«
Изобретение относится к термической обработке прокатных изделий, в частности к закалке стальных шаров с прокатного нагрева.
Цель изобретения - повышение качества закалки.
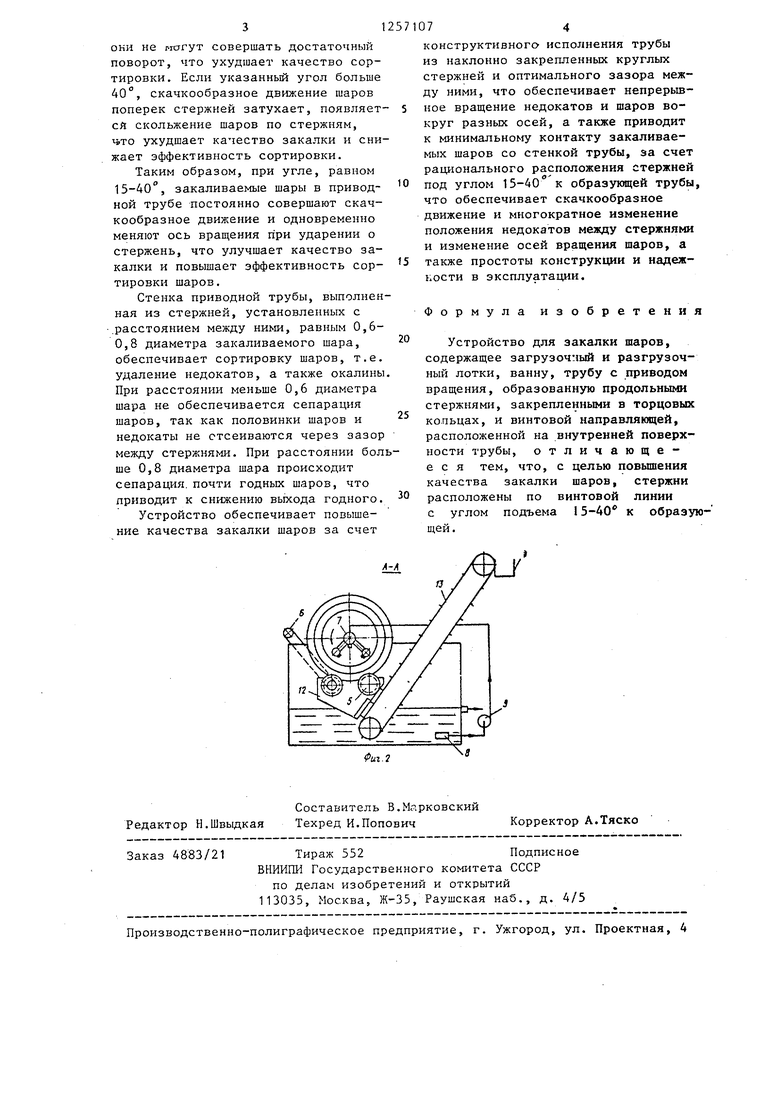
Па фиг. 1 показано устройство, общий вид (система коллекторов подачи охладителя не показана), на фиг. 2 - разрез А-А на фиг. 1.
Устройство для закалки шаров содержит трубу 1, выполненную из продольных стерл ней 2, закрепленных в торцовых кольцах 3 и расположенных по винтовой линии с углом подъема ci равным 15-40 , по отношению к горизонтальной оси трубы, укрепленную на ее внутренней поверхности винтовую направляющую 4, причем труба 1 установлена на катках 5, снабженных приводом б вращения. Система коллекторов 7 подает охладитель на шары через фильтр 8 насосом 9. В ванне 10 под трубой 1 установлены приспособлегню с дырчатым дном для уборки недокатов и окалины и направляюш.ая воронка 12, предназначенная для направления шаров на наклонный конвейер 13. Устройство содержит таклсе лотки 14 и 15 выдачи и загрузки и прокатный стан 16,
Устройство работает следующпм образом.
Прокатанные на стане 16 шары вместе с недокатами по загрузочному лотку 15 скатываются в приводную трубу 1 и попадают на стержгн 2, где каждый шар или недокат катится по двум круглым периодически закрепленным стержням 2, расположе П ым по винтовой линии с углом подъема равным 15-40°, по отношению к оси трубы, при этом стержни 2 установлены с расстоянием между ними а , равным 0,6-0,8 диаметра закаливаемого шара d . При враш,ении приводной трубы 1 на катках 5 приводом 6 шары направляются к выходу винтовыми витками 4, соверп1ая скачкообразное движение по круглым стержням 2 и непрерывно меняя ось своего вра- ш, и при этом со всех сторон равномерно охлаждаясь охладителем из системы коллекторов 7, в которую оххшдитель подается через фильтр 8 насосог-1 9. В процессе охлаждения uja ров в приводной трубе 1 одновременно происходит сепарация, при которо
0
5
недокаты и окалина поступают в приспособление 11 с дьфчатым дном для их удаления. Непрерывное изменение положения (оси вращения) шаров и недокатов происходит за счет угла подъема ci периодически закрепленных круглых стержней 2, который находится в пределах 15-40. Зака- ленные шары через направляющую воронку 12 подаются на наклонный конвейер 13, а через лоток 14 выдачи поступают на отпуск.
Выполнение стенки приводной трубы из периодически закрепленных круглых стержней существенно уменьшает контакт закаливаемых шаров со стенкой трубы, обеспечивает многократное из eнeниe оси вращения шаров и положения недокатов по отношению к стержням, что повышает интенсивность и равномерность охлаждения, способствует ликвидации мягких пятен, а также обеспечивает одновременную сортировку шаров . Шары, совершая скачкообразное движение по стенке трубы (круглым стерлсням) , меняют ось вращения, равномерно охлаждаясь охладителем, подаваемым из системы коллекторов, что способствует улучшению интенсивности и равномерности охлаждения, т.е. повышение качества закалки. ECXH-I недокаты (половинка или больше половины шара) находятся на двух стержнях и не прокаливаются, то при дальнейшем прохолэдении вдоль приводной трубы они меняют свое положение за счет косо расположенных стержней, так как они катятся не по прямой, а по винтовой траектории, многократно поворачиваются, опрокидываются и проваливаются в приспособление дд1я брака.- Стержни установлены с расстоянием между ними равным 0,6-0,8 диа- 5 метра закаливаемого шара, что обеспечивает сортировку шаров.
Указанный угол расположения стержней к образующей трубы обусловлен тем, что если угол меньше 15, то шары, совершая скачкообразное движение поперек стержней, вращаются вокруг одной оси, за счет чего сни- жаетс51 интенсивность и равномерность охлаждения. Кроме того, при угле меньше 15 недокаты, находящиеся на двух стержнях сферической частью вниз, не успевают проваливаться через зазор между стержнями, так как
0
5
0
0
5
3
ОКИ не могут Совершать достаточный поворот, что ухудшает качество сортировки. Если указанный угол больше 40°, скачкообразное движение шаров поперек стержней затухает, появляет ей скольжение шаров по стержням, Ч.ТО ухудшает качество закалки и снижает эффективность сортировки.
Таким образом, при угле, равном 15-40°, закаливаемые шары в приводной трубе постоянно совершают скачкообразное движение и одновременно меняют ось вращения п ри ударении о стержень, что улучшает качество закалки и повышает эффективность сортировки шаров.
Стенка приводной трубы, выполненная из стержней, установленных с .расстоянием между ними, равным 0,6- 0,8 диаметра закаливаемого шара, обеспечивает сортировку шаров, т.е. удаление недокатов, а также окалины При расстоянии меньше 0,6 диаметра шара не обеспечивается сепарация шаров, так как половинки шаров и недокаты не отсеиваются через зазор между стержнями. При расстоянии болше 0,8 диаметра шара происходит сепарация, почти годных шаров, что приводит к снижению вьУхода годного
Устройство обеспечивает повышение качества закалки шаров за счет
10
15
7
5
20
5
0
1074
конструктивного исполнения трубы из наклонно закрепленных круглых стержней и оптимального зазора между ними, что обеспечивает непрерьш- ное вращение недокатов и шаров вокруг разных осей, а также приводит к минимальному контакту закаливаемых шаров со стенкой трубы, за счет рационального расположения стержней под углом 15-40° к образующей трубы, что обеспечивает скачкообразное движение и многократное изменение положения недокатов между стержнями и изменение осей вращения шаров, а также простоты конструкции и надежности в эксплуатации.
Формула изобретения
Устройство для закалки шаров, содержащее загрузочный и разгрузочный лотки, ванну, трубу с приводом вращения, образованную продольными стержнями, закрепленными в торцовых кольцах, и винтовой направляющей, расположенной на внутренней поверхности трубы, отличающееся тем, что, с целью повьшения качества закалки шаров, стержни расположены по винтовой линии с углом подъема I5-40 к образующей.
Фиг.7
8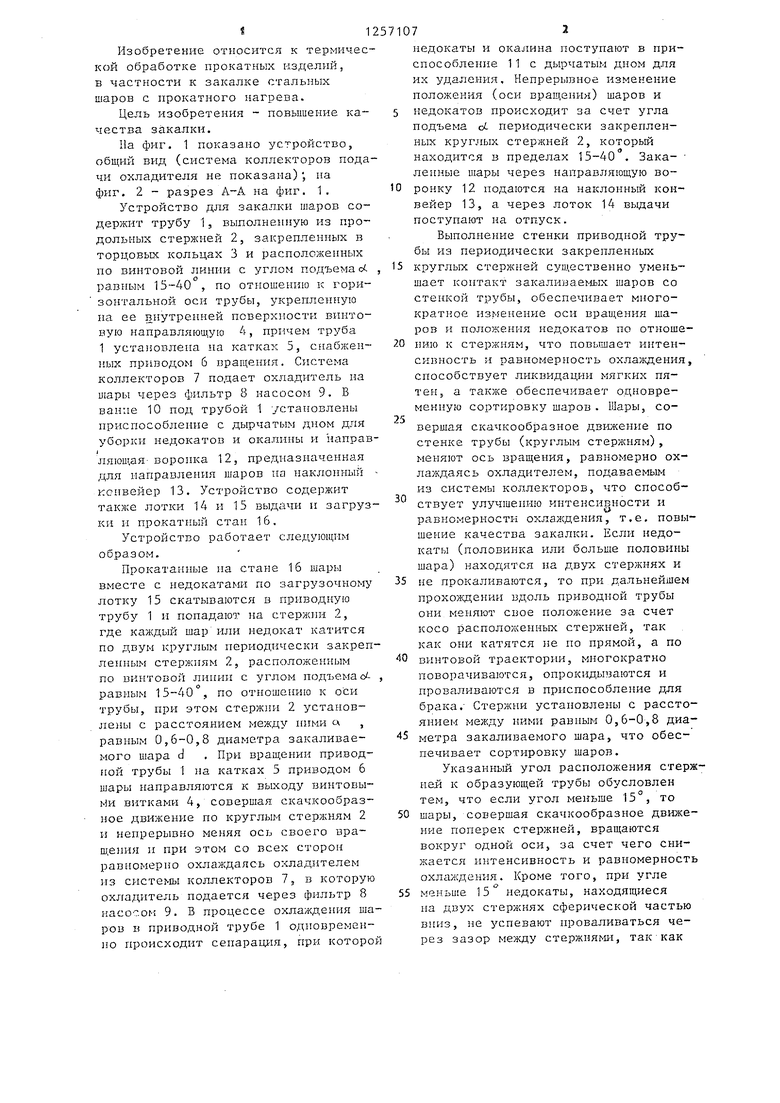
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки изделий | 1980 |
|
SU1006504A1 |
| Установка для закалки шаров | 1983 |
|
SU1201333A1 |
| Устройство для сортировки шаров | 1984 |
|
SU1227265A1 |
| Устройство для закалки шаров | 1989 |
|
SU1786142A1 |
| Устройство для охлаждения шаров | 1982 |
|
SU1057558A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШАРОВ | 2011 |
|
RU2455369C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ШАРОВ | 1999 |
|
RU2210606C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ШАРОВ С ПРОКАТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102505C1 |
| Устройство для термической обработки длинномерных прокатных изделий круглого сечения | 1991 |
|
SU1792986A1 |
| ЗАКАЛОЧНЫЙ КОНВЕЙЕР ДЛЯ ПОМОЛЬНЫХ ШАРОВ | 1972 |
|
SU326230A1 |
Изобретение касается термической обработки стальных шаров с прокатного нагрева. Цель изобретения состоит в улучшении качества закалки и сортировки шаров за счет выполнения трубы из круглых стержней, расположенных под углом 15-40 к ее продольной оси. Установка содержит загрузочньй 15 и разгрузочный лотки, ванну 10 и приводную трубу 1 с внутренней винтовой направляющей 4. 2 ил. § сл с Фи2.1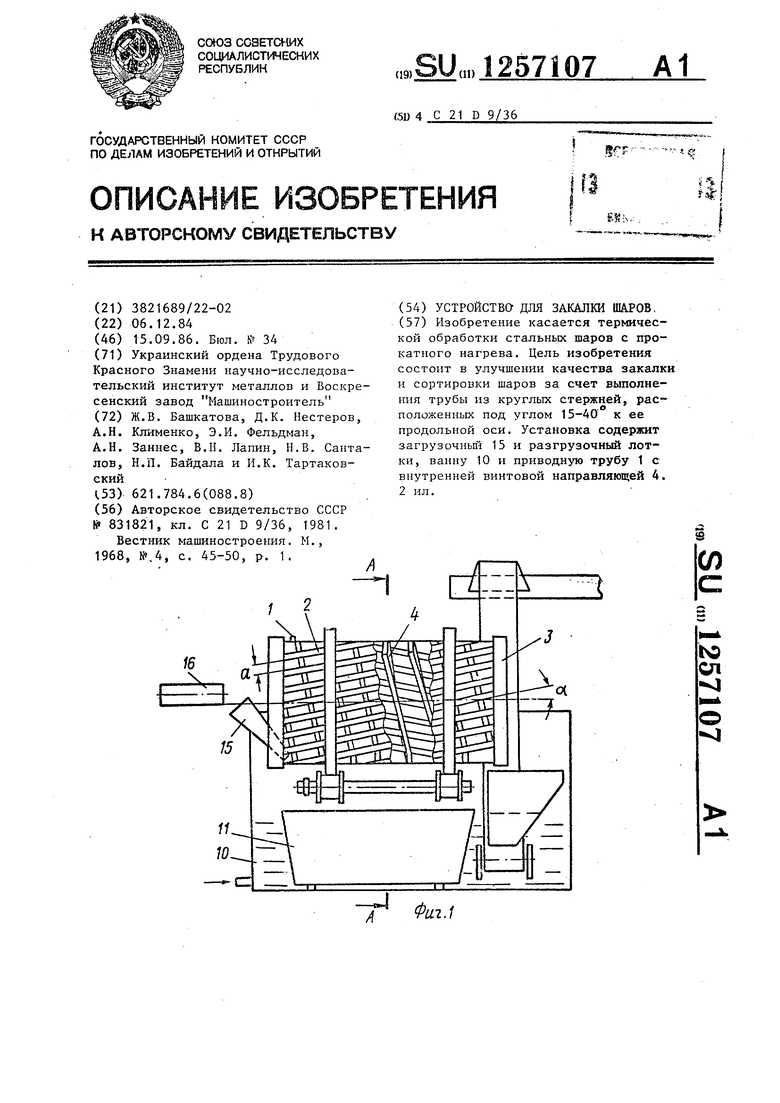
Редактор Н.Швыдкая
Составитель В.Марковский Техред И.Попович
4883/21
Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Устройство для закалки деталей | 1977 |
|
SU831821A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Вестник машиностроения | |||
| М., 1968, №,4, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
