Изобретение относится к механосбоочным процессам производства, в астности к сверлению и клепке крупогабаритных изделийS и может быть спользовано в авиационной, судостро- тельной промышленности и других обастях машиностроения.
Целью Изобретения является расширение технологических возможностей за счет обеспечения клепки изделий замк- 1 нутого контура и повышения производительности.
Указанная цель достигается за счет последовательного шагового движения устройства по склепываемым деталям плоского и криволинейного замкнутого контура, сверления отверстий и клепки заклепок после установки вместо механизма сверления механизма для клепки.
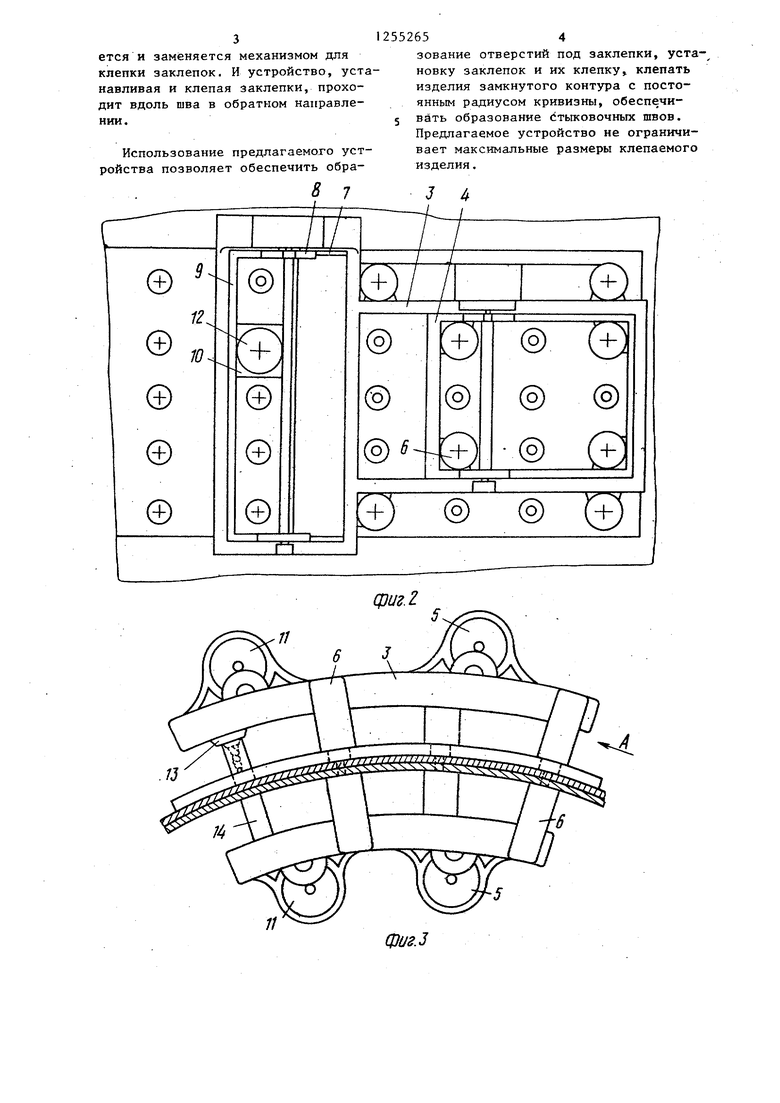
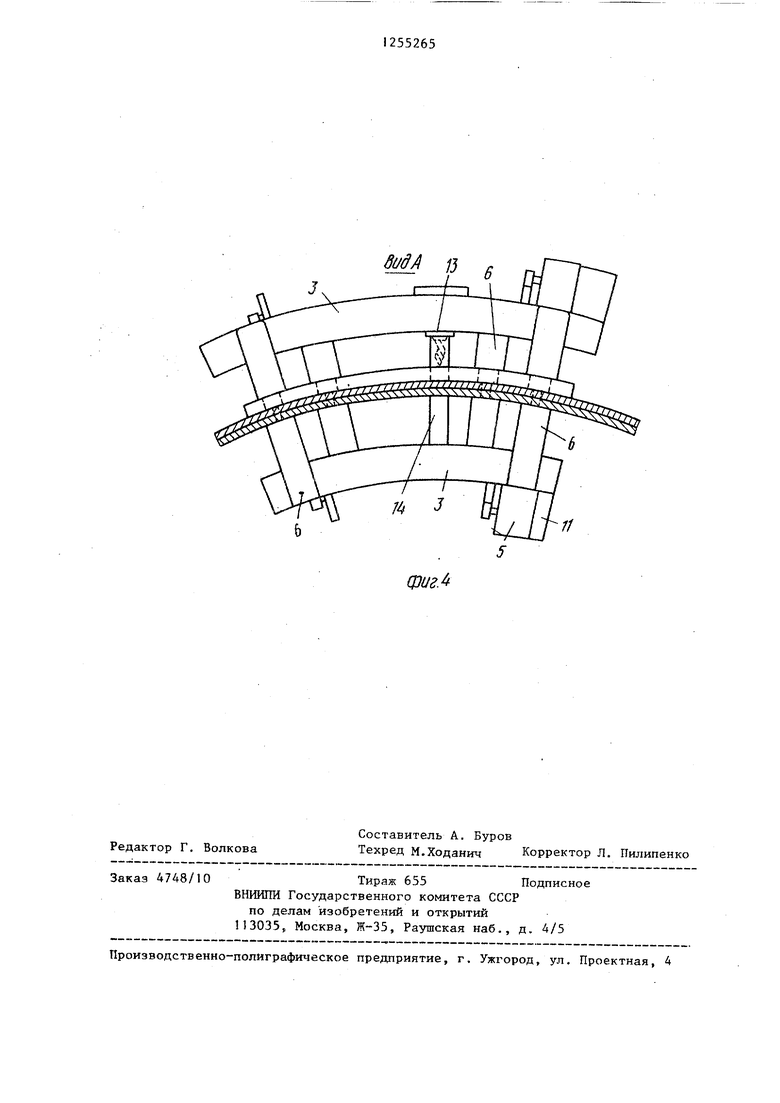
На фиг. 1 изображено сверлильно™ клепальное устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - .сверлильно-клепальное устройство для клепки панелей двойной кривизны; на фиг. 4 - вид А на фиг,3.
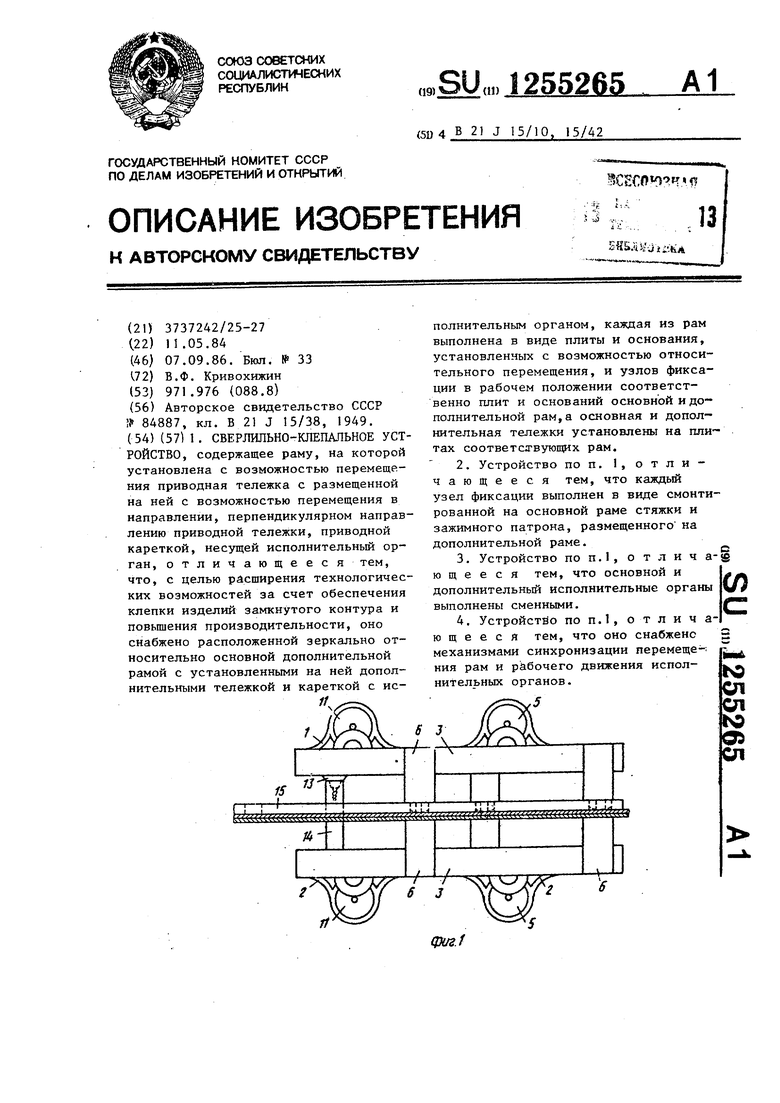
Сверлильно-клепальное устройство содержит основную раму I и зеркально расположенную по отношению к ней дополнительную раму 2, калсдая из которых состоит из перемещаю1дихся друг относительно друга плиты 3 и основания 4, взаимное перемещение которьпс обеспечивается двигателем 5. Относительное положение плит и оснований основной и дополнительной рам фиксируется посредством узлов 6 фиксации, которые вьтолнены в виде стяя«;к, смонтированньгх на плите и основании основной рамы, и ответных заясимных патронов, установленных соотвсзтст- венно на плите и ocHOBaHtm дополнительной рамы« I
На каждой из плит 3 основной и
дополнительных рам установлены с возможностью, продольного двжкения по направляющи 7 тележки 8,, :на которых смонтированы с- возможностью поперечного движения по направляющим 9,каретки 10, Привод тележки 8 и кареток 10 осуществляется посредством двигателей 11 и 12. На каждой из кареток 0 установлены сменные исполнительные органы, состоящие из сверлильно-зен- ковальной головки 13,, заменяемой при клепке на поддержку с устройством для вставки заклепок на одной каретке и съемного прижтлча 14, замешя
5
0
5
0
5
0
S
50
емогс при клепке на клепальную головку - на другой каретке. Соосность расположения сверлильно-зенковальной головки 13 и прижима 14 обеспечивается механизмом синхронизации.
Для обеспечения сверления отверстий в определенном порядке основная рама перемещается по шаблон-кондуктору 15, закрепленному на поверхности склепываемого пакета, а перемещение дополнительной рамы, установленной на обратной стороне склепываемого пакета согласовано с движением основной посредством механизма синхронизации движения.
. Устройство работает следующим образом.,
Для выполнения клепальных работ необходимо закрепить на поверхности клепаемого изделия шаблон-кондуктор 15 и, рассверлив по нему отверстия под установку рам, установить на него основную раму 1, а с обратной стороны клепального изделия зеркально по отношению к раме 1 устанавливается дополнительная рама 2. При этом рамы 1 и 2 соединяются между собой с помощью узлов 6 фиксации. После установки рам начинают рабочий цикл по сверловке отверстий под заклепки,, в процессе которого сверлиль- но-зенковальная головка, перемещаясь по шаблон-кондуктору 15, разделывает несколько рядов отверстий под заклепки, насколько это позволяют плиты
3рам. Для продолжения цикла работ
по сверловке отверстий происходит пе ремещение основной и дополнительных рам вдоль склепываемого шва, для чего узлы 6 фиксации основания 4 основной рамы 1 расфиксируются и основание 4 основной рамь 1 перемещается по шаблон-кондуктору 15 вдоль шва. Вместе с ней перемещается основание
4дополнительной рамы 2. Их перемещение согласовано между собой посредством механизма синхронизации. Основания рам фиксирзлотся в новом положении с помощью узлов 6 фиксации через просверленные ранее головкой отверстия в склепываемом пакете. Затем аналогичным образом происходит перемещение плит 3, их фиксация, после чего цикл сверления отверстий сверлильно-зенковальной головкой продол /жается. После прохода устройства
вдоль всего шва, механизм для сверления отверстий под заклепки снимается и заменяется механизмом для клепки заклепок. И устройство, устанавливая и клепая заклепки, проходит вдоль шва в обратном направлении.
Использование предлагаемого устройства позволяет обеспечить обра12552654
зование отверстий под заклепки, установку заклепок и их клепку клепать изделия замкнутого контура с постоянным радиусом кривизны, обеспечивать образование стыковочных швов. Предлагаемое устройство не ограничивает максимальные размеры клепаемого изделия.
В 7
9
1-13
12, Ю
1+
s
т
та
+
6
)
О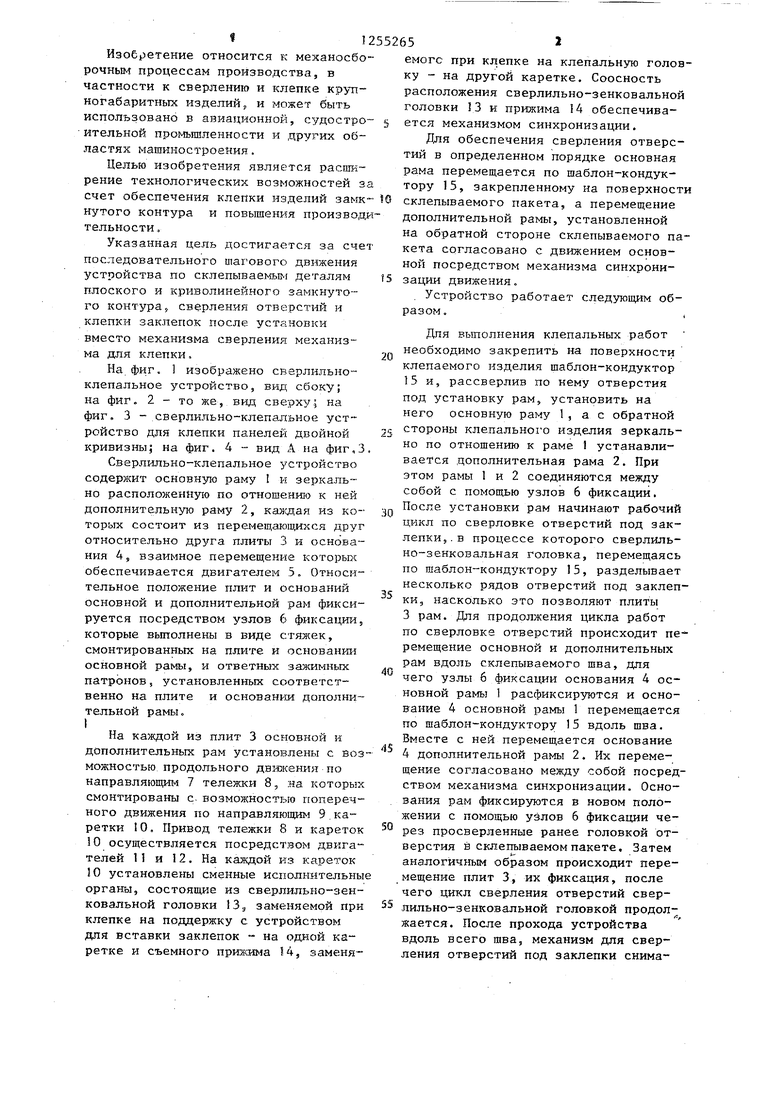
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Сверлильно-клепальный автомат | 1975 |
|
SU603479A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
| Устройство к прессу для групповой клепки | 1980 |
|
SU871993A2 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Сверлильно-клепальный автомат | 1983 |
|
SU1103930A2 |
| Устройство для клепки | 1979 |
|
SU891199A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
фи.2
фиг.З
Вид А /J f
1
11
Редактор Г, Волкова
Заказ 4748/10Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
Составитель А. Буров
Техред М.Ходанич Корректор Л. Пюшпенко
| Передвижная клепальная машина для клепки криволинейных поверхностей | 1949 |
|
SU84887A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
