Изобретение относится к металлообработке и может быть использовано при закреплении деталей на токарных, круглошлифо- вальных станках, а также в различных приспособлениях иа металлообрабатывающих станках, например фрезерных при обработке пазов на внешней поверхности фланцевых соединений.
Цель изобретения - повышение надежности закрепления путем увеличения площади контакта с поверхностью закрепляемой детали.
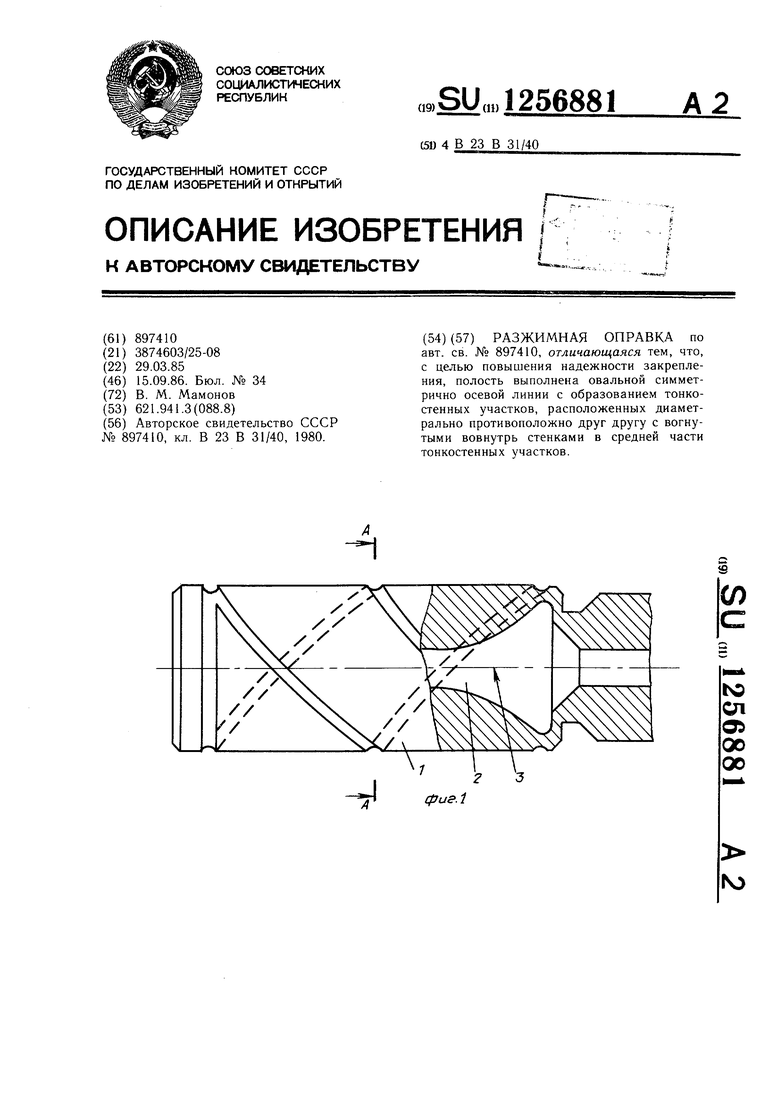
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Оправка состоит из корпуса 1, в котором полость 2 овального сечения выполнена по винтовой линии и расположена симметрично осевой линии 3. Полость 2 образует тонкостенные участки 4 в любом поперечном сечении корпуса 1, расположенные диаметрально противоположно друг другу. Тонкостенные участки 4 выполнены в виде U-образ- ных вогнутых вовнутрь стенок полости 2. Толстостенные участки 5 выполнены с внешней поверхностью ответного закрепляемой детали 6 сечения. Зазор 7 обеспечивает установку детали 6 на корпус 1 оправки.
Оправка работает следующим образом.
При подаче в оправку рабочей среды в ее полости 2 возникают распорно-изгибные
усилия, направленные вдоль малой оси овального сечения полости 2. Но так как геометрическое место малых осей представляет собой винтовую поверхность, распорно- изгибающие усилия также распределяются вдоль корпуса 1 по винтовой линии. Под действием этих усилий поперечный размер оправки увеличивается как за счет раздвиже- ния толстостенных участков 5 и распрямления U-образных тонкостенных участков 4, так и за счет общей винтовой деформации прямолинейного корпуса 1, причем эти деформации носят упругий и равномерный по .вдине характер, а величина деформации пропорциональна приложенному давлению pa- бочей среды.
Таким образом, при посадке на оправку обрабатываемой детали она оказывается равномерно зажатой по всей длине за счет выбора оправкой посадочного зазора с усилием, пропорциональным внутреннему дав- лению рабочей среды.
При снятии давления рабочей среды оправка принимает исходные размеры за счет упругости стенок, восстанавливая при этом посадочный зазор, необходимый для снятия обработанной детали.
Если оправку прошлифовать при определенной степени деформации (при воздействии определенной величиной давления), то ее контактирующая с деталью поверхность увеличится.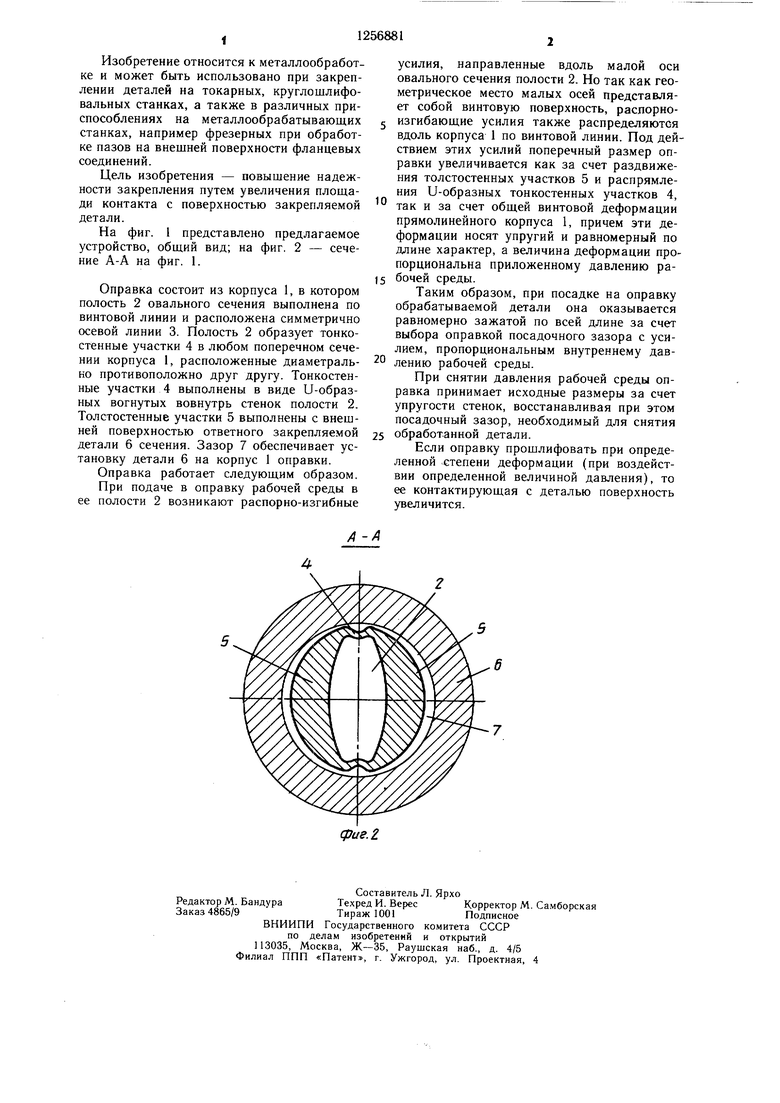
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1984 |
|
SU1171225A2 |
| Разжимная оправка | 1983 |
|
SU1135563A2 |
| Разжимная оправка | 1982 |
|
SU1046035A2 |
| Способ базирования цилиндрических деталей и устройство для его осуществления | 1978 |
|
SU738826A1 |
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СПОСОБ СОГЛАСОВАНИЯ ОСИ ДВИГАТЕЛЬНОЙ УСТАНОВКИ БЕЗОТДАЧНОГО ГРАНАТОМЕТА С ОСЬЮ ЕГО СТВОЛА | 2004 |
|
RU2265180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2558814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
Составитель Л. Ярхо
Редактор М. БандураТехред И. ВересКорректор М. Самборская
Заказ 4865/9Тираж 1001Подписное
ВНИИПИ Государствеиного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| А - | |||
