1
Изобретение относится к устройствам, применяемым в области обработки металлов давлением, и может быть использовано для изготовления изделий с лезвиями типа стрельчатых лап куль тиваторов.
Целью изобретения является повышение экономичности.
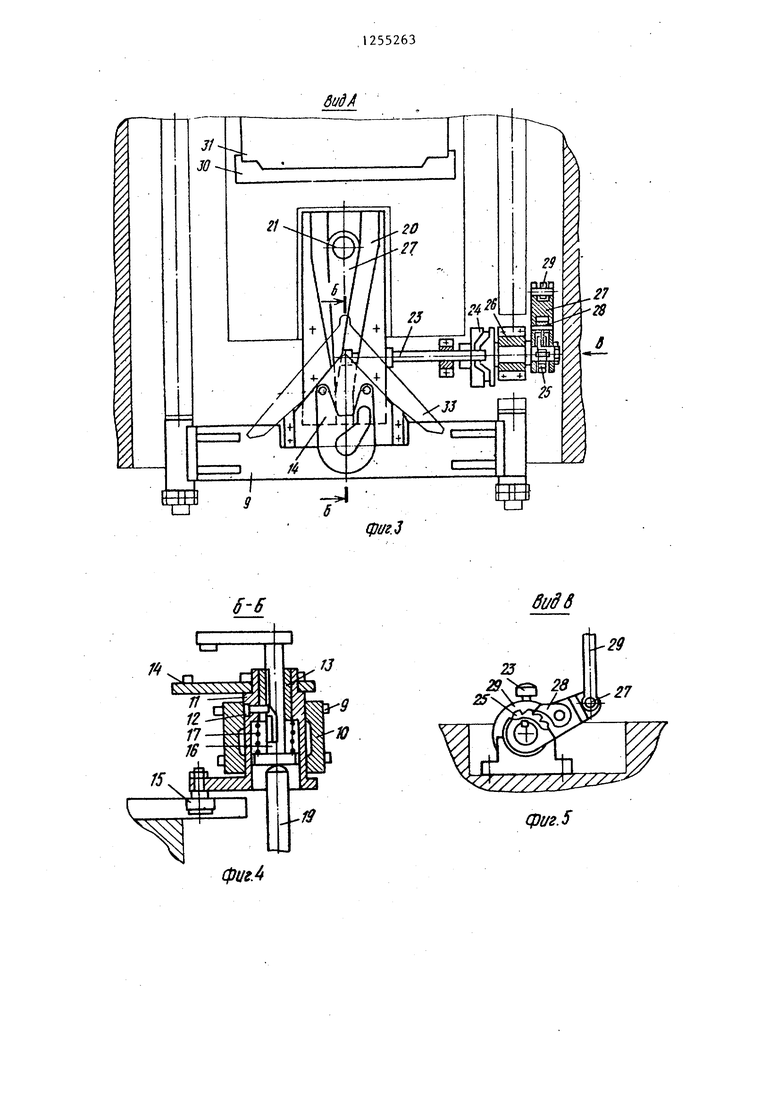
На фиг. 1 показана линия, вид сверху; на фиг. 2 - поворотное заг- рузочно-разгрузочное устройство, исходное положение; на фиг. 3 - вид А на фиг. 2 поворотное загрузОчно-раз- грузочное устройство, исходное поло
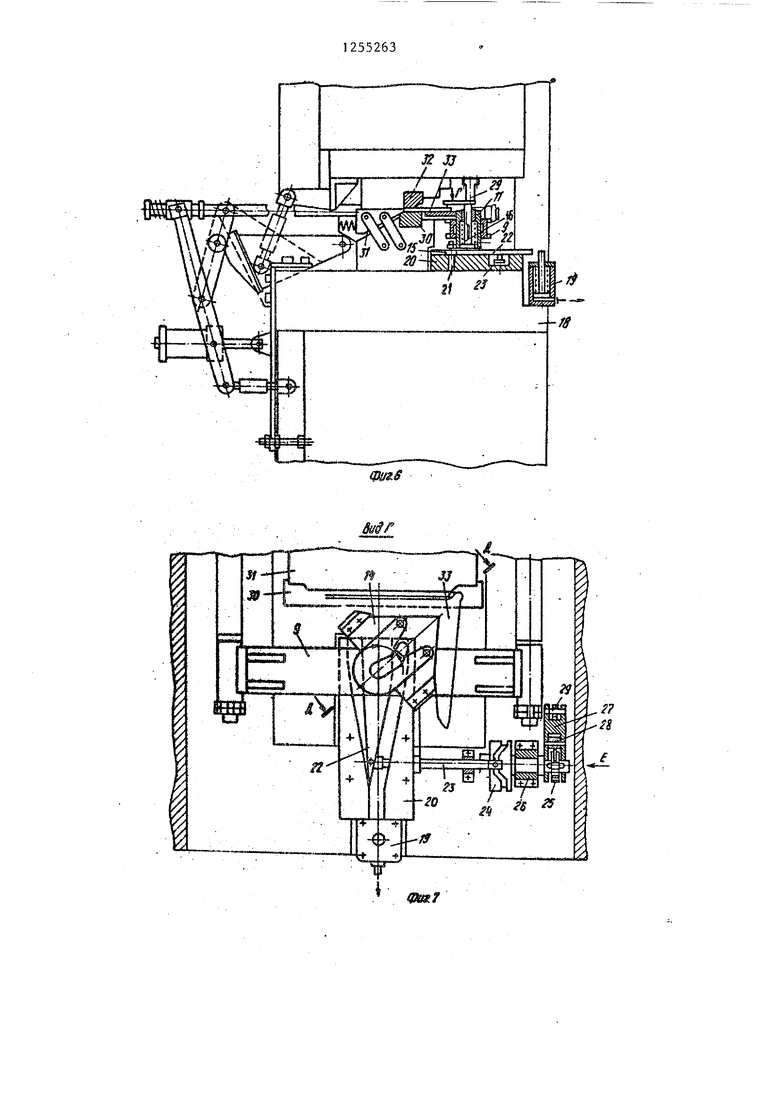
жение вид сверху; на фиг. Д - сечение 15 закреплен ролик, входящий в паз на фиг. 3; на фиг. 5 - вид В на фиг. 3; на фиг. 6 - поворотное загру- зочно-разгрузочное устройство при крайнем нижнем положении ползуна формообразующего пресса; на фиг.7 - вид Г на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 7; на фиг. 9 - вид Е на фиг. 7.
Автоматическая линия (фиг. 1} состоит из платформы 1, на поворотных столах которой установлены две кассеты 2 с заготовками, разгрузчик 3 с пневмоцилиндром и магнитами размещен между платформой 1 и индукционной нагревательной установкой 4, промьшшенный робот 5 связывает нагревательную установку 4 и формообразующий агрегат 6, который состоит из чеканочного пресса, формообразующего штампа и поворотного загрузочно- разгрузочного устройства 7; для сбора готовых изделий предназначена тара В.
Поворотное загрузочно-разгрузоч- ное устройство 7 смонтировано иа
прессе Сфиг. 2 и з). I
Траверса. 9 закреплена на двух горизонтальных скалках, которые кинематически связаны посредством специального механизма (показан тонкими линиями) с ползуном формообразующего пресса. В траверсе 9 закреплена опора 10, в которой имеет возможность вращаться полая втулка 11 с запрессованными штифтом 12 и подшипником I3. К верхнему торцу полой втулки I1 неподвижно прикреплена платформа 14 для размещения нагретой заготовки. К нижнему торцу полой втулки II эксцентрично на оси прикреплен ролик 15. Внутри подшипника 13 размещена ось 16, на боковой поверхности которой имеется продольная профильная
20
25
30
35
40
45
50
55
фильного кулака 24, на оси которого жестко закреплен храповик 25. На этой же оси, которая вращается в опоре 26, смонтирован рычаг 27, несущий на оси собачку 28 и соединенный с ползуном при помощи серьги 29.
На столе 18 также закреплена нижняя плита штампа, в которой установлены матрица 30 со скосом и качающийся на параллельных рычагах подпружиненный клин 31.
К ползуну крепится верхняя плита штампа, несущая пуансон 32.
Линия работает следующим образом (фиг. 1) .
Заготовка 33, уложенная в кассету 2, находящейся на поворотном столе платформы 1, представляет собой вырубленный из листа толщиной 6 мм полуфабрикат, имеющий размеры 214х х346 мм, сталь 65Г.
Заготовка 33 извлекается при помощи магнитов, закрепленных на штоке пневматического цилиндра разгрузчика 3, и поштучно переносится в нагревательную установку 4. Пройдя .через нагревательную установку 4, заготовка 33 поступает на позицию захвата ее рукой робота 5. Рука робота 5 перемещает нагретую заготовку 33 на позицию загрузки в формообразующий агрегат 6 и укладывает ее на платформу 14, фиксируя по коническим штифтам и прижимам.
В этот момент (фиг.З и 2) ползун пресса находится в верхнем положении. Сжатый воздух по команде от робота 5 поступает в цилиндр 19, и его шток, воздействуя на ось 16 и сжав пружину 17, поднимает ее вверх. При этом ось, 16 совершает поворот вследствие взаимодействия штифта I2, запрессованного в полую втулку II, с продольвинтовая канавка, а верхняя ее часть неподвижно соединена с эксцентриком. Между осью 16 и .юлой втулкой 1 установлена пружина 17..
На столе 18 пресса вдоль оси полой втулки 11 закреплен цилиндр 19, в котором между, поршнем и крышкой установлена пружина. Кроме того, на столе 18 стационарно закреплена V-образная направляющая 20, внутри которой размещена на оси 2 стрелка 22.
Перемещение стрелки 22 осуществляется через тягу 23, на конце которой
5
0
5
0
5
0
5
фильного кулака 24, на оси которого жестко закреплен храповик 25. На этой же оси, которая вращается в опоре 26, смонтирован рычаг 27, несущий на оси собачку 28 и соединенный с ползуном при помощи серьги 29.
На столе 18 также закреплена нижняя плита штампа, в которой установлены матрица 30 со скосом и качающийся на параллельных рычагах подпружиненный клин 31.
К ползуну крепится верхняя плита штампа, несущая пуансон 32.
Линия работает следующим образом (фиг. 1) .
Заготовка 33, уложенная в кассету 2, находящейся на поворотном столе платформы 1, представляет собой вырубленный из листа толщиной 6 мм полуфабрикат, имеющий размеры 214х х346 мм, сталь 65Г.
Заготовка 33 извлекается при помощи магнитов, закрепленных на штоке пневматического цилиндра разгрузчика 3, и поштучно переносится в нагревательную установку 4. Пройдя .через нагревательную установку 4, заготовка 33 поступает на позицию захвата ее рукой робота 5. Рука робота 5 перемещает нагретую заготовку 33 на позицию загрузки в формообразующий агрегат 6 и укладывает ее на платформу 14, фиксируя по коническим штифтам и прижимам.
В этот момент (фиг.З и 2) ползун пресса находится в верхнем положении. Сжатый воздух по команде от робота 5 поступает в цилиндр 19, и его шток, воздействуя на ось 16 и сжав пружину 17, поднимает ее вверх. При этом ось, 16 совершает поворот вследствие взаимодействия штифта I2, запрессованного в полую втулку II, с продольной винтовой канавкой, и эксцентрик 16 освобождает пространство для уклаки заготовки 33 (фиг. 3).
Стрелка 22 находится в левом положении в V -образной направляющей 20 (положение стрелки не имеет принципиального значения).
После укладки заготовки 33 на платформу 1А схват робота 5 разжимается и в этот момент подается коман- да на выпуск сжатого воздуха из цилиндра 19.
Под действием пружины 17 и пружины, установленной в цилиндре 10, ось 16 опускается вниз и поворачива- ется при этом. Эксцентрик занимает положение над заготовкой 33 и затем прижимает ее к платформе 14. Рука робота уходит из рабочей зоны и подается на два рабочих хода пресса.
Ползун опускается вниз, приводя в движение механизм перемещения горизонтальных скалок с закрепленной на них траверсой 9.
При общем ходе ползуна пресса модели К-8340 в 170 мм горизонтальные скалки имеют следующую кинематику: шыстой на пути 40 им; горизонтальное перемещение в 350 мм на пути ползуна в 120 мм; выстой на пути в 10 мм.
При перемещении траверсы 9 с качающейся платформой 14 и закрепленной на ней при .помощи подпружиненного эксцентрика заготовкой 33, пос- ледняя поворачивается на угол Ч вследствие движения ролика 15 по правому пазу V -образной направляющей 20 (фиг.4 и 5). Повернутая заготовка 33 упирается в клин и фикси- руется по нему прижимом и коническим штифтом.
При подходе к нижнему положению пуансон 32 производит штамповку одного лезвия стрельчатой лапы (фиг.5) В этот момент серьга 29 находится в нижнем положении, рычаг 27 повернут, собачка 28 прощелкивается и западает в паз храповика 25.
При движении ползуна вверх траверса 9 сначала выстаивается, затем
горизонтально перемещается на 350 м и снова выстаивается.
На протяжении обратного хода ползуна ролик 15 движется по правому пазу V-образной направляющей 20 и производит поворот полой втулки 11 с закрепленной на ней платформой 14 и заготовкой 33 в исходное положени Одновременно серьга 29, связываю щая ползун и рычаг 27, поворачивает последний, и собачка 28 осуществляе через храповик 25 поворот профильного кулака 24. При этом при подходе к верхней мертвой точке тяга 23, связывающая профильный кулак 24 и стрелку-22, перемещает-последнюю вправо.
Ползун, не останавливаясь, совершает второй рабочий ход. При этом ролик 15 движется по левому пазу 1/-образнОй направляющей 20, поворачивая качакшогюся платформу 14 с заготовкой 33 на угол Ц , он. уже в противоположном Направлении. При подходе к нижней мертвой точке пуансон 32 производит штамповку второго лезвия стрельчатой лапы.
Ползун движется вверх и останавливается в верхней мертвой точке. Изделие 33 с отштампованными лезвиями находится в исходном положении. Стрелка 22 возвращается профильным кулаком 24 в прежнее левое положение.
Робот 5 подает сигнал на впуск, сжатого воздуха в цилиндр 19, который своим штоком воздействует на ось I6 и поднимает ее. При подъеме оси 16 изделие освобождается и эксцентрик поворачивается, освобождая пространство для удаления изделия.
Вторая рука робота 5 захватывает изделие 33 и удаляет его из поворотного загрузочно-разгрузочного устройства 7. В это время первая рука робота 5 схватывает нагретую заготовку. После поворота на 90° робот 5 осуществляет загрузку заготовки 33 на платформу I4 и одновременно сброс другой рукой отштампованного изделия в тару 8. Цикл повторяется.
фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Машина для шнурования заготовок | 1937 |
|
SU60590A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |


5-6
виде
13
фиг. 5
фигА
(Ш8
.
-Я
Фl№if
&/cff
29
Z7
/////////// (риг. 9
фиг. 8
Редактор Г. Волкова
Составитель В. Бещеков
Техред М.Ходанич Корректор М.. Максимншинец
Заказ 4748/10Тираж 655 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раугская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
