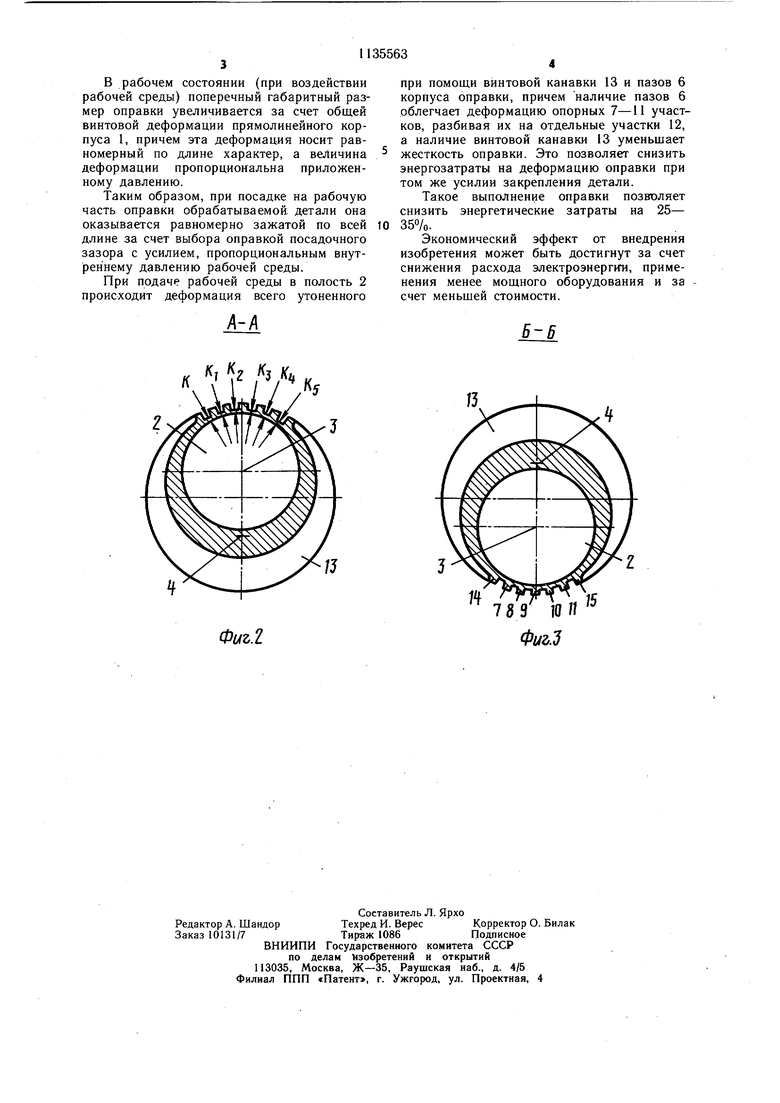
Изобретение относится к металлообработке и может быть использовано при закреплении деталей на токарных, круглощлифовальных станках, а также в различных приспособлениях на металлообрабатывающих станках, например фрезерных, при обработке пазов на внешней поверхности фланцевых соединений. По основному авт. св. № 1046035 известна разжимная оправка, содержаШ,ая корпус, в котором выполнена по винтовой ли-Ю НИИ полость, образуюшая разностенные в любом поперечном сечении участки профиля, причем полость соединена с источНИКОМ рабочей среды, подаваемой в нее под давлением, а на внешней поверхности.. оправки соосно винтовой полости выполнены пазы, образующие равностенные перемычки с полостью оправки 1. Недостатком известной оправки являются большие энергетические затраты, на-jo правленные на ее деформацию при переходе в рабочее положение при закреплении детали. Цель изобретения - снижение энергозатрат при закреплении детали. Цель достигается тем, что в разжим-25 ной оправке на внешней поверхности оправки выполнены дополнительные пазы, расположенные параллельно осевой линии, и винтовая канавка, размещенная между витками винтовой полости. Такое выполнение снижает энергозатраты при закреплении детали. На фиг. 1 представлена предлагаемая оправка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Оправка состоит из корпуса 1, в котором выполнена по винтовой линии полость 2, образующа-я разностенные в любом попеперечном сечении участки профиля. Полость 2 заполнена рабочей средой, напри-40 мер маслом, и соединена с источником давления (не показан). В каждом последуюшем сечении (фиг. 2 и 3) направление смещения полости 2 относительно оси корпуса 1 отличается от предыдущего, а геометрическое место линий, соединяющих ..в сечениях центры 3-полости 2 и центры 4 тяжести (при бесконечно больщом количестве сечений), представляет собой винтовую поверхность. На внещней поверхности корпуса 1 оп-50 равки соосно следу центровой линии 3 полости 2 выполнены пазы 5, расположенные друг от друга, например, на равном расстоянии и образующие с полостью 2 равностенные перемычки К KI K5) что обеспечивает прогиб уточненной внешней55 поверхности корпуса оправки при ее взаимодействии с внутренней поверхностью обрабатываемой детали. 11355 3 Шаг винтовой линии 3 полости 2 выбирают из расчета, что на ширине закрепляемой детали винтовая линия делает полный оборот, что соответствует оптимальному ва рианту крепления детали на оправке и ее центрированию. Величина перемычек К выбирается либо расчетным путем, либо опытным из расчета обеспечения равномерной деформации ослабленного участка внешней поверхности оправки, расположенного над полостью 2, и обеспечения его максимальной плошади, взаимодействующей с внутренней поверхностью закрепленной детали. На внешней поверхности корпуса 1 выполнены дополнительные пазы 6; расположенные параллельно осевой линии оправки, пересекающие опорные участки 7-И внешней поверхности оправки и разбивающие опорные участки на отдельные участки 12, что облегчает деформацию опорных участков 7-11 относительно друг друга при переходе оправки в рабочее положение, так как опорные участки известной оправки представляют собой своеобразные ребра жесткости, на деформацию которых требуются дополнительные энергозатраты, Дополнительные пазы 6 выполняются на глубину пазов и шириной 2-3 мм (ширина режущего инструмента, например, дисковая фреза). По окружности оправки дополнительные пазы 6 располагаются равномерно, что обеспечивает равномерную деформацию корпуса 1 оправки, количество которых может быть определено как опытным, так и расчетным путем исходя из возможности обеспечения оптимального режи а деформации оправки, Кроме того, на внешней поверхности корпуса 1 оправки в межвитковом пространстве винтовой полости 2 выполнена винтовая канавка 13, уменьшающая жесткость оправки при ее деформации, Канавка 13 расположена между крайними пазами 5, образуя дополнительные опорные участки 14 и 15 внешней поверхности оправки. Глубина канавки 13 выполняется исходя из расчета необходимой жесткости оправки, исключающей ее деформацию при обработке закрепленной детали, Оправка работает следующим образом, При воздействии рабочей среды в оправке возникают изгибающие усилия, направленные вдоль линии, соединяющих центры 4 тяжести с центрами 3 полости 2. Но так как геометрическое место этих линий представляет собой винтовую поверхность, изгибающие усилия также распределяются вдоль корпуса 1 по винтовой линии. Под действием этих усилий центры кривизны изгибов находятся в противоположном относительно направления смещения полости 2 положении.
В рабочем состоянии (при воздействии рабочей среды) поперечный габаритный размер оправки увеличивается за счет общей винтовой деформации прямолинейного корпуса 1, причем эта деформация носит равномерный по длине характер, а величина деформации пропорциональна приложенному давлению.
Таким образом, при посадке на рабочую часть оправки обрабатываемой, детали она оказывается равномерно зажатой по всей длине за счет выбора оправкой посадочного зазора с усилием, пропорциональным внутреннему давлению рабочей среды.
При подаче рабочей среды в полость 2 происходит деформация всего утоненного
при помощи винтовой канавки 13 и пазов 6 корпуса оправки, причем наличие пазов б облегчает деформацию опорных 7-11 участков, разбивая их на отдельные участки 12, а наличие винтовой канавки 13 уменьшает жесткость оправки. Это позволяет снизить энергозатраты на деформацию оправки при том же усилии закрепления детали.
Такое выполнение оправки позволяет снизить энергетические затраты на 25- 35%.
Экономический эффект от внедрения изобретения может быть достигнут за счет снижения расхода электроэнергт1, применения менее мощного оборудования и за счет меньщей стоимости.
6-6
К
%
/5
Фиг.г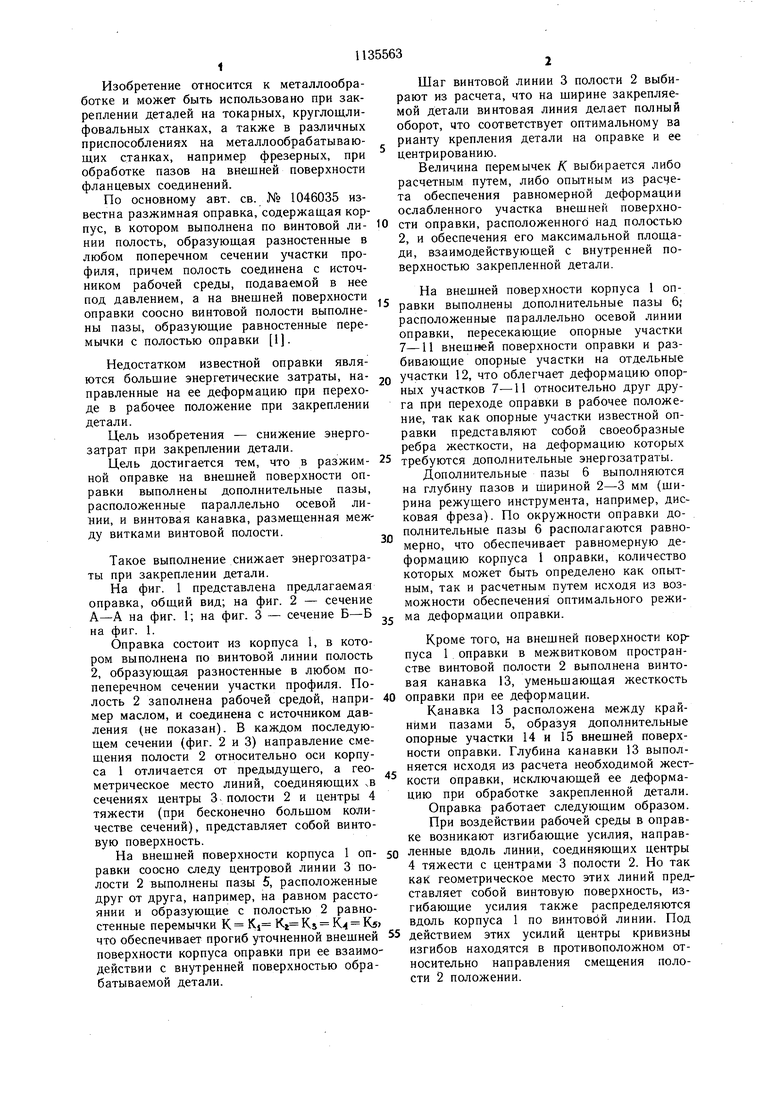
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1982 |
|
SU1046035A2 |
| Разжимная оправка | 1984 |
|
SU1171225A2 |
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Разжимная оправка Диченко | 1990 |
|
SU1787703A1 |
| Разжимная оправка | 1985 |
|
SU1256881A2 |
| Разжимная оправка | 1982 |
|
SU1047608A2 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Разжимная оправка | 1988 |
|
SU1516248A1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| Разжимная оправка | 1990 |
|
SU1773578A1 |
РАЗЖИМНАЯ ОПРАВКА по авт. св. № 1046035, отличающаяся тем, что, с целью снижения энергозатрат при закреплении деталей, на внешней поверхности оправки выполнены дoпoлниteльныe пазы, расположенные параллельно осевой линии, и винтовая канавка, размещенная между витками винтовой полости. i (Л со СП СП О5 Од
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разжимная оправка | 1982 |
|
SU1046035A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
