Г fl- e j
со
00
о со
о
4::
Изобретение относится к автоматизации технологических процессов и может быть использовано для ориентированной подачи деталей в рабочую зону технологического оборудования.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения ориентирования деталей как меньшим, так и большим диаметром
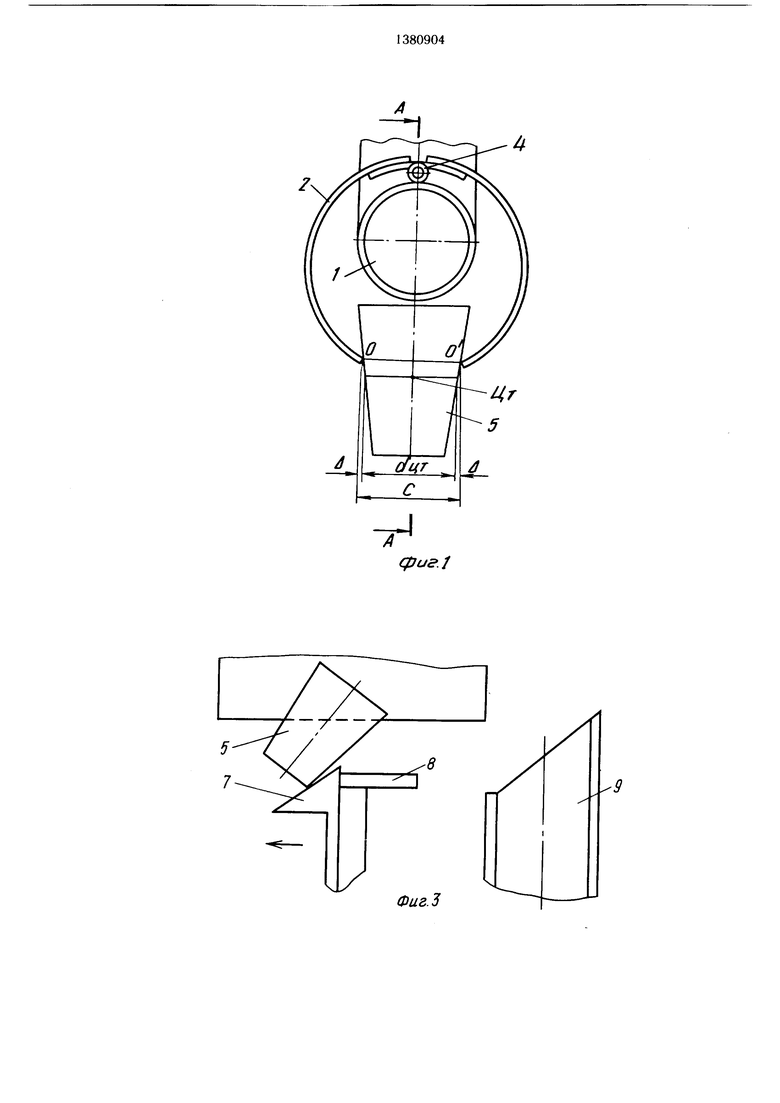
Ориентирующий механизм устанавливается в крайнее левое положение (фиг. 1 Деталь 5 меньшим торцем лежит на горизонтальной планке 8. При движении ориенвперед...
На фиг. 1 изображено предлагаемое тирующего механизма вправо (фиг. 5) де- устройство; на фиг.- 2 - разрез А-А наталь 5 скользит по горизонтальной планке 8,
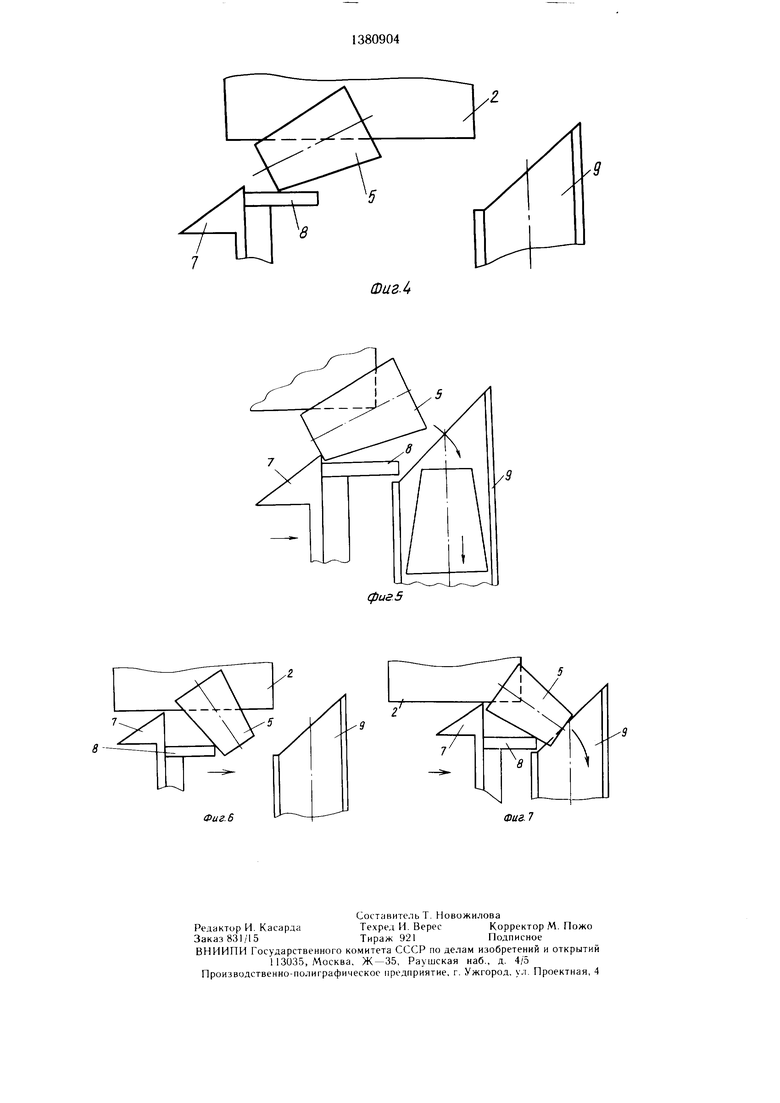
фиг. 1; на фиг. 3-5 - схемы ориентациизатем упирается в вертикальный участок клина 7 и перемещается к лотку 9. При остановке ориентирующего механизма в крайнем 2 правом положении деталь 5 разворачивается большим диаметром к лотку 9 (фиг. 5) и перемещается в него большим диаметром вперед, после чего цикл повторяется.
При ориентации деталей меньшим диаметром вперед, ориентирующий механизм нана фиг. 3-5 - схемы ориентации деталей болыиим диаметром вперед; на фиг. 6 и 7 - схемы ориентации деталей меныпи.м диаметром вперед.
Устройство содержит приемный лоток 1, подающий трубчатый лоток 2 с продольным пазом 3, выполненный разъемным с шарниром 4, позволяющим регулировать ширину продольного паза 3 в зависимости от лиаметра ориентируемы.х деталей 5. Под про- 20 холится в крайнем левом положении. При
дольным пазом 3 установлен ориентирующий механиз. с приводом от силового цилиндра 6, вы11олнен}1ый в виде клина 7, установленного с возможностью регулировочного перемеи1ения в вертикальной плоскости, и горизонтальной планки 8, расположенной ниже верхней кромки скоса клина 7. Для приема сориентированных деталей слу жит лоток 9.
Устройство работает следующим образом.
Детали 5, подлежащие ориентации, поступают поштучно любым торцом по лотку 1 в трубчг|тый, раз11емный лоток 2, регулируемый продольный паз 3 которого настраивается ла счет шарнира 4 на раз.мер С, который выбирается из условия. dui-f2A, где dill лиаметр ориентируемой детали 5, лежащей в плоскости, которая проходит через ее центр тяжести, перпендикулярно оси детали (фиг. 1). Размер А выбирается из условия, что Цт находится ниже оси 00 лежит в плоскости, проходящей через точки контакта детали .5 с лотком 2, и составляет, например 1 - 2 мм. Это позволяет ориентировать детали 5 в пазу трубчатого лотка 2 всегда вертикально, большим диаметром вверх. Для надежной работы устройства отрегулированная ширина паза фиксируется одним из известных способов, например винтом с гайкой.
При необходимости ориентации всех деталей 5 большим диаметром вперед, ориентирующий механизм находится в крайнем
25
движении механизма вправо, он планкой 8 разворачивает деталь вокруг оси О-О (фиг 6). Деталь разворачивается до тех пор, пока торец ее большего диаметра не начинает взаимодействовать с вертикальным участком клина 7 (фиг. 7). После установки ориентирующего механизма в крайнее правое положение, деталь соскальзывает в лоток 9 меньшим диаметром вперед. Ориентирующий механизм возвращается в ,Q исходное положение. Затем цикл повторяется
Формула изобретения
35
40
45
1.Устройство для ориентации деталей типа тел вращения с разными диаметрами торцов, содержащее подающий лоток с продольным пазом и расположенный под ним ориентирующий механизм, выполненный в виде вертикально установленного клина со скосом, расположенным в направлении перемещения деталей, и примыкающей к клину горизонтальной планки, отличающееся тем, что, с целью расширения технологических возможностей, ориентирующий механизм установлен с возможностью возвратно-поступательного перемещения вдоль продольного паза, а горизонтальная планка установлена ниже верхней кромки скоса клина.
2.Устройство по п. 1, отличающееся тем, что клин установлен с возможностью регулировочного перемещения в вертикальной плоскости.
правом положении (фиг. 2). При движении механизма влево (фиг. 3), он скошенной поверхностью клина 7 разворачивает деталь вокруг оси О-О, проходящей через точки контакта стенок паза с образуюш.ей боковой поверхностью детали 5.
Ориентирующий механизм устанавливается в крайнее левое положение (фиг. 1 Деталь 5 меньшим торцем лежит на горизонтальной планке 8. При движении ориен..
движении механизма вправо, он планкой 8 разворачивает деталь вокруг оси О-О (фиг 6). Деталь разворачивается до тех пор, пока торец ее большего диаметра не начинает взаимодействовать с вертикальным участком клина 7 (фиг. 7). После установки ориентирующего механизма в крайнее правое положение, деталь соскальзывает в лоток 9 меньшим диаметром вперед. Ориентирующий механизм возвращается в исходное положение. Затем цикл повторяется
Формула изобретения
5
0
5
1.Устройство для ориентации деталей типа тел вращения с разными диаметрами торцов, содержащее подающий лоток с продольным пазом и расположенный под ним ориентирующий механизм, выполненный в виде вертикально установленного клина со скосом, расположенным в направлении перемещения деталей, и примыкающей к клину горизонтальной планки, отличающееся тем, что, с целью расширения технологических возможностей, ориентирующий механизм установлен с возможностью возвратно-поступательного перемещения вдоль продольного паза, а горизонтальная планка установлена ниже верхней кромки скоса клина.
2.Устройство по п. 1, отличающееся тем, что клин установлен с возможностью регулировочного перемещения в вертикальной плоскости.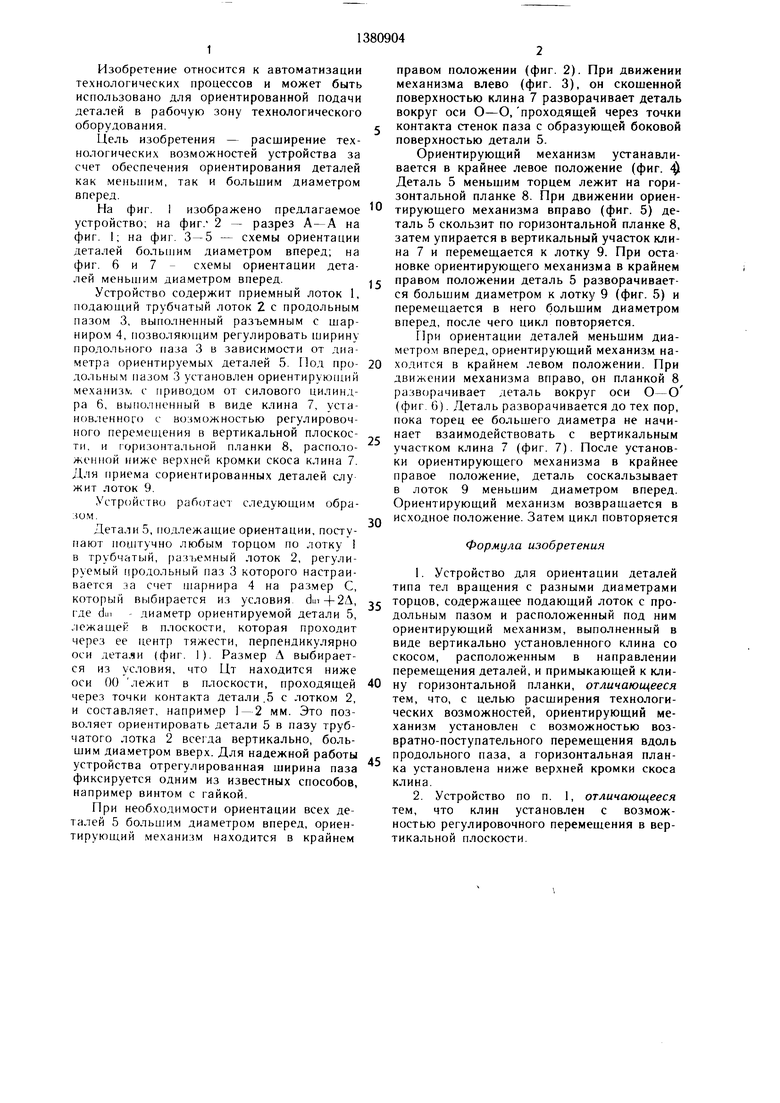
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Ориентирующее устройство | 1990 |
|
SU1745510A1 |
| Вибрационное ориентирующее устройство | 1991 |
|
SU1794627A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Загрузочное устройство | 1985 |
|
SU1423349A1 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
Изобретение относится к автоматизации технологических процессов и может найти применение для ориентированной подачи деталей в рабочую зону технологического оборудования. Цель изобретения рас1пи- рение технологических возможностей устройства за счет обеспечения ориентирования деталей как меньп им. так и большим диаметро.м вперед. Деталь 5 находится в пи1966 ИИ изанайдачи кого с1пи- устовашим ся в вертикальном положении в продольном пазу 3 подающего лотка 2. При необходимости ориентации деталей большим диаметром вперед ориентирующий механизм, выполненный в виде регулируемого по высоте клина 7 и расположенной ниже верхней кромки его скоп енной поверхности горизонтальной планки 8, устанавливается в крайнем правом положении. Цри переме- П1ении влево скос клина 7 разворачивает деталь большим диаметром вперед на горизонтальную планку 8 и вертикальным участком клина проталкивает деталь в лоток 9. При ориентации деталей меньшим диаметром вперед, ориентирующий механизм находится в крайнем левом положении и при перемеп1ении вправо торцом планки 8 развор.ачивает деталь до взаимодействия с вертикальным участком клина. I з. п. ф-лы, 7 ил. (О (Л
(Jjue.l
Фиг.З
Фиг. 6
Фиг. 7
| Гринштейн Я | |||
| Г | |||
| Ш В | |||
| Пинясов др | |||
| Системы питания автоматов в приборостроении, М | |||
| р | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
