Изобретение относится к машиностроению и может быть использовано гфи производстве холодильной техники, преимущественно для изготовления шкафов бытовых холодильников с тешюизо- ляцией из пенополиуретана.
Целью изобретения является paciira- рение технологических возможностей формы и повьшхение ее производительно™ сти.
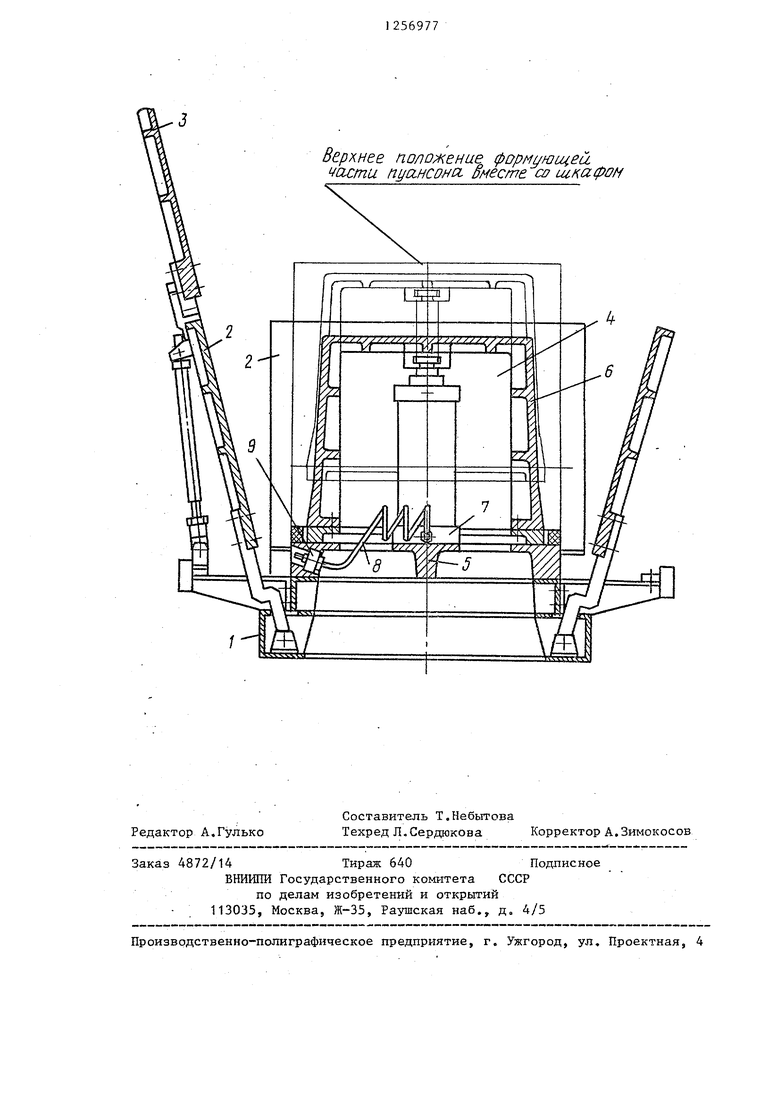
На чертеже изобра кена форма,, общий вид в разрезе.
Форма включает станину 1, на которой шарнирно смонтированы отклоняемые боковые стенки 2, к одной (задней) из которых шарнирно прикреплена к}рьш1ка 3, и пуансон 4. Пуансон 4 выполнен из основания 5 и о о Формующая часть б 4 выполнена подвижной в вертикальном направлении от смонтированного между основанием 5 и формующей частью 6 пуансона силового цилиндра 7. Основание 5 снабжено соединенной с силовглм цилиндром 7 трубопроводом 8 и связанной с систе- oй давления (не показана) полт,п;-1уфтой 9 для фиксации формуюатей части пуансона в верхнем положении. Формующая часть 6 пуансона перемегдается вертикально по направляющим колонкам (не доказаны).
Форма работает следуюгким обрггзом.
Из- открытой форг-гы, которая затем перемещается на позипию загрузки, после снятия готового шкафа холодильнк- 56977
ка
10
5
t5 202530
q,с пуансона 4 к полумуфте .9 подсоединяют полумуфту с гибким шлангом системы давления, например сети сжатого воздуха (не показаны). Формующая часть 6 при этом поднимается вверх до упора относительно основания 5 по направляющим колонка.м (не показаны) , Затем полумуфту системы давления отсоединяют от полумуфты 9 и последняя при этом запирает полость силового цилиндра 7, фиксируя формующую часть 6 в верхнем положении. После этого начинается сборка деталей шкафа и холод1тьного агрегата на пуансоне 4, не останавливая форму на технологические позиции сборки. По окончании сборки к полумуфте 8 подсоединяют полумзфту с глуаштелем (не показаны) и тем самым выпускают сжатый воздух из полости силового цилиндра 7. При этом загруженная формующая часть б опускается вниз в исходное положение. Пуансон 4 с подсобранными деталями гпкафа Холодильника и холодильным агрегатом закрывают в форму, затем осуществляют заливку пенополиуретана и его отверлдз,ение. Цикл повторяется.
Использование описанной формы рас- гаиряет- технологические возможности и удобство сборки, исключает необходимость в остановке формы на технологические позиции сборки, что сводит к минимуму затраты вспомогательного времени в общем цикле выпуска холодильников ,
Верхнее поло; ение ф }рМ1/нзщ,ей пуансо вместе со шкафон
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления полимерных изделий | 1988 |
|
SU1652087A2 |
| Форма для заливки теплоизоляции из вспенивающихся материалов в шкафы холодильников | 1988 |
|
SU1549778A1 |
| СИЛОВОЙ МОДУЛЬ АГРЕГАТА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2448807C1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Форма для изготовления вспененных изделий | 1989 |
|
SU1703484A2 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
Редактор А.Гулько
Составитель Т.Небытова
Техред Л.Сердюкова Корректор А,Зимокосов
Заказ 4872/14Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 910436, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Форма для теплоизоляции шкафов холодильников | 1980 |
|
SU910441A1 |
| Солесос | 1922 |
|
SU29A1 |
