(54) РАЗЖИМНАЯ ОПРАВКА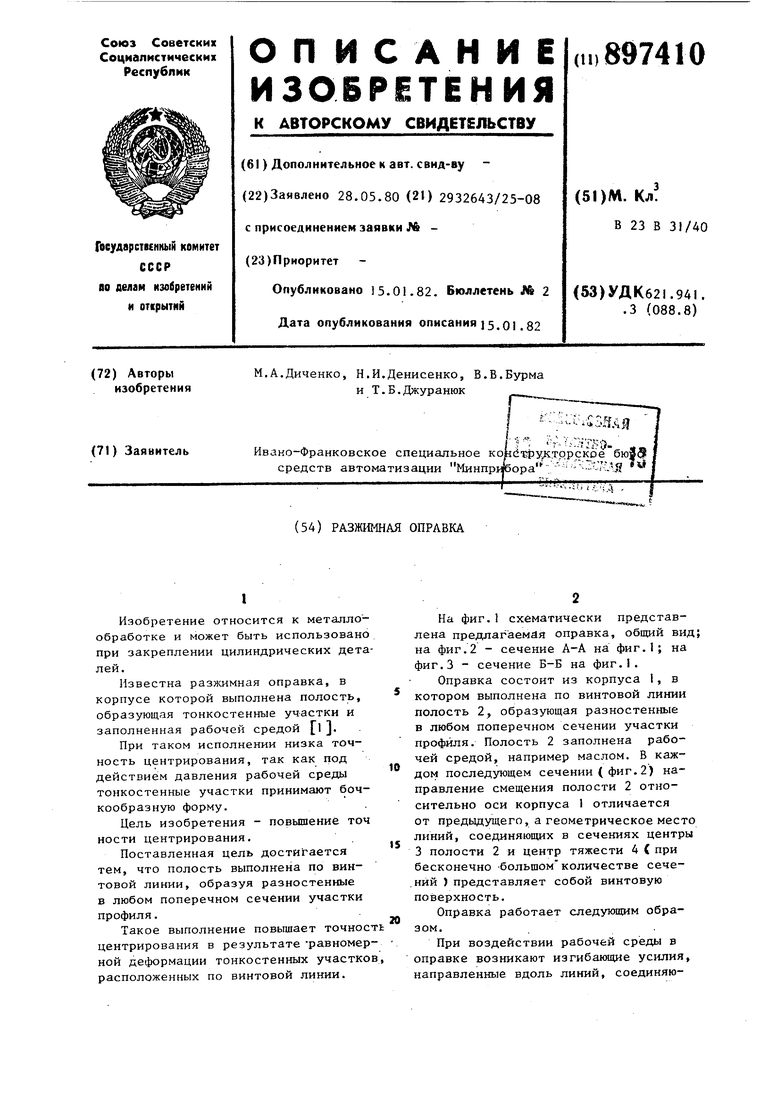
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1983 |
|
SU1135563A2 |
| Разжимная оправка | 1984 |
|
SU1171225A2 |
| Разжимная оправка | 1982 |
|
SU1046035A2 |
| Разжимная оправка | 1981 |
|
SU975232A2 |
| Разжимная оправка Диченко | 1990 |
|
SU1787703A1 |
| Разжимная оправка | 1988 |
|
SU1516248A1 |
| Разжимная оправка | 1989 |
|
SU1627339A1 |
| Разжимная оправка | 1986 |
|
SU1379013A1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Разжимная оправка | 1990 |
|
SU1773578A1 |
I
Изобретение относится к металлообработке и может быть использовано при закреплении цилиндрических деталей.
Известна разжимная оправка, в корпусе которой выполнена полость, образующая тонкостенные участки и заполненная рабочей средой fI.
При таком исполнении низка точность центрирования, так как под действием давления рабочей средь тонкостенные участки принимают бочкообразную форму.
Цель изобретения - повышение точ ности центрирования.
Поставленная цель достигается тем, что полость выполнена по винтовой линии, образуя разностенные в любом поперечном сечении участки профиля.
Такое выполнение повьшает точность центрирования в результатеравномерной деформации тонкостенных участков, расположенных по винтовой линии.
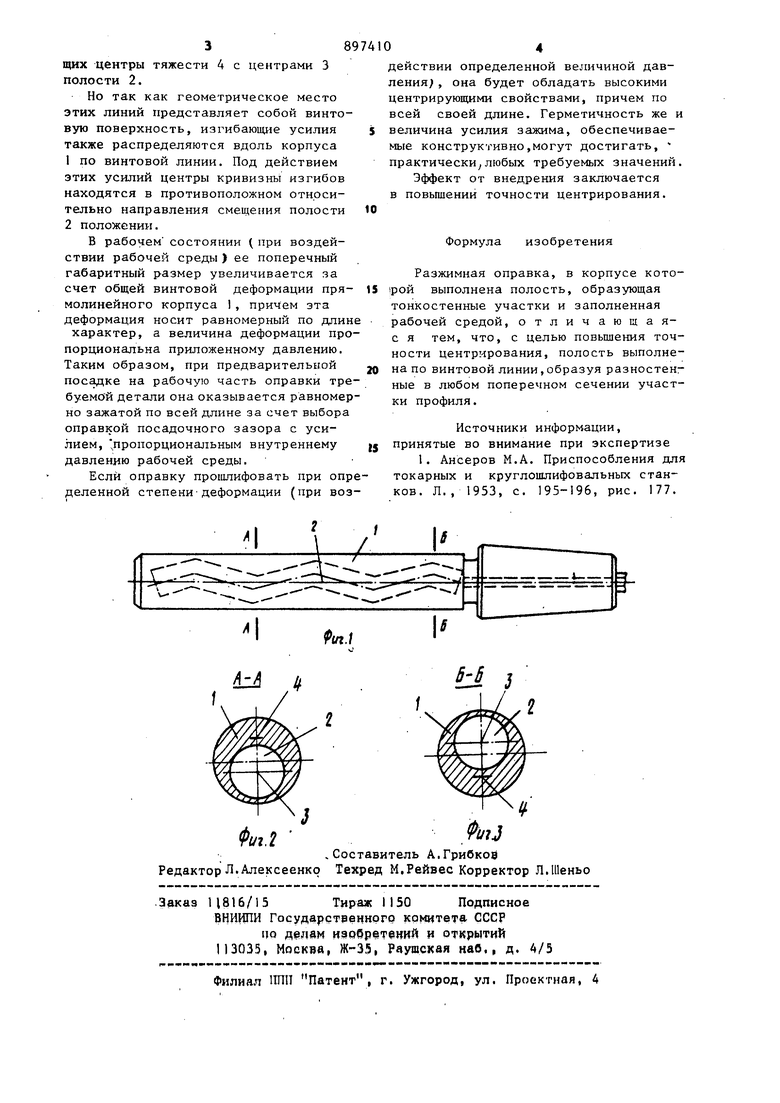
На фиг.1 схематически представлена предлагаемая оправка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1.
Оправка состоит из корпуса 1, в котором выполнена по винтовой линии полость 2, образующая разностенные в любом поперечном сечении участки профиля. Полость 2 заполнена рабочей средой, например маслом. В каждом последующем сечении ( фиг.2) направление смещения полости 2 относительно оси корпуса 1 отличается от предыдущего, а геометрическое место линий, соединяющих в сечениях центры 3 полости 2 и центр тяжести 4 ( при бесконечно -большом количестве сече.нйй ) представляет собой винтовую поверхность.
Оправка работает следующим образом.
При воздействии рабочей среды в оправке возникают изгибающие усилия, направленные вдоль линий, соединяю8щих центры тяжести 4 с центрами 3 полости 2. Но так как геометрическое место этих линий представляет собой винтовую поверхность, изгибающие усилия также распределяются вдоль корпуса 1по винтовой линии. Под действием этих усилий центры кривизны изгибов находятся в противоположном относительно направления смещения полости 2положении. В рабочем состоянии ( при воздействии рабочей среды ) ее поперечный габаритный размер увеличивается за счет общей винтовой деформации прямолинейного корпуса 1, причем эта деформация носит равномерный по длин характер, а величина деформации про порциональна приложенному давлению. Таким образом, при предварительной посадке на рабочую часть оправки тре буемой детали она оказывается равномер но зажатой по всей длине за счет выбора оправкой посадочного зазора с усилием, пропорциональным внутреннему давлению рабочей среды. Если оправку прошлифовать при опр деленной степени-деформации (при воз 4 действии определенной величиной давления; , она будет обладать высокими центрирующими свойствами, причем по всей своей длине. Герметичность же и величина усилия зажима, обеспечиваемые конструктивно,могут достигать, практически любых требуемых значений. Эффект от внедрения заключается в повышении точности центрирования. Формула изобретения Разжимная оправка, в корпусе которой выполнена полость, образующая тонкостенные участки и заполненная рабочей средой, отличающаяс я тем, что, с целью повышения точности центрирования, полость выполнена по винтовой линии,образуя разностенные в любом поперечном сечении участки профиля. Источники информации, принятые во внимание при экспертизе I. Ансеров М.А. Приспособления для токарных и круглошлифовальных станков. Л., 1953, с. 195-196, рис. 177.
