Изобретение относится к металлур- гин, в частиости к способам изготовления арматурной проволоки для желе- зобетонньпс конструкций.
Цель изобретения иовышепие прочиостгЧых свойств при сохранении пластических характеристик,
Сиособ осуще ствляют следующим образом.
Проволоку после горячей прокат.ки охлажда от со скоростью 1000-1600 С/с до 500 650°С, сматывают в моток и окончательно охлаждают иогрулсением БИТКОВ формируемого мотка в охлаждающую среду, а затем осуществляют отпуск. Иосле отиуска арматурная проволока может подвергаться профилированию. Перед профилированием может осуществляться волочезпте со степепью 5-25%. В первом и во втором случаях после профилирования проводят допол- нительньи отпуск при 200 |00°С.
Охлалсдевие проволоки со -скоростью 1000-1 бО 0°С/с до 500-650 С приводит к образова П1Ю мартенсита в поверх- ностпом слое и ei o кратковременному самоотпуску за счет тепла аустенит- ой сердцевииы, что облегчает смотку прово локи в мотки. Последующее . norpjrjKeinie витков проволоки в охлаждающую среду приводит к образованию мартепсита в сердцевине,
О слаждение до 500-650 С со скоростью менее не исключает для ряда сталей распад аустенита по дифч1 узионпому механизму. Это сн1шает прочность стали. Охлаждение до 500- -б50°С/с со скоростью более нецелесообразно5 так как влечет веоп- равдаипый расход охладителя.
. Ускоренное охлаждение произво- дят до 500-650 С, поскольку охлалзде- ние ниже 500°С значительно увеличива- ет мартенситную структуру в поверх- ностпог-4 слое проволоки, что затрудняет ее смотку в моток. Ускоренное Охлаждение до температур вьвпе приводит к образованию неравномерного (по толщине) слоя мартенситпой структуры по периметру профиля проволоки.
5.
5
0
5 Q
S 0
Отпуск мотков арматурной проволоки проводят при температуре, определяемой требуемой прочностью (300-550 с) .
Г1рофш1ирование проволоки осуществляют по принятой на метизных заводах технологии.
Холодное волочение производят со степенью деформации 5-25%.
При степени деформации менее 5% не обеспечивается высокая точность геометрических размеров проволоки.
Обжатие с деформацией более 25% технически и технологически- нецелесообразно,
Отнуск холодноволоченпой проволоки после профилирования проводят при ; 200™400°С. Отпуск ниже 200°С не приводит к тp.eбyeмo ry иовЫпению пластических свойств, а отпуск выше 400 С приводит к су1цестве1июму разупрочнеЬ ИЮ .
П р и е р , После прокатки арма- проволоку из стали 20 ГС диаметром 6,5 мм ускорению охлаждали - перед смоткой в мотки со следующими скоростям- :
до температур 500, 550 и 650°С (режим 1-3);
1200°С/с до температур 500, 550, 600 и 6 50°С (режим 4-7);
1600 С/с до температур 500, 550 и 650°С (режим 8-10).
Затем литки арматурной проволоки окончательно охлаждали в баке с водой.
После охлаждения арматурную проволоку подвергали отпуску при в течеЕше 1,5ч.
При осуществлепш ускоренного охлаж - дения до 500-600 С арматурной проволоки из стали 20ГС (в соответствии с технологией но извecтпo г/ способу) был получен следуюирп комплекс меха6р 1000-1360 МПа; осуществлении ох- лалвдепия и отпуска по предлагаемому способу: eg 1500-1850 Ш1а; S 8,0- 15,0%, Проволоку, обработанную по решшам 1-10, подвергали профилированию.
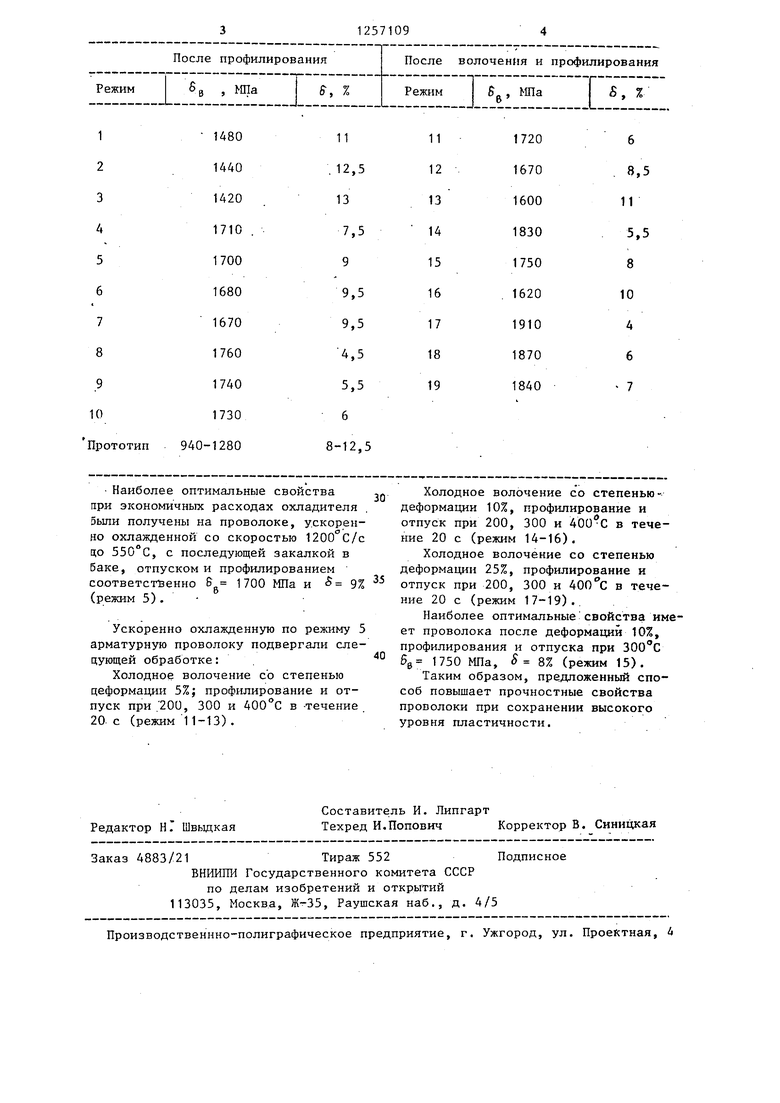
Механические свойства профилированной проволоки (режимы 1- 10) приведены в таблице.
пических. свойств; S 12,0-15,5%; при
Наиболее оптимальные свойства
при эконоьгачных расходах охладителя РЫЛИ получены на проволоке, ускоренно охлажденной со скоростью но 550°С, с последующей закалкой в баке, отпуском и профилированием соответсттзенно & 1700 МПа и 9% (режим 5),
Ускоренно охлажденную по режиму 5 арматурную проволоку подвергали сле- цующей обработке:
Холодное волочение со степенью деформации 5%; профилирование и отпуск при . 200, 300 и в -течение. 20 с (режим 11-13).
Редактор НГ Швьщкая
Составитель И. Липгарт
Техред И.Попович Корректор В. Синицкая
Заказ 4883/21Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственнно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Холодное волочение со степенью- деформации 10%, профилирование и отпуск при 200, 300 и в течение 20 с (режим 14-16).
Холодное волочение со степенью деформации 257„, профилирование и отпуск при 200, 300 и в течение 20 с (режим 17-19)..
Наиболее оптимальные свойства имеет проволока после деформации 10%, профилирования и отпуска при ЗОО С 6д 1750 МПа, 8% (режим 15).
Таким образом, предложенный способ повышает прочностные свойства проволоки при сохранении высокого уровня пластичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2034049C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1978 |
|
SU724584A1 |
| Способ изготовления термоупрочненной арматурной стали в мотках | 1990 |
|
SU1770386A1 |
| Способ обработки катанки | 1982 |
|
SU1057562A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОЙ АРМАТУРНОЙ СТАЛИ В МОТКАХ | 1993 |
|
RU2051183C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ ИЗ КОРРОЗИОННО-СТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 1992 |
|
RU2040554C1 |
| Способ производства бунтового проката | 1989 |
|
SU1691407A1 |
| Способ термической обработки прокатных изделий | 1983 |
|
SU1135777A1 |
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1984 |
|
SU1222690A1 |
| РЖ Металлургия, 1978, № 7, реферат 7И681П | |||
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1978 |
|
SU724584A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
