Изобретение относится к станкостроению и может быть использовано для подачи деталей в ориентированном положении в технологическое оборудование различного назначения.
Целью изобретения является повышение надежности в работе и точности фиксации деталей сложной конфигурации путем исключения случаев подачи деталей в неориентированном положении, вызванном проскальзыванием щупа-толкателя по наружной поверхности детали в момент ее поворота.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг, 2 - этап предварительного ориентирования; на фиг. 3-5 -10
Устройство работает следующим образом.
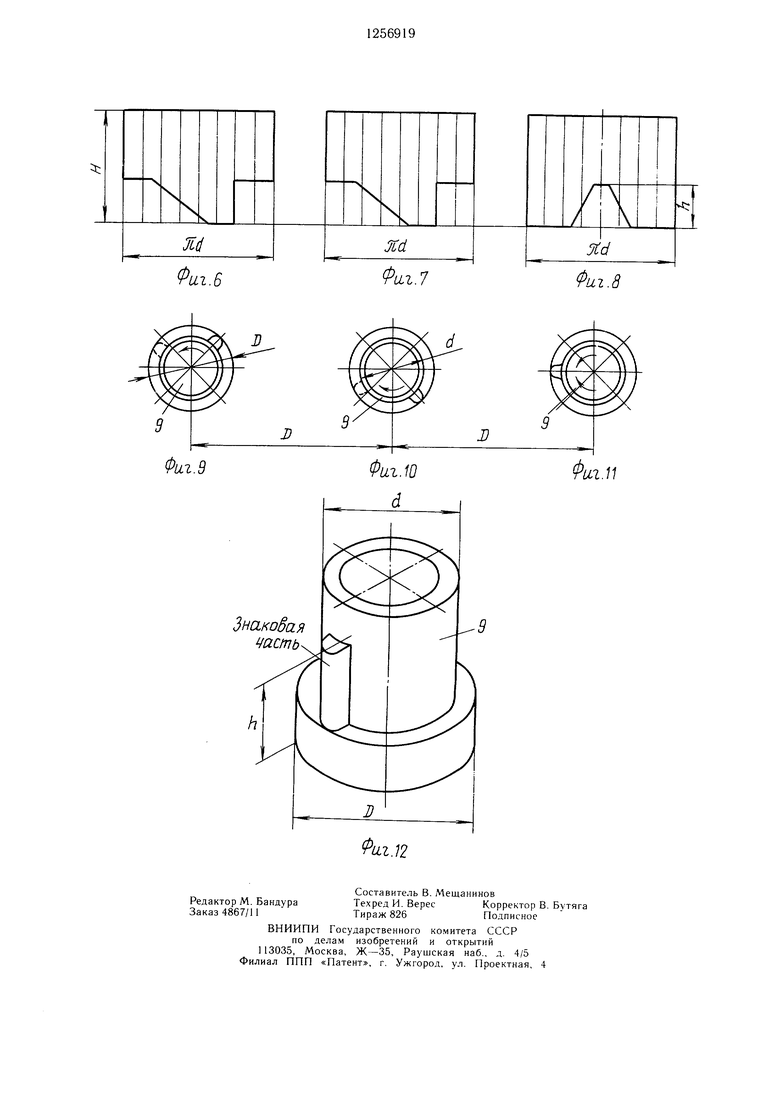
Детали 9 (фиг. 6), поступающие из бункера 2 в подающий лоток 3, перемещаются по нему под действием собственного веса. Попадая между направляющими пластинами 8, детали от взаимодействия с ними своей знаковой частью разворачиваются, занимая одно из четырех вероятных положений I, II, III на фиг. 2. В зоне горизонтальной части подающего лотка 3 детали перемещаются на шаг при помощи механизма шагового перемещения (не показан) под щупы-толкатели 5 и 6. Последние опускаются под, действием привода 7 и скосами своих кулачков, взаимодействующих со знаковой частью деталей, поворачивают их на
рабочие поверхности кулачков щупов-толка- 15 заданный угол. При этом правильно ориентелей; на фиг. 6-8 - схемы разверток
кулачков; на фиг. 9-- 1 1 - схемы этапов
окончательного ориентирования деталей; на фиг. 12 - ориентируемая деталь.
Устройство для ориентации деталей содержит станину 1, вибробункер 2, подающий лоток 3, траверсу 4 с п упами-толкателя- ми 5 и 6, кулачки с односторонним скосом на рабочей поверхности щупов-толкателей бис симметричным скосом на псупе-толкателе 6,
20
тированные детали (фиг. 2 положение III) проходят в зону выдачи, не меняя своего положения.
Неправильно ориентированные детали (фиг. 2 положения I и И) разворачиваются вначале одним из первых щупов-толкателей 5 из положения I в положение II (фиг. 2), а затем третьим щупом-толкателем 6 - из положения II в положение III.
Заняв правильное ориентированное полопривод 7 и направляющие пластины 8, за- 25 жение, детали перемещаются в зону выдачи.
крепленн1 1е на подающем
лотке 3.
и цикл повторяется.
Устройство работает следующим образом.
Детали 9 (фиг. 6), поступающие из бункера 2 в подающий лоток 3, перемещаются по нему под действием собственного веса. Попадая между направляющими пластинами 8, детали от взаимодействия с ними своей знаковой частью разворачиваются, занимая одно из четырех вероятных положений I, II, III на фиг. 2. В зоне горизонтальной части подающего лотка 3 детали перемещаются на шаг при помощи механизма шагового перемещения (не показан) под щупы-толкатели 5 и 6. Последние опускаются под, действием привода 7 и скосами своих кулачков, взаимодействующих со знаковой частью деталей, поворачивают их на
заданный угол. При этом правильно ориен
тированные детали (фиг. 2 положение III) проходят в зону выдачи, не меняя своего положения.
Неправильно ориентированные детали (фиг. 2 положения I и И) разворачиваются вначале одним из первых щупов-толкателей 5 из положения I в положение II (фиг. 2), а затем третьим щупом-толкателем 6 - из положения II в положение III.
Заняв правильное ориентированное положение, детали перемещаются в зону выдачи.
и цикл повторяется.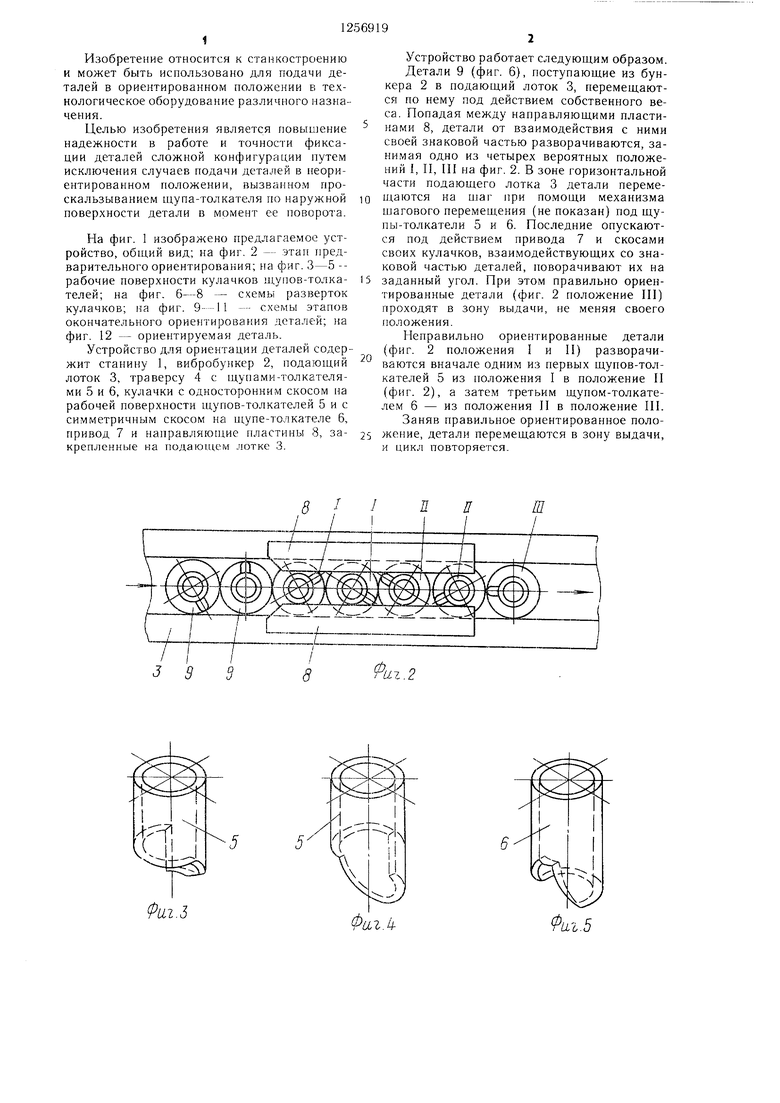
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1986 |
|
SU1414559A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1380904A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| Устройство ориентированной подачидЕТАлЕй | 1979 |
|
SU831469A1 |
| Вибробункер | 1985 |
|
SU1502249A1 |
| Устройство для транспортирования и ориентирования деталей | 1988 |
|
SU1590422A1 |
| Устройство для ориентирования плоских деталей | 1985 |
|
SU1284775A1 |
| Устройство для ориентации плоских деталей | 1985 |
|
SU1344575A1 |
| Автоматический гайковерт | 1973 |
|
SU475251A1 |
| Устройство для захвата и ориентации деталей | 1977 |
|
SU701760A1 |

J Э
аг.З
Фтг.В
аг.7
Фиг.8
Редактор М. Бандура Заказ 4867/11
ВНИИПИ Государствениого комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
LLi.n
Составитель В. Мещанинов
Техред И- ВересКорректор В. Бутяга
Тираж 826Подписное
| Рабинович А | |||
| Н | |||
| Механизация и автоматизация сборочных процессов в машиностроении и приборостроении | |||
| М.: Машиностроение, 1964, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
