Изобретение относится к машинам, позволяющим производить сборку пластин свинцового аккумулятора в блоки и спайку собранных блоков.
В настоящее время сборка пластин сзнрщового аккумулятора в блоки и спайка собранных блоков расчленег а на несколько различных операций, выполнение которых связано с больщимн затратами ручного труда и материальных средств, а такл-се с повышенной утомляемостью рабочих.
Предлагаемый автомат для сборки пластин устраняет указан}1ые недостатки в производстве свинцовых аккумуляторов. Он представляег собой машину, содержащую специальные узлы и механизмы, которые обеспечивают сборку свиниовых аккумуляторов без применения ручного .
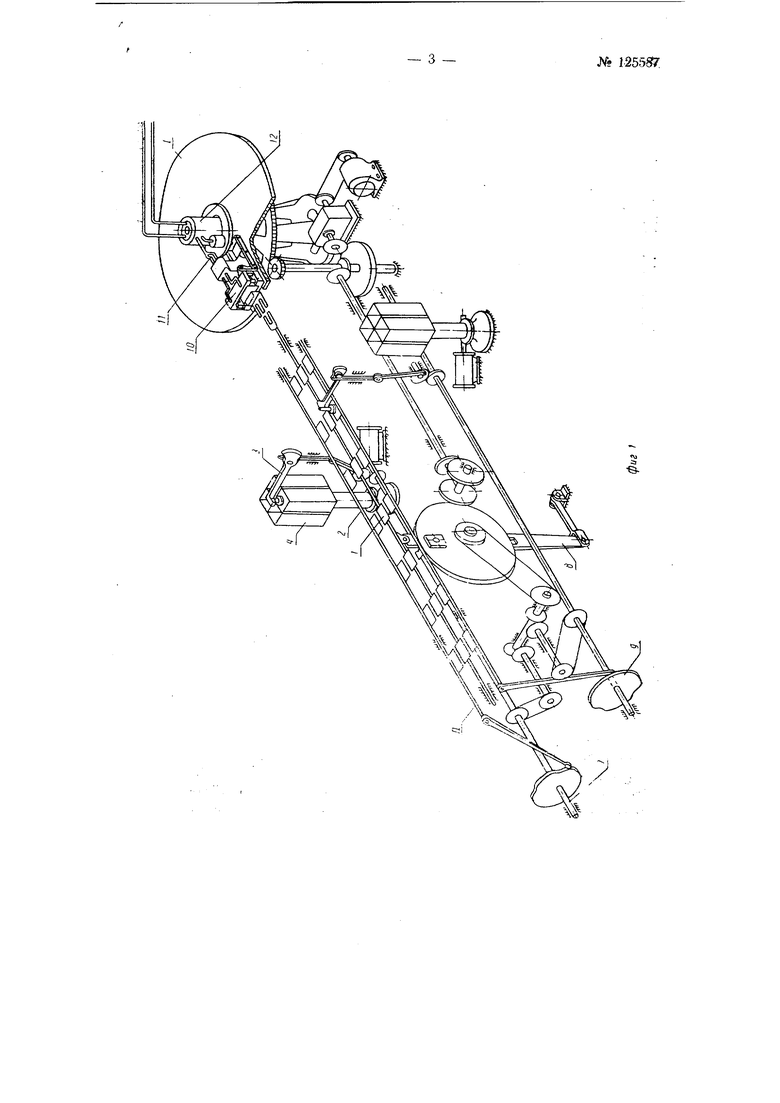
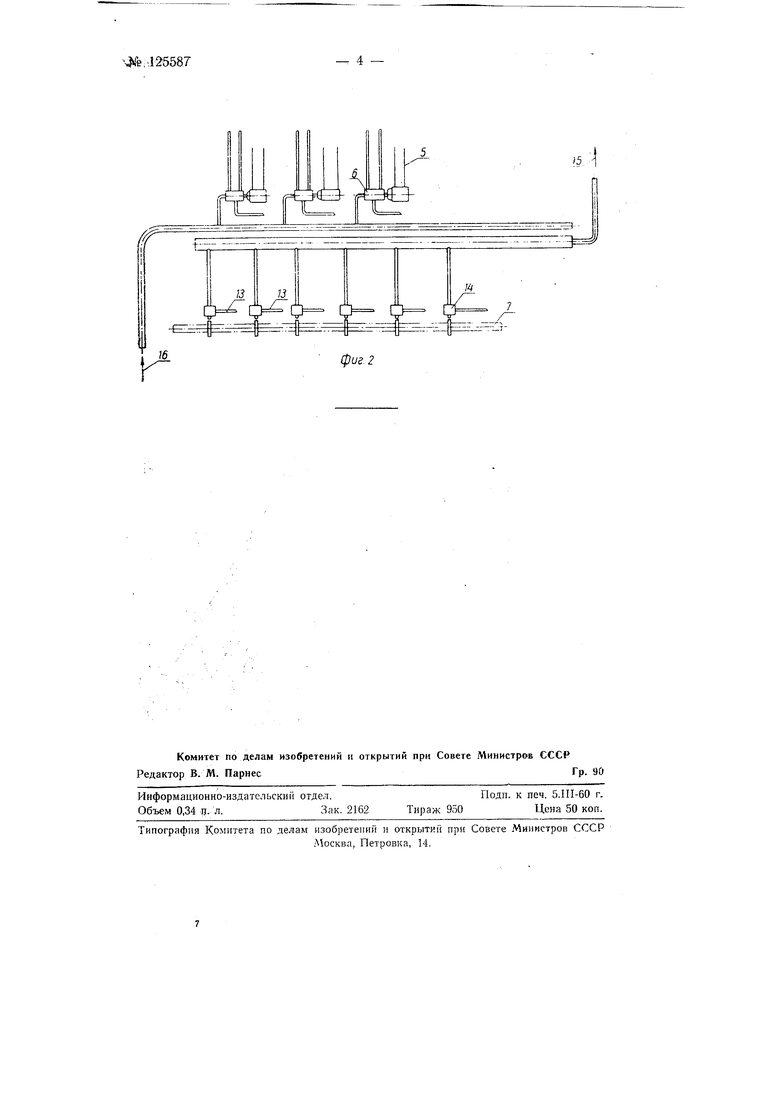
На фиг. 1 представлена кинематическая схема машины, где / - азтомат для пайки блоков, // - автомат для набора блоков; на фиг. 2 - схема распределения вакуума и воздуха.
Автомат для набора блоков состоит из подающей штанги / и штанг: с поддерживающими столиками 2, автоматических укладчиков с вакуу.мными захватами , бункеров 4 для сепараторов и пластин.
Количество бункеров определяется количеством пластин в блока. Справа (по ходу набора стопки) установлены бункера для сепарации, а слева - для пластин. Каждый бункер имеет четыре секции. По мере выбора пластин или сепараторов из секции стопка пластин автоматически поднимается на толщину выбранной-пластины или сепаратора. Когда секция бункера выбрана полностью, срабатывает снециальный переключатель 5 бункера, дающий сигнал на золотниковый переключатель f (фиг. 2), и п.ри помощи пневмомеханизма бункер поворачивается. Все эти операции происходят в течение времени, пока автоматиче. укладчик несет очередную пластину или сепаратор на подаюн1у;() Я1тангу со столиками.
JNO 125587- 2 -
Автоматические укладчики приводятся в движение от кулачкового вала 7 (фиг. 1) при помощи кривошипно-шатунного механизма. Движение подающей щтанги осуществляется кулисным механизмом в. Штанги с поддерживающими столиками получают колебательное движение от кулачков 9. Когда подающая, щтанга совершает холосто ход назад, все стопки подняты над несущими столиками и подающей щтангой, и она свободно проходит назад под стопками. В начале рабочего хода подающей щтанги все с1-опки опускаются на несущие столики щтанги при помощи кулачков .9. Во время рабочего хода щтанги все поддерживающие столики опущены.
Разрежение в вакуумном захвате создается посредством пневматического клапана при помощи кулачков от кулачкового вала 7 (фит. 2). Если один из вакуумных захватов по какой-либо причине не взял пластину или сепаратор, то весь агрегат останавливается и зажигаетс5 соответствующая сигнальная лампа.
Подача собранного блока на паяльный автомат происходит автоматически нри номощи специальной подающей вилки. Паяльный автомат представляет собой вращающийся диск с установленными на нем 15-ю щаблонами iO. .Такой щаблон (фиг. 1) представляет собой механизм, в котором происходит установка набранного блока в рабочее положение, его выравнивание, зажатие и автоматическая припайка к нему бареткн при помощи горелок 11 с водородным пламенем. Работа всех механизмов щаблона производится при помонди копиров, расположенных под вращающимся диском, и при помощи пневмомеханизмов. Водородно-воздущная смесь для пайки и воздух для работы пневмомеханизмов подаются через газовый и воздущный коллектор 12. Спаянный блок автомат чески выбрасывается на приемный рольганг.
Весь агрегат снабжен системой .электроблокировки. На фиг. 2 имеются обозначения: концы к автоматическому укладчику с вакуумным захватом 13, пневматический клапан 14, место присоединения 15 к ресиверу с вакуум-насосом, место присоединения 16 к компрессору.
П р е д .м е т изобретения
Автомат для сборки свинцового аккумулятора в блоки и спайки сооранных блоков на карусельном столе, несущем на себе щаблоны и паяльные аппараты, с использованием общего привода для передачи движения рабочим органам, отличающийся тем, что механизм сборки блоков содержит: бунк&ра для пластин и сепараторов, расположенные вдоль пути перемещения собираемых блоков, вакуумные захваты для подачи пластин и сенараторов из бункеров на места сборки и транспортирующее блоки устройство, состоящее из трех параллельных щтанг, край;ние из которых несут столики для поддерживания собираемых блоков и соверщают колебательное движение в вертикальном направлении, а средняя соверщает возвратно-ноступательное движение для шагового перемещения собираемых блоков вдоль поддерживающих щтанг.
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки блоков электродов электрического аккумулятора | 1975 |
|
SU520651A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАБОРА БЛОКА | 1973 |
|
SU364990A1 |
| Полуавтомат для сборки и прокатки ламельных пластин щелочного аккумулятора | 1959 |
|
SU125588A1 |
| Автомат для сухой сборки пакетов фольговых слюдяных конденсаторов | 1960 |
|
SU139374A1 |
| Автоматическая линия для обработки матричных листовых катодов | 1970 |
|
SU383353A2 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАМОРОЖЕННЫХ ТОРТОВ | 2019 |
|
RU2725748C1 |
| Устройство для подачи кож к обрабатывающему агрегату | 1985 |
|
SU1326520A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ БЕЛЬЕВЫХ ЗАЖИМОВ И УСТАНОВКИ ИХ НА КАРТОННЫЙ НОСИТЕЛЬ | 1991 |
|
RU2030271C1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |