«
Изобретение относится к обработке металлов давлением и может быть использовано при ковке поковок из слитков , полученных электрошлаковым переплавом .
Целью изобретения является повышение качества получаемых поковок и повьшение выхода годного при ковке слитков, полученных электрошлаковым переплавом.
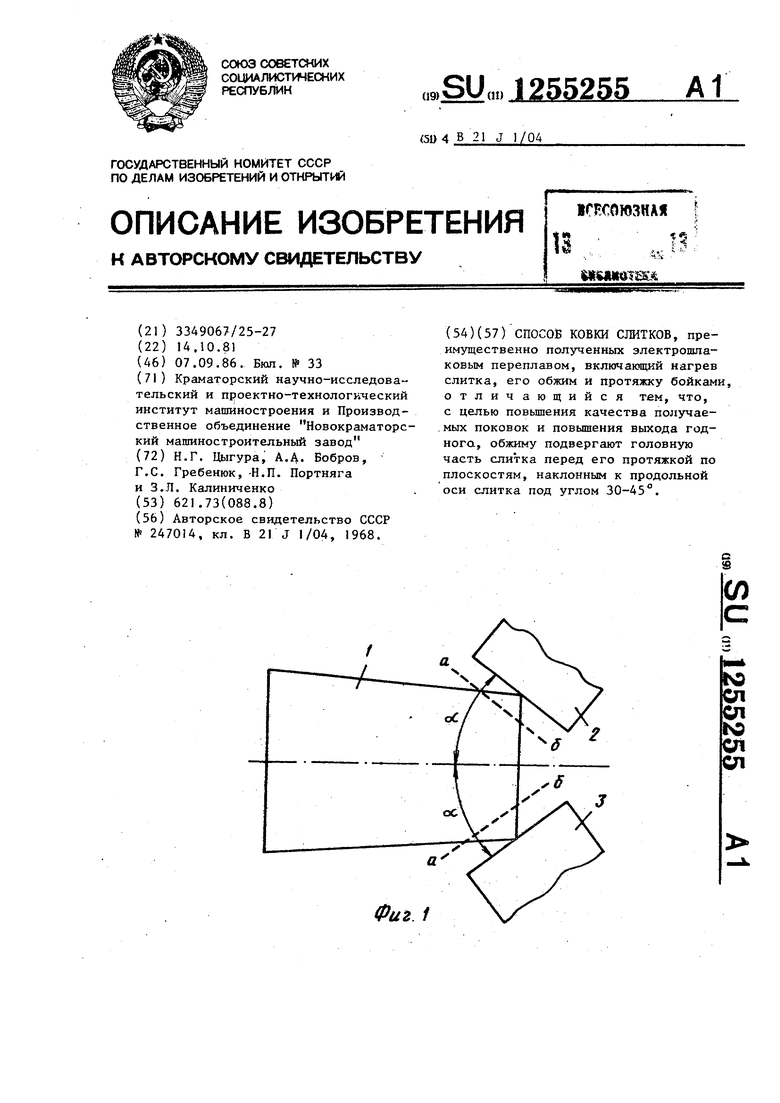
На фиг. 1 изображены слитки и рабочий инструмент, исходное положение на фиг Ф 2 - форма поковки после обжима головной части слитка.
Способ Ковки слитков осуществляют следующим образом,
t
Слиток 1t полученный электроашаковым переплавом, нагревают до ковоч- ной температуры. Затем слиток 1 головной части подают под пресс, рабочие плоскости бойков 2 и 3 которого наклонены к продольной оси слитка под углом 0 30-45, и бойками обжимают головную часть слитка 1 до заданного размера После этого слиток протягивают до заданной конфигура:ции поковки.
552552
Значение угла (/ в пределах 30-45°( является оптимальным для предупреждения появления растягивающих напряжений в очаге деформации, не спо5 собствующих закрытию и завариванию дефектов в торцовой области головной части слитка.
Приме р. Куют поковку валка холодной прокатки с диаметром бочки
fO 550 мм из стгши 60Х2СМФШ 5,5 т и диаметрами нижней части слитка 830 мм и головной верхней части 810 .-IM. Слиток нагревают до 1180°С и после выдержки при ковочной температуре
15 4ч слиток подают под ковочный пресс усилием 2500 ТС. После захвата ковочным манипулятором слитка за его ниж- кюю часть проводят обжим головной части слитка до получения диаметра
20 на торце 500 мм. Ширина применяемых комбинированных бойков 400 мм, угол 0 наклона рабочей плоскости бойков к продольной оси слитка составляет 30°, После обжима слиток подвергают
25 протяжке в бойках до поковочных размеров. При протяжке слитка трещины в области торца его головной части не возникают.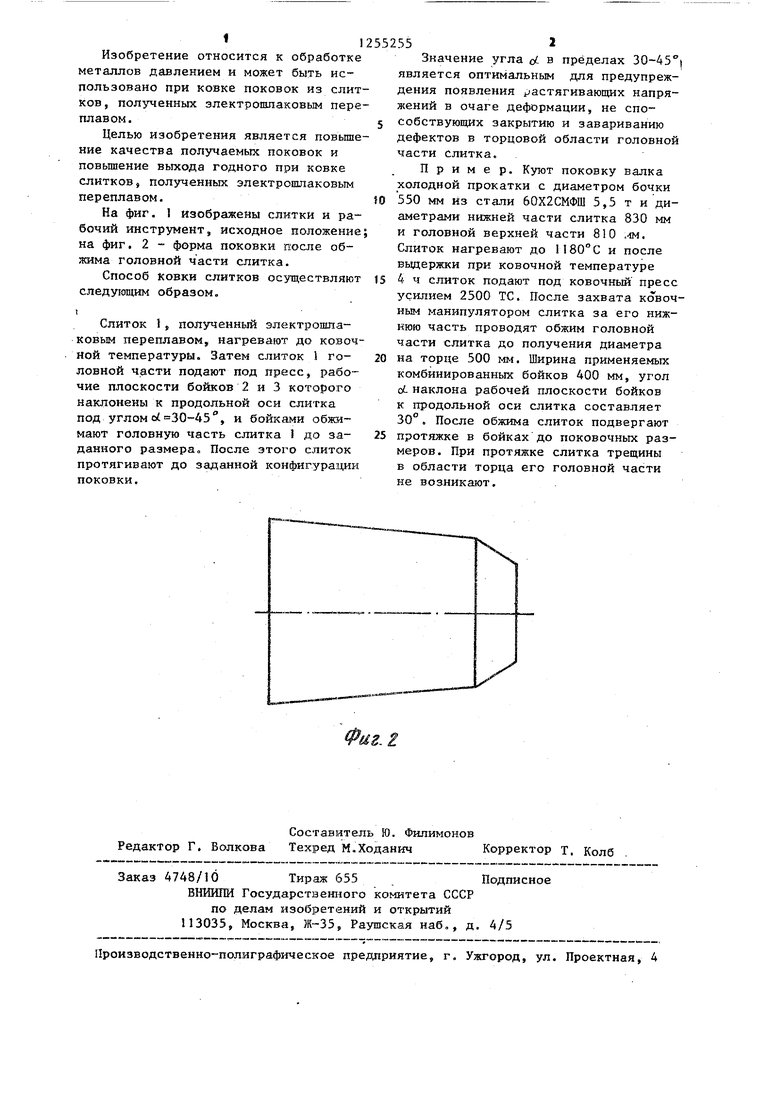
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа ступенчатых валов | 1986 |
|
SU1355337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
Составитель Ю. Филимонов Редактор Г. Волкова Техред М.Ходанич Корректор Т. Колб
Заказ 4748/10 Тир,аж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЭ, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ КОВКИ СЛИТКОВ | 0 |
|
SU247014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
