Изобретение относится к обработ металлов давлением, а именно к хо- лодновысадочному производству, и мжет быть использовано в автомобильной проь1ьшшенности для получения деталей гидро- и пневмоаппаратуры дизельных двигателей.
Целью изобретения является повышение качества деталей с фланцем и стойкости инструмента.
На фиг. 1 показана мерная заготовка; на фиг. 2 - заготовка после холодного прямого вьщавливания; на фиг. 3 - то же, после формирования торца заготовки до придания ему формы цилиндрической поверхности;, на фиг. 4 - вид А на фиг. 3; на фиг ь 5 узел 1 на фиг. 3; на фиг, 6 - деталь с высаженным фланцем вытянутой формы; на фиг. 7 - вид Б на фиг. 6; на фиг. 8 - заготовка типа стакан;, на фиг. 9 - вид В на фиг. 8; на фиг„10 вид Г на фиг. 8; на фиг. 11 - узел ТТ на фиг. 10; на фиг. 12 деталь типа стакан, с фланцем вытянутой формы у основания; на фиг. 3 - вид Д на фиг. 12.
Способ осуществляют следующим образом.
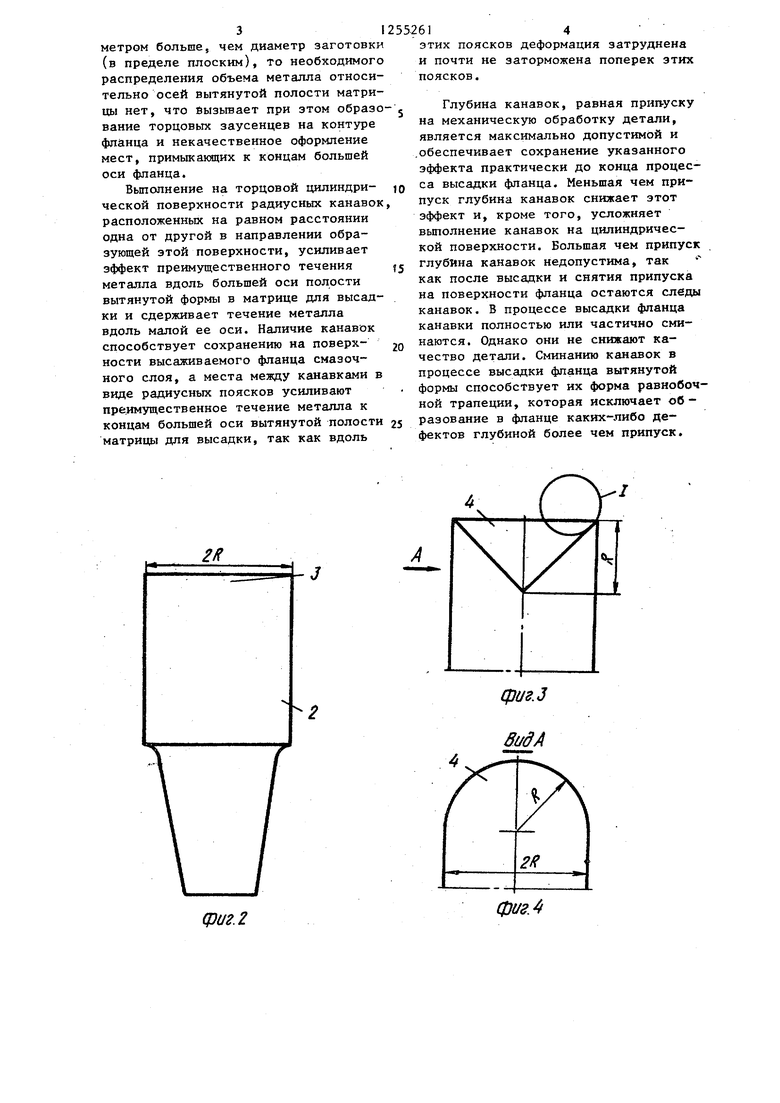
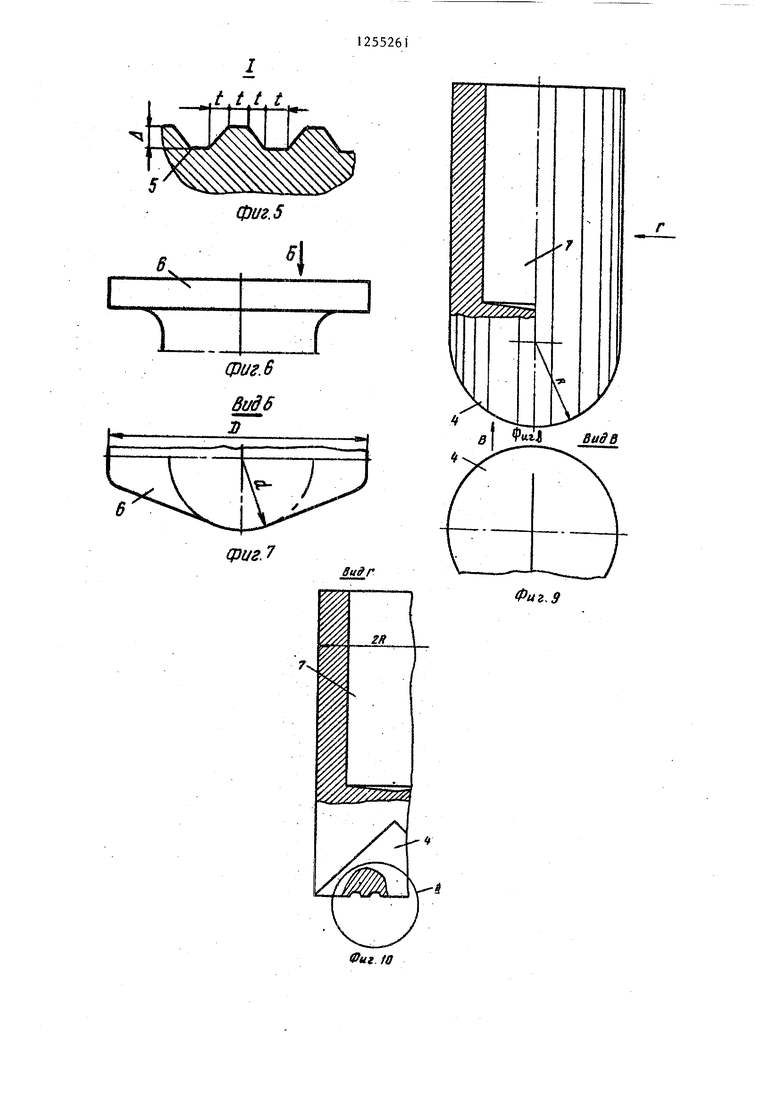
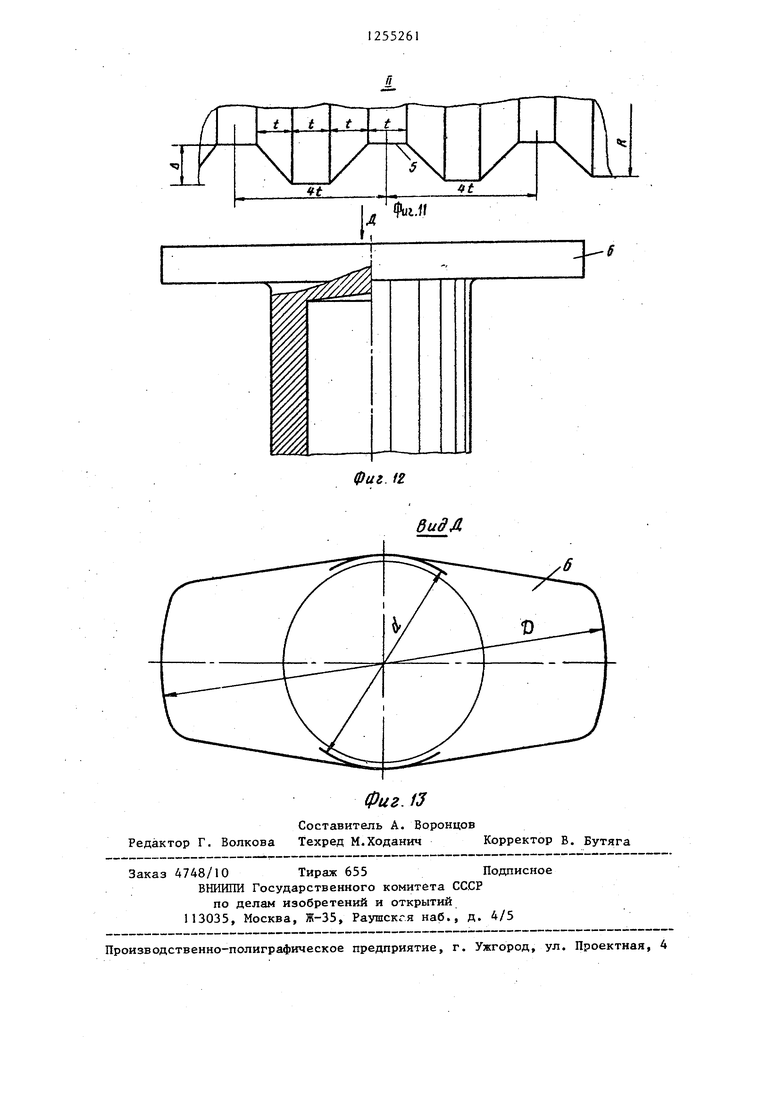
Мерную заготовку 1 (фиг. 1) отжигают и перед холодным прямым выдавливанием ее фосфатируют. После холодного выдавливания получают заготовку 2 с предварительно сформованно Частью, а затем формируют ее торец 3 фрезерованием до придания ему форм цилиндрической поверхности 4 (фиг. 3 и 4) диаметром, равным диаметру выдавленной части заготовки 2, Затем на выполненной цилиндрической поверхности 4 фрезерованием выполняют радиусные канавки 5 глубиной, равной припуску д на механическую обработку причем канавки расположены на равном расстоянии одна от другой в направлении образующей цилиндрической поверхности 4 так, что шаг расположени канавок 5 составляет 4t. При этом сечение канавок 5 представляет собой равнобочную трапецию с малым основанием, равным t, а проекция боковых граней канавки 5 также равна t. Затем заготовку устанавливают в матрицу (не показана) так, чтобы образующая цилиндрической поверхности 4 торца заготовки была параллельна большей оси высаживаемого фланца и за один ход пуансона штампа производят
в этой матрице холодную высадку фланца 6 вытянутой формы. После этого деталь поступает на механическую обработку.
В случае необходимости получения детали типа стакана с фланцем у основания предварительное оформление торца заготовки в виде цилиндрической поверхности 4 может быть проведено в штампе для обратного выдавливания за один ход пуансона одновременно с оформлением внутренней полости 7. Цилиндрическая поверхность 4 торца с радиальными канавками 5 может быть
получена либо одновременно с формированием полости 7, что зависит от матрицы для обратного выдавливания, либо канавки 5 могут быть нанесены на цилиндрическую поверхность 4 после операции обратного вьщавливания.
Выполнение торца в виде цилиндрической поверхности позволяет при его формировании уменьшить деформационное упрочнение материала заготовки перед
высадкой фланца, а расположение образующей цилиндрической поверхности параллельно большей оси формуемого .фланца позволяет еще. до начала высад- 1ки фланца распределить объем металла
так, чтобы его течение вдоль малой оси фланца бьшо наиболее затруднено из-за большего деформационного упрочнения в зоне малой оси.
Таким Образом, выполнение торца
в Еиде цилиндрической поверхности и указанная ее ориентация в матрице для высадки фланца приводят в процессе высадки к преимущественному течению металла по большей оси и исключению или значительному уменьшению заусенцев на тех участках сформированного фланца, которые примыкают к концам малой оси. Это позволяет повысить качество деталей и стойкость
штампа для высадки, особенно его пуансона.
Выполнение на торце заготовки цилиндрической поверхности диаметром, равным диаметру заготовки, дает наиболее оптимальное распределение объема металла перед высадкой фланца, так как только при этом возникает достаточный набор металла по большой оси вытянутой формы матрицы для высадки и наименьший набор - по меньшей оси. При другом граничном условии, когда торец заготовки выполняют в виде цилиндрической поверхности диа
метром больше, чем диаметр заготовки (в пределе плоским), то необходимого распределения объема металла относительно осей вытянутой полости матрицы нет, что вызывает при этом образо вание торцовых заусенцев иа контуре фланца и некачественное оформление мест, примыкакядих к концам большей оси фланца.
Выполнение на торцовой цилиндри- ческой поверхности радиусных канавок расположенных на равном расстоянии одна от другой в направлении образующей этой поверхности, усиливает эффект преимущественного течения металла вдоль большей оси полости вытянутой формы в матрице для высадки и сдерживает течение металла вдоль малой ее оси. Наличие канавок способствует сохранению иа поверх- ности высаживаемого фланца смазочного слоя, а места между канавками в виде радиусных поясков усиливают преимущественное течение металла к концам большей оси вытянутой полости матрицы для высадки, так как вдоль
этих поясков деформация затруднена и почти не заторможена поперек этих поясков.
Глубина канавок, равная припуску на механическую обработку детали, является максимально допустимой и .обеспечивает сохранение указанного эффекта практически до конца процесса высадки фланца. Меньшая чем припуск глубина канавок снижает этот эффект и, кроме того, усложняет вьтолнение канавок на цилиндрической поверхности. Большая чем припуск глубина канавок недопустима, так как после высадки и снятия припуска на поверхности фланца остаются следы канавок. В процессе высадки фланца канавки полностью или частично сминаются. Однако они не снижают качество детали. Сминаиию канавок в процессе высадки фланца вытянутой формы способствует их форма равнобочной трапеции, которая исключает образование в фланце каких-либо дефектов глубиной более чем припуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления на деталях фланца вытянутой формы | 1990 |
|
SU1794574A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
фиг. 2
фиг. 4
фиг. 5
r
Фие.В
фиг.7
8u9r
/
( фигЛВидВ
Фиг. 9
Фиг. fd
Фиь. IZ
бидЛ
Фиг. 13
Составитель А. Воронцов Редактор Г. Волкова Техред М.Ходанич
Заказ 4748/10 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушскгя наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга
| Бабенко В.А | |||
| и др | |||
| Объемная штамповка | |||
| Атлас схем и типовых конструкгщй штампов.-М.: Машиностроение, 1982, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Кузнечный горн | 1921 |
|
SU215A1 |
