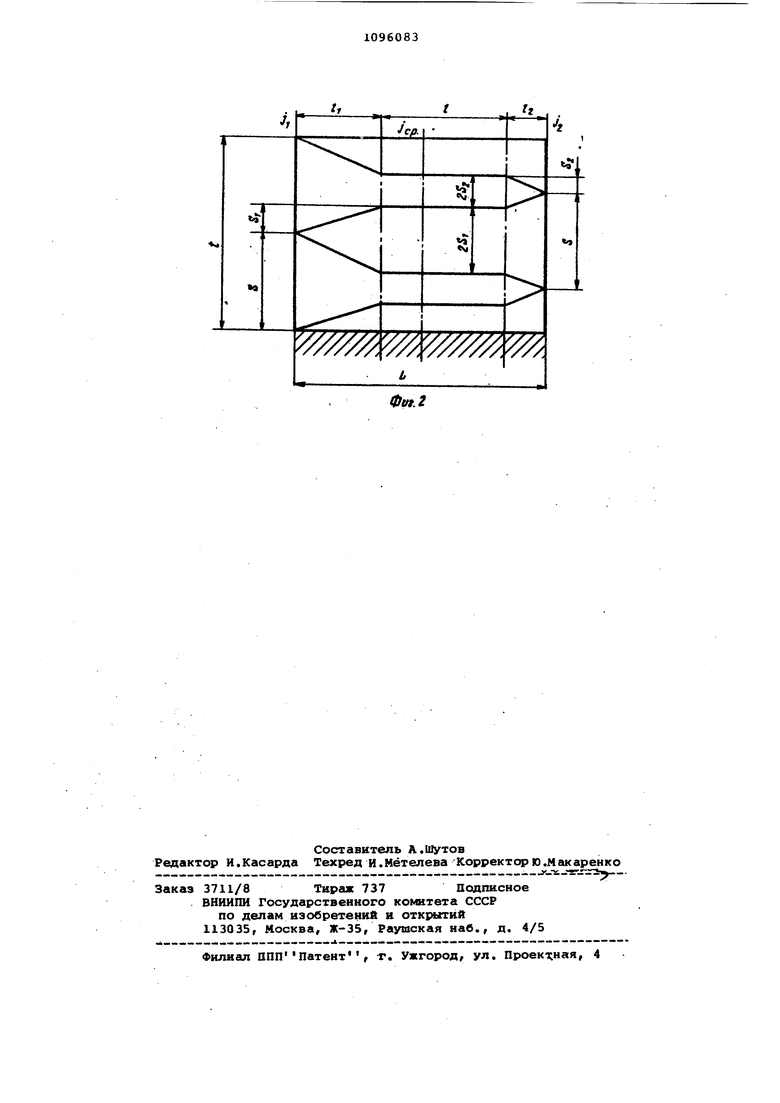
Изобретение относится к машиностр ению, в частности к шлифованию и мо. жет быть использовано при круглом шлифовании нежестких деталей. Известен способ круглого шлифования, при котором детали с переменной жесткостью в системе станок - приспособление - инструмент - деталь (СПИД) сообщают возвратно-поступател ное движение с перебегом относительно круга в конце продольного хода, а шлифовальному кругу - радиальную подачу С 1 3. Однако этому способу присущи потеря производительности из-за холостых перебегов детали относительно круг&, наличие большой радиальной силы в начальный момент резания, действую щей вдоль оси обрабатываемой детали вследствие того, что глубина резания начинается не с нуля, а с определенной величины, зависящей от перебега круга относительно детсши, что снижа ет динамическую устойчивость продесса шлифования и вызывает вынужденные колебания детали, понижающие точност шлифования повышенный износ кромок круга в начальный момент резания изза его ударного характера. Цель изобретения - повываение точ. ности шлифования нежестких деталей путем перераспределения отжатий детали в системе СПИД и выравнивания срезаемого слоя металла. Поставленная цель достигается тем что согласно способу круглого шлифования, при котором детали с переменйой жесткостью в системе СПИД coo6nia ют возвратно-поступательное движение а шлифовальному кругу - радиальную, подачу, радиальную подачу изменяют непрерывно на концаис детали без пере бега с отключением ее на середине, при этом длины участков детали, на котощлх происходит непрерывная радиальная подача выбираются обратнопропорционально жесткости концов детали в системе СПИД. На фиг. 1 изображена схема шлифования наружных 1у1линдрических поверх ностей; на фиг. 2 - схемасъема припуска. Способ реализуется следующим образом. Детали 1, установленной в переднем 2 и заднем 3 центрах и вращающейся со скоростью V, сообщают возвратно-поступательное движение п ДВОЙНЫХ ходов относительно шлифоваль ного круга 4, вращающегося со скорое тью v. Шлифовальному кругу 4 сообщают непрерывную радиальную подачу на /концах детали на длине 1 и 1, кото рую отключают в средней части детали на длине 1. Съем общего припуска t происходит по К9ничесдсим поверхностям на участках 1 и 12 и по цилиндрическим поверхностям на участке 1. Непрерывная радиальная подача шли-, фовального круга обеспечивает чередование толщины срезаемого слоя на концах детали от минимальной, равной нулю в начальный момент резания, до максимальной, равной подаче на один двойной ход S, а на средней части чередование с 2S-, на 23 и наоборот. При этом происходит выравнивание толщины срезаемого слоя за один двойной ход по всей длине детали, так как на средней части детали, где. отжатие детали в системе СПИД больше, съем металла осуществляется на каждый ход стола, а на концах детали, где отжатие в системе СПИД меньше, съем металла осуществляется поочередно на разных концах за один двойной ход стола. Предлагаемый способ позволяет управлять точностью детали лучше, чем известный, поскольку происходит периодический переход с меньшей подачи на середине детали 23 (Фиг. 2) на большую подачу 23, что приводит к увеличению упругой силы, которая прижимает деталь к шлифовальному кругу, в результате чего увеличивается съем металла на средней части детали. При одинаковой жесткости концов детали в системе СПИД непрерывная радиальная подача осуществляется на одиг; маковую длину с обеих сторон детали. Практическая настройка станка на обработку осуществляется следующим образом. По паспорту станка определяют жест/кость передней j и задней /2 бабок шлифовального станка и жесткость детали в среднем сечении j ( . Затем вычисляют отношение жесткости детали в среднем сеченни к жесткости передней if задней бабокj т.е. )li itffi и -J определяют дпины ; и Ij г на которых производят непрерывную радиальную подачу. Дл%ны 1 и 1 определяют из выражений .фиг. 2) f - -lj JJL - Г13 IT V2 J2 L/2 Пример . Нежесткая деталь обрабатывается на кругяошлифовальном станке, имеющего жесткость передней бабки j 1500 кг/мм, жесткость задней бабки кг/мм. Длина детали L 50б глл, диаметр d « 20 мм. Жесткость детали в средней части 1 500 кг/мм. Для определения 1ц и Ij находят отношения J4 и / Ji 500 1 -k- отношения )д и jtf..... ,.:,. M-: -. Таким образом, использование предлагаемого способа круглого шлифо- , вания позволяет повысить точност шлифования нежестких деталей.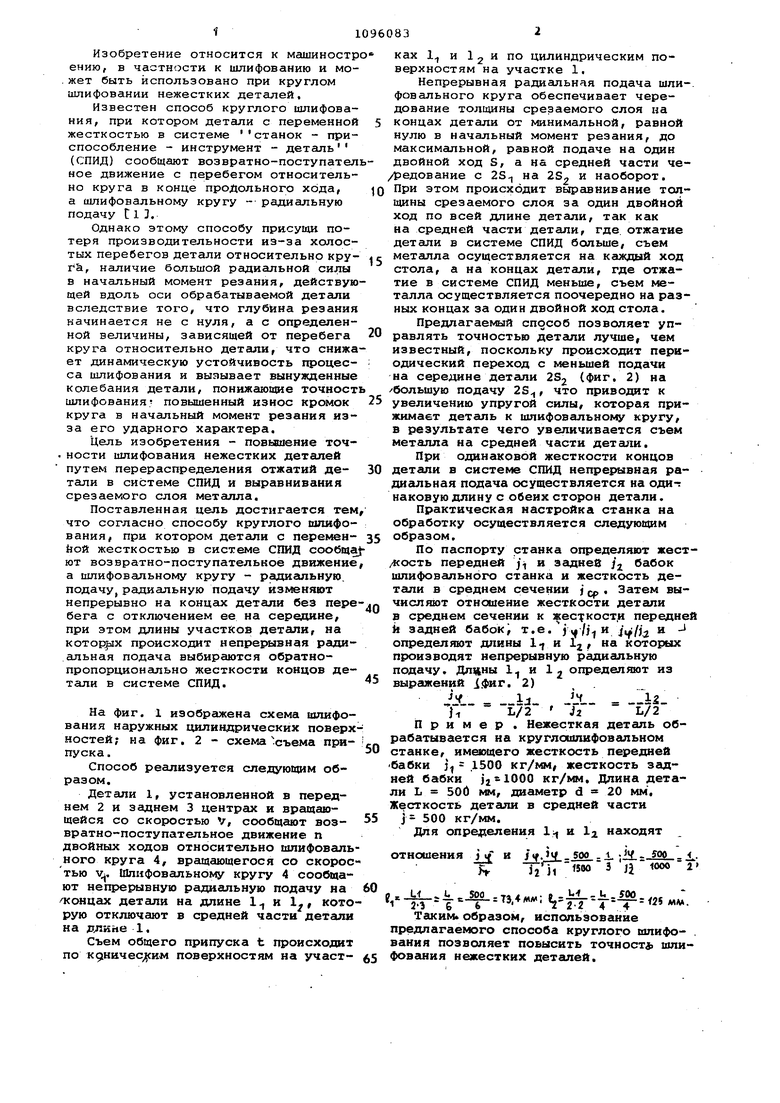
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1974 |
|
SU626937A1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| СПОСОБ ШЛИФОВАНИЯ ТРУБ | 1998 |
|
RU2145275C1 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| Способ управления дискретным процессом обработки | 1974 |
|
SU542636A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПЛОСКИМ ГЛУБИННЫМ ШЛИФОВАНИЕМ ПЕРИФЕРИЕЙ КРУГА | 1991 |
|
RU2014209C1 |
СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ, при котором детали с переменной жесткостью в системе СПИД сообщают возвратно-поступательное движение, а шлифовальному кругу - радиальную подачу, отличающийся тем, что, с целью повыиения точности шлифования нежестких деталей путем перераспределения отжатий детали в системе СПИД и выравнивания срезаемого слоя, радиальную подачу изменяют непрерывно на концах детали без перебега с отключением ее на середине, при этом длины участков детали, на которых происходит непрерывная радиальная подача, выбирают обратно пропорционально жесткости концов детали в системе СПИД. 3 / СО Од о с со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ круглого шлифования | 1974 |
|
SU626937A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
