Изобретение относится к металлообработке, может быть использовано при закреплении деталей на токарных круглошлифовальных станках.
По основному авт.св. № 897410 известна разжимная оправка, содержащая корпус, в котором выполнена по винтовой линии полость, образующая разностенные в любом поперечном . сечении участки профиля, причем полость соединена с источником рабочей среды, подаваемой в нее под 1 давлением Г Недостатком данной оправки явля.ется то, что крепление детали осуществляется по точечной винтовой линии, что приводит к проворачиванию .детали и поломке режущего инструменте..
Цель изобретения - повышение качества закрепления.
Поставленная цель достигается тем, что в оправке на внешней поверхности оправки соосно винтовой полости выполнены пазы, образующие равностенные перемычки с полостью оправки.
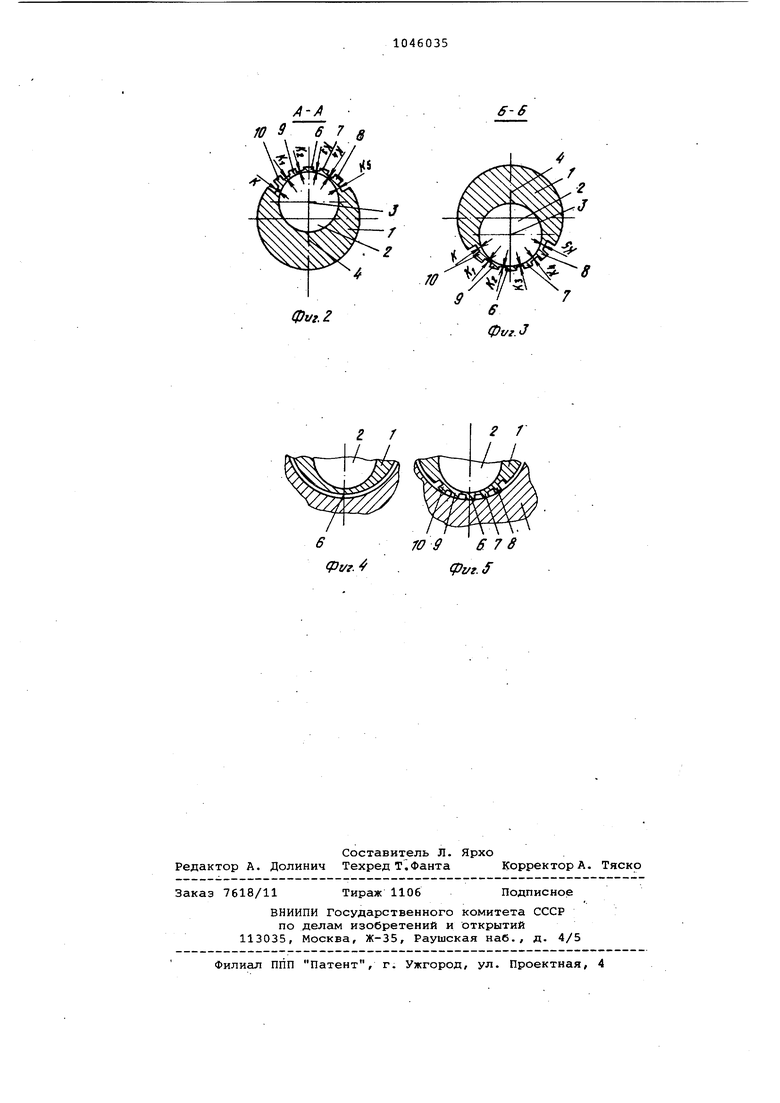
На фиг. 1 представлена оправка, общий .а фиг. 2 - сечение. А-А на фиг. 1,- на фиг. 3 - сечение Б-Б на фиг. 1,- на фиг. 4 - взаимодей-, ствие оправки с обрабатываемой деталью в известном техническом реше- НИИ; на фиг. 5 - то же, по изобретению.
Оправка состоит из корпуса 1, в котором выполнена по винтовой линии полость 2, образующая разностенные в любом поперечном сечении участки профиля. Полость 2 заполнена рабочей средой, например маслом, и соединена- с источником давления (не показано). В каждом последующем сечении (фиг. 2, 3) направление смещения полости 2 относительно оси корпуса 1 отличается от пре дыдущего, а геометрическое место линий, соединяющих в сечениях центры 3 полости 2 и центры тяжести 4 (при бесконечно большом количестве сечений) представляет собой винтовую поверхность.
На внешней поверхности корпуса 1 оправки соосно следу центровой лини центров 3 полости 2 выполнены пазы расположенные друг от друга, например, на равном расстоянии и образующие с полостью 2 равностенные перемычки ., что обеспечивает равномерный прогиб утоненной внешней поверхности корпуса 1 оправки при ее взаимодействии с внутренней поверхностью обрабатываемой детали. .
Шаг Винтовой линии центров 3 полости 2 выбирают из расчета, что на ширине закрепляемой детали винтовая линия делает полный оборот, что
соответствует оптимальному варианту крепления детали на оправке и ее центрированию.
Величина перемычек К выбирается либо расчетным путем, либо опытным из расчета обеспечения равномерной деформации ослабленного участка внешней поверхности оправки, расположенного над полостью 2.
Оправка работает следующим обра,зом.
При воздействии рабочей среды в оправке возникают изгибающие усилия, направленные вдоль линий, .соединяющих центры Тяжести 4 с центрами. 3 полости- 2. Но так как геометрическое место этих линий представляет собой винтовую поверхность, изгибающие усилия также распределяются вдоль корпуса 1 по винтовой линии. Под действием этих усилий центры кривизны изгибов находятся в противоположном относительно направления смещения полости 2 положения.
В рабочем состоянии (при воздействии рабочей среды) поперечный габаритный размер оправки увеличи- . вается за счет общей винтовой деформации прямолинейного корпуса 1, причем эта деформация носит равномерный по длине характер, а -величдна деформации пропорциональная приложенному давлению. Таким образом при посадке нарабочую часть оправки обрабатываемой детали она оказывается равномерно зажатой по всей длине за счет выбора оправкой посадочного зазора с усилием, пропорциональным внутреннему давлению рабочей среды.
Причем при подаче рабочей среды в полость 2 происходит деформация всего утоненного при помощи пазов 5 участка внешней поверхности оправки, т.е. участков 6-10, в отличии от прототипа, у которого происходит деформация только участка б (фиг. 4),.
Обработка опытного образца оправки с наружным диаметром 60 мм и с внутреннейПОЛОСТЬЮ, диаметром 35 мм показывает, что выполнение пазов позволяет повысить усилие закрепле0ния в 3 раза при одной и той же величине давления| абочей среды, что в свою очередь, позволяет увеличить в 1-2 раза (с учетом коэффициента безопасности) скорость обработки
5 детали, установленной на оправке, не опасаясь ее прокручивания и поломки инструмента, например, при фрезеровании наклонных, по отношении -оси оправки, пазов фланцевых соеди0нений.
Технико-экономическая эффективность при применении изобретения заключается в повышении качества 65 закрепления.
фа г. г
6-6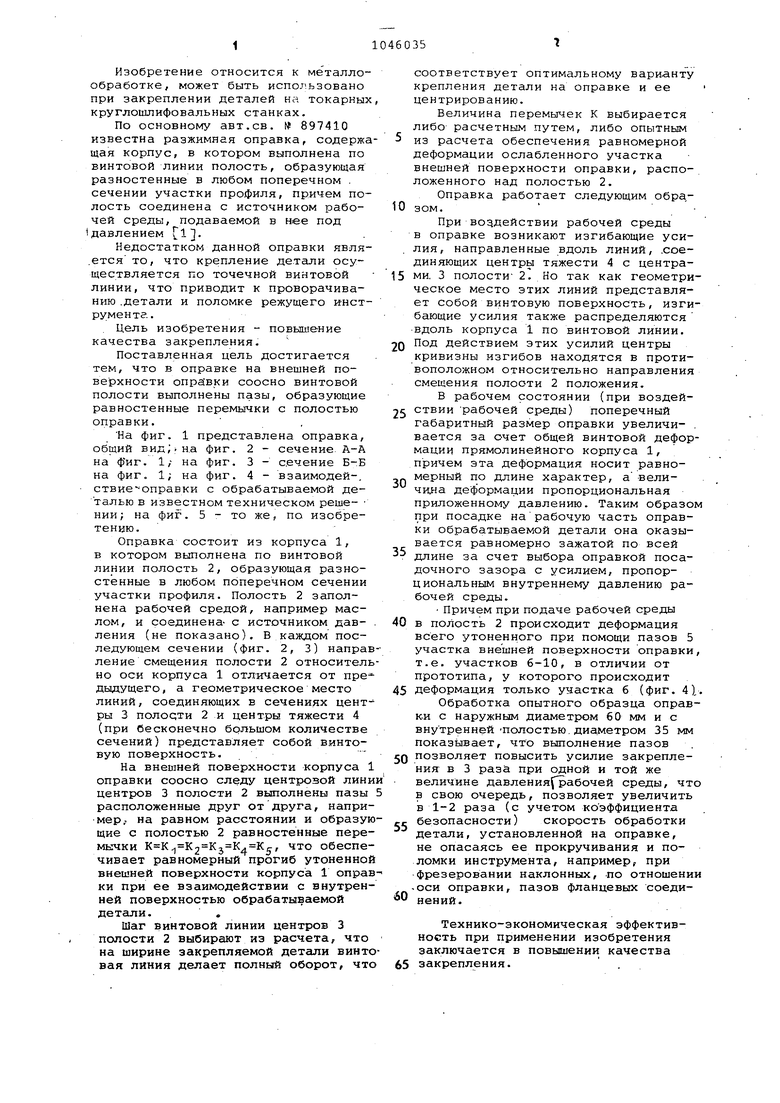
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1983 |
|
SU1135563A2 |
| Разжимная оправка | 1984 |
|
SU1171225A2 |
| Разжимная оправка Диченко | 1990 |
|
SU1787703A1 |
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Разжимная оправка | 1989 |
|
SU1627339A1 |
| Разжимная оправка | 1988 |
|
SU1516248A1 |
| Разжимная оправка | 1985 |
|
SU1256881A2 |
| Разжимная оправка | 1986 |
|
SU1379013A1 |
| Разжимная оправка | 1981 |
|
SU975232A2 |
| Разжимная оправка | 1990 |
|
SU1773578A1 |
РАЗЖИМНАЯ ОПРАВКА по авт. св. №. 897410, отличающ а я с я тем, что, с целью повышения качества закрепления, на внешней поверхности оправки соосно винтовой полости выполнены пазы, образуквдие равностенные перемычки с полостью оправки. Гид 6 7 8 rff 9 ff 7 8 J М (Я О 00 ф1/г. ел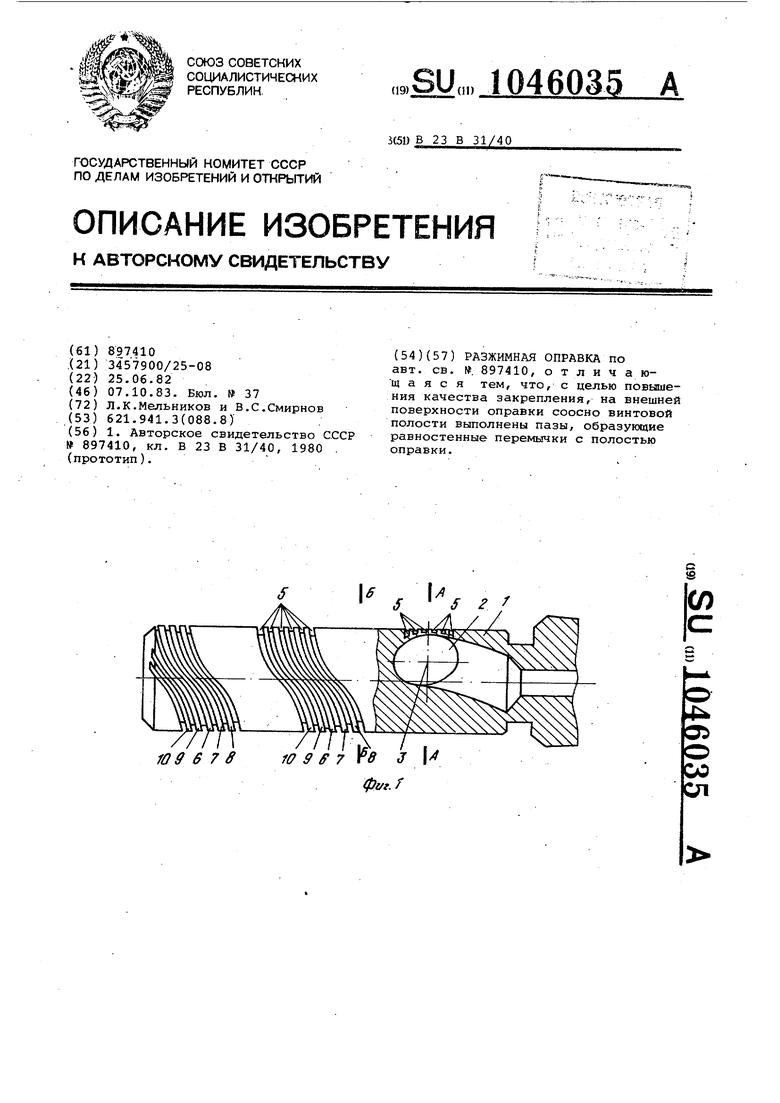
(pt/r . (pvi.f
2 /
109 678
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разжимная оправка | 1980 |
|
SU897410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототип). | |||
