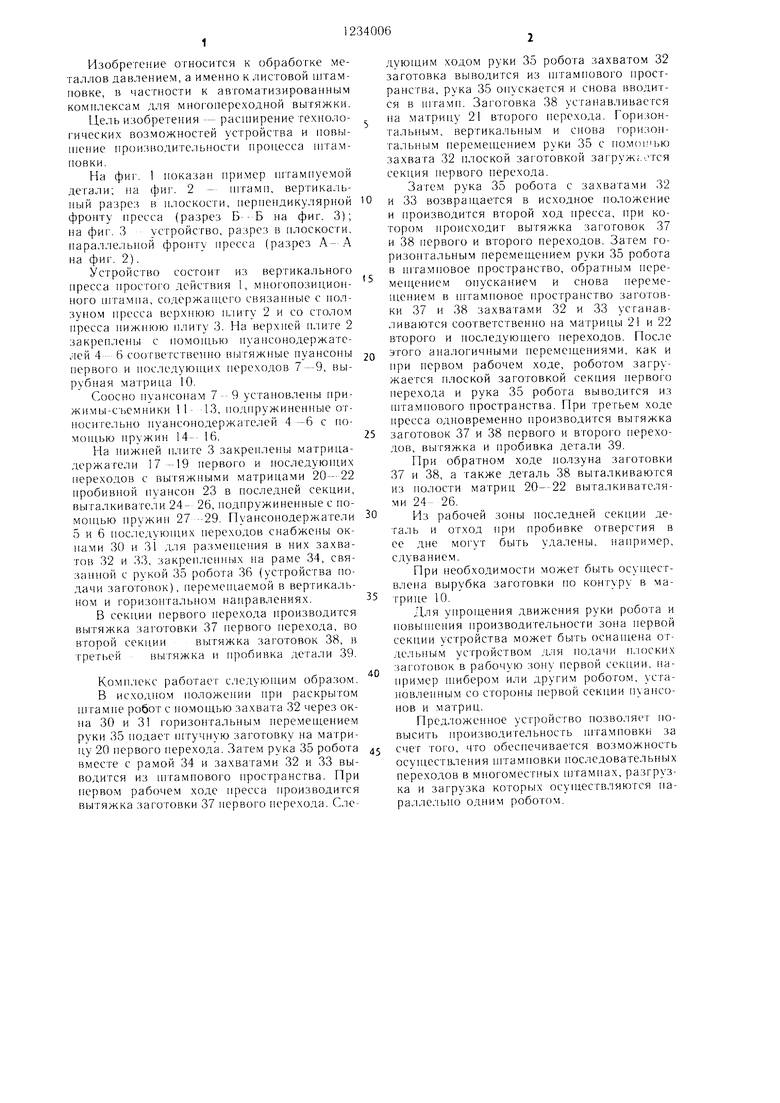
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многопереходной вытяжки | 1984 |
|
SU1232333A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Линия штамповки изделий из листовых заготовок | 1984 |
|
SU1234005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979 | |||
| с | |||
| Кинематографический аппарат | 1918 |
|
SU441A1 |
| Велосипед, приводимый в движение силой тяжести едущего | 1922 |
|
SU380A1 |
