Изобретение относится к измерительной технике и может быть использовано для определения жесткости системы СПИД круглошлифовальных станков непосредственно в цикле шлифования.Известен способ определения жесткости системы СП ИД, основанный на измерении величины деформации узлов исследуемой системы под действием силы определенной величины Cl.
Недостатком известного способа является отсутствие возможности определения жесткости системы СПИД непосредственно в процессе резания.
Известен также способ определения жесткости СПИД непосредственно в процессе резания, заключающийся в том, что в начальный период врезания н струмента в деталь измеряют скорость изменения силы резания и. определяют жесткость отношением измеренной величины к величине поперечной подачи 2.
Недостатком данного способа является значительная погрешность оценки величины жесткости вследствие того, что для определения скорости изменения усилия шлифования в данном слу чае используют только начальный, очень короткий, период переходного
процесса, когда амплитуда изменения усилия шлифования, вызванного вынужденными колеба 1иями СПИД, сравнима со средним значением измеряемого усилия, изменякяцегося вследствие увеличения врезания. Расчеты показали, что относительная погрешность- определения жесткости данным способом может достигать 30%.
10
Целью изобретения является повышение точности определения жёсткости системы СПИД круглошлифовальных станков непосредственно в цикле шлифования.
15
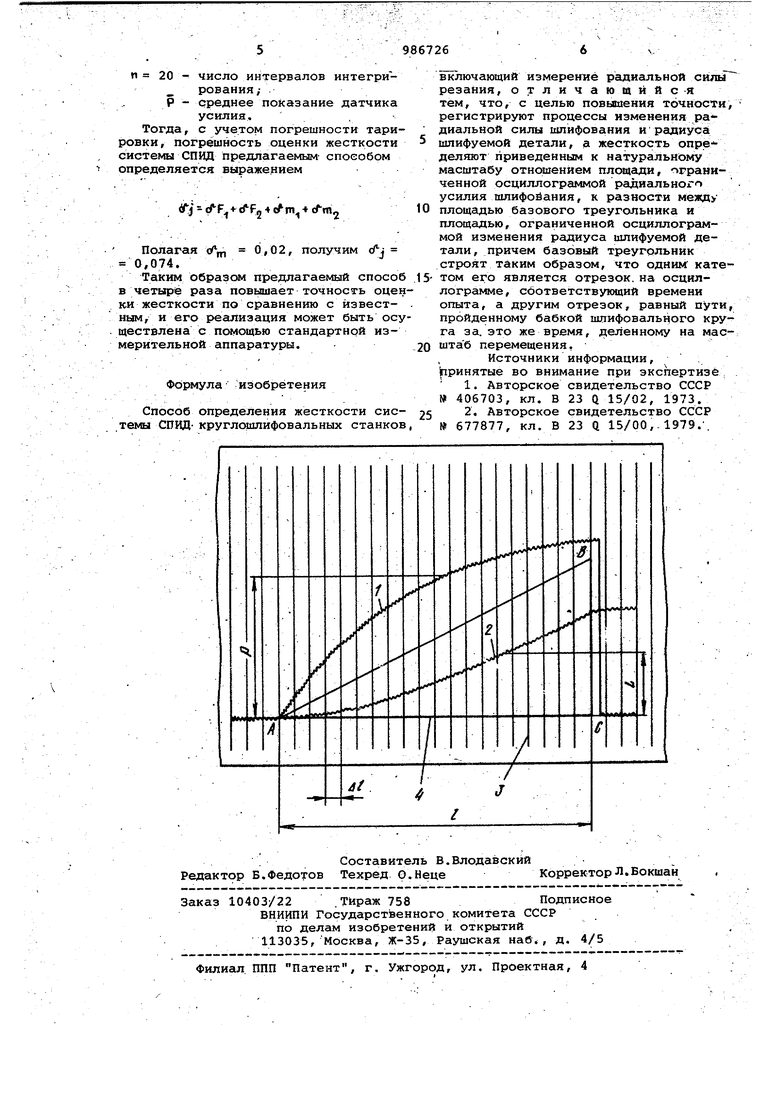
Поставленная цель достигается тем, что по предлагаемому способу при врезном шлифовании.с постоянной подачей .регистрируют процесс изменения рали.ального усилия шлифования и радиуса
20 шлифуемой детали, а жесткость определяют приведенным к натуральному масштабу отношением площади, ограниченйой осциллограммой радиального усилия и нулевой линией (ось време25ни ), и разности между площадью базового треугольника и плсмцадью, ограниченной осциллограммой радиуса шлифуемой детали и нулевой линией, причем базовый треугольник строят таким об30разом, что одним катетом его является на нулевой линии, соотве ствующий времени опыта, а другим от резок, равный пути, пройденному за это же время бабкОй шлифовального круга, деленному на масштаб перемещ ния. . На чертеже показана типовая .осцил лограмма процесса врезного шлифования, полученная при помощи осциллог рафа Н-700. Кривая 1 cooTBefcTByeT изменению радиального усилия ифифования Р.у , кривая 2 - изменению радиуса шлифуе мой заготовки, 3 - сигналы отметчика времени, которые формируются чер заданный отрезок времени Т нулевая линия, ли - расстояние межд сигналами отметчика времени, ЛВС -ба зовый треугольник, M&f -катет, со ответствующий выбранному отрезку вре Мени,(БС1 -катет,соответствующий пере мещению бабки шлифовального круга за выбранный промежуток времени. Реальные значения усилия Ру, изме нения радиуса детали дР и времени Т определяются согласно выражениям , ,L; ,(i} масштаб, полученные при тарировке датчиков усилия и размера; масштаб времени t/ Р и L - сигналы,прюпорциональны соответственно Р и лВ, Длина катета вс определяется из выражения Stm, 1ВС1 --где S - скорость поперечной подачи, мм/с. Согласно известной зависимости между производительностью процесса шлифования и радиальным усилием шли фования можем записать где t - скорость изменения радиус шлифуемой детали , d и В - диаметр и ширина детали. Тогда If Г лЗВаК С другой стороны ь . ь ARd r Ustr-v;di:, (ъ)
где чг - упругая деформация системы СПИД.
Г 0.005-, .0,, Подставляя в (3) значение у , согасно определению понятия жесткость, олучаем ТГ URdr-O.SSt- fp d-ir, (4) . о о де j - жесткость СПИД. Подставив в (4) значения Ру ,АК и ( согласно (1), можем записать mjjWero. (5) Согласно геометрической интерпретации интеграла, F rpde-, , где F,, и р2 - площадь, ограниченная на осциллограмме кривыми изменения соответственно усилия шлифования и радиуса детали. Тогда согласно (5) с учетом (2) ожем записать , т. i J С - С- т ( площадь базового треугольника h Площади F1И fу легко определяются 1юбым известным методом численного интегрирования. При круглом врезном шлифовании образца из закаленной стали 45 d 60, В 20 на круглошлифовальном станке, оснащенном тензометрнческим центром, с поперечной подачей 5 3 мм/мин, кругсии 24А40 С25К получена осциллограмма, показанная на чертеже. При тарировке получено тп 1, т 0,01, тэ 0,1. Тогда и РЗ 0.5-50.. методом трапеций получены площади Fl 3780 мм и F2 1310 мм. Тогда t ЗТ80 1 Jgji 2500-1310 0.оГ « Относительная погрешность оценки площади, например FI, определяется выражением ( лр, где