1
1256933
га ко
Изобретение относится к С 1 анко- строению и может быть исполыювано в конструкциях ленточно-шлифовальных станков.
Цель изобретения - повышение производительности шлифования путем ав- томатизации процесса смены шлифовальной ленты.
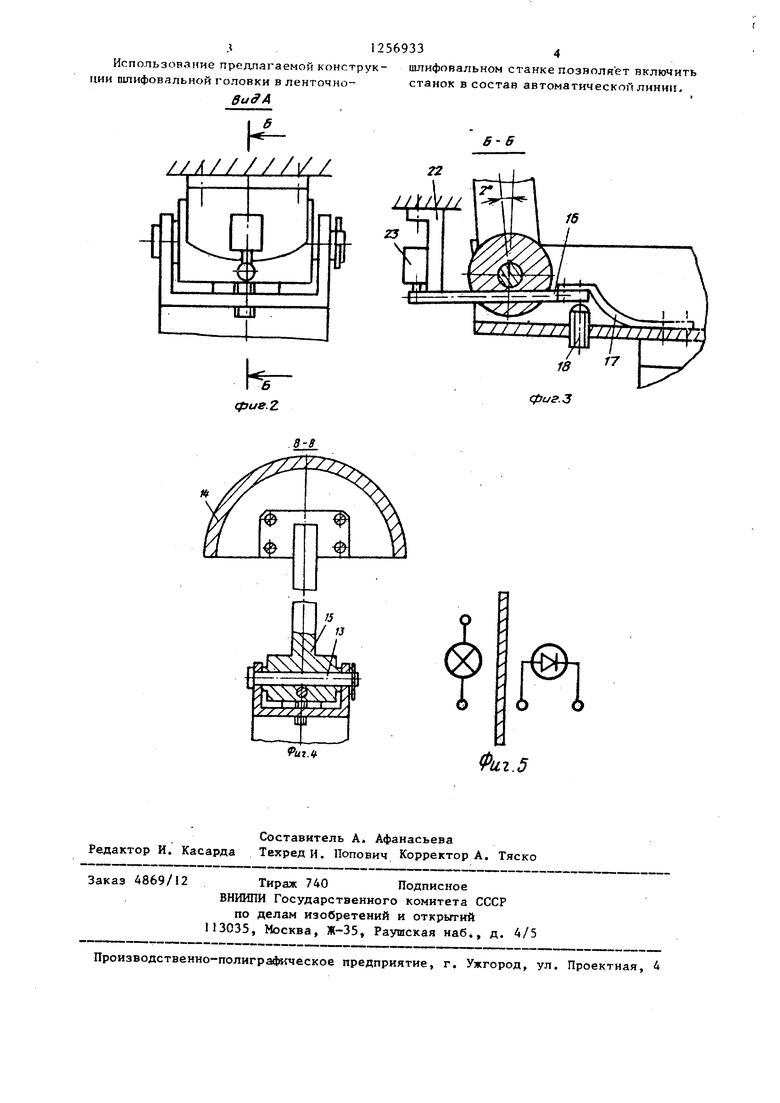
На фиг. I изображена шгифовальная головка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - расположение осветителя и с.ветодиода относительно полотна шлифовальной ленты.
Шлифовальная головка включает натяжной и контактный ролики I и 2, на которых установлена в рабочем положении шлифовальная лента. Положение краев ленты на роликах контролируют фотоэлектронг ые датчики 3.
Осветители и фотоприемники фотоэлектронных датчиков установлены по обе стороны полотна шлифовальной ленты. При наличии ленты на роликах 1 и 2 свеч ОТ осветителей перекрываетс полотном ленты. Натяжной ролик установлен на кронштейне , связанном со штоком цилиндра 5. На кронштейне смонтирован цилиндр 6, установлеиньгй на оси 7. Управление цилиндрами осуществляют распределители 8 и 9 с электроуправле гием.
Поворотиьп магазин шлифовальных лент включает корпус 10, рычаги П, ролики 12. Рычаг П установлен на оси 13, закрепленной в корпусе 10. На рычаге закреплена цилиндрическая направлятащая 14. Во втулке 15 рычага 11 закреплен палец 16, связанный с пружиной 17. Угловое положение рычага 11 регулирует упор 18.
Ролик 12 смонтирован на кронштейне 19, закрепленном на корпусе 10„ Ролик 12 вращается от электродвигателя 20 посредством электромагнитной муфты 21 сцепления. Электродвигатель 20, с установленной на его валу полумуфтой, неподвижно закреплен на станине станка. Вторая полумуфта ус- .тановлена на валу ролика 12.
На станине станка неподвижно закреплен кулачок 22, на котором установлен микропереключатель 23. Профил кулачка выбран таким, чтобы обеспечить наклон рычага на Н(большой угол (2-3°). Поворот магазина в рабочее положение осуществляет шагог ый дви
гатель 24, вал которого закреплен на корпусе 10.
Чпифовальная головка работает сле- д К1ЩИМ образом.
Без остановки вращения ленты на роликах I и 2, от реле времени (на фит. 1 не показано), настроенного на среднюю статистическую стойкость ленты, подается команда на распределитель 9, после чего шток цилиндра 6 перемещается вниз. Ось 7 натяжного ролика при этом наклоняется, в результате чего изношенная лента, вращаясь и перемеш,аясь по роликам I и 2
влево, сходит с роликов и сбрасывается в лентосборник.
При о 1 сутствии ленты на роликах 1 и 2 фотодатчики 3 подают следующие команды: на распределитель 9 и ци линдр 6 для поворота оси 7 в гори- зон-тальное положение; на распределитель 8 и цилиндр 5 для перемещения кронштейна 4 вниз до упора, соответ- ству ощего длине неизношенной ленты;
5 на шаговый двигатель 24 для поворота магазина в рабочее положе.ние. Во время поворота корпуса 10 относительно вертикальной оси двигателя 24 палец 16 наталкивается на профиль кулачка 22, в результате чего рычаг П поворачивается влево вокруг оси 13 на угол 2-3. В конце поворота палец 6 взаимодействуе также с микропереключателем 23, который дает следующие команды: на электромагнитную - муфту 2I для сцепления вала ролика 12 с валом электродвигателя 20, на пуск электродвигателя 20. При этом шлифовальная лет-а, установленная на ролике 12 и направляющей поверхности 14,, вращаясь и перемещаясь влево, входит на ролики 1 и 2.
В момент перекрывания полотном ленты обеих фотодатчиков 3 от них подается команда на распределитель 9 для установки оси 7 в горизонтальное положение и на распределитель 8 для натяжения ленты. При смещении ленты с середины роликов один из фотодатчиков срабатывает и через распреде- литель 9 дается команда на наклон оси 7 для возвращения ленты в среднее положение на роликах.
После oчepeднoJc поворота магази- 55 па палец 16 выходит из контакта с кулачком 22, а пружина 17 возвращает рычаг с направляющей 14 в горизонтальное положе -:ие до упора 8,
0
0
45
.112569334
Использование предлагаемой конструк- шлифовальном станке позволяет включить ПИИ шпифовальной головки вленточно- станок в состав автоматической линии. видА
6-В
22 .
tikzz 5tF
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| Устройство для предотвращения сбега абразивной ленты | 1980 |
|
SU912479A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |

игл
Фиг.5
Составитель А. Афанасьева Редактор И. Касарда Техред и. Попович Корректор А. Тяско
Заказ 4869/12 Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигра4 ческое предприятие, г. Ужгород, ул. Проектная, 4
| БЕСКОНТАКТНОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 0 |
|
SU307887A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
