Изобретение относится к обработке металлов давлением и может быть использовано для изготовления велосипедных шатунов и им подобных деталей
Цель изобретения - снижение трудо- емкости, повьшение стойкости инструмента и улучшение качества деталей.
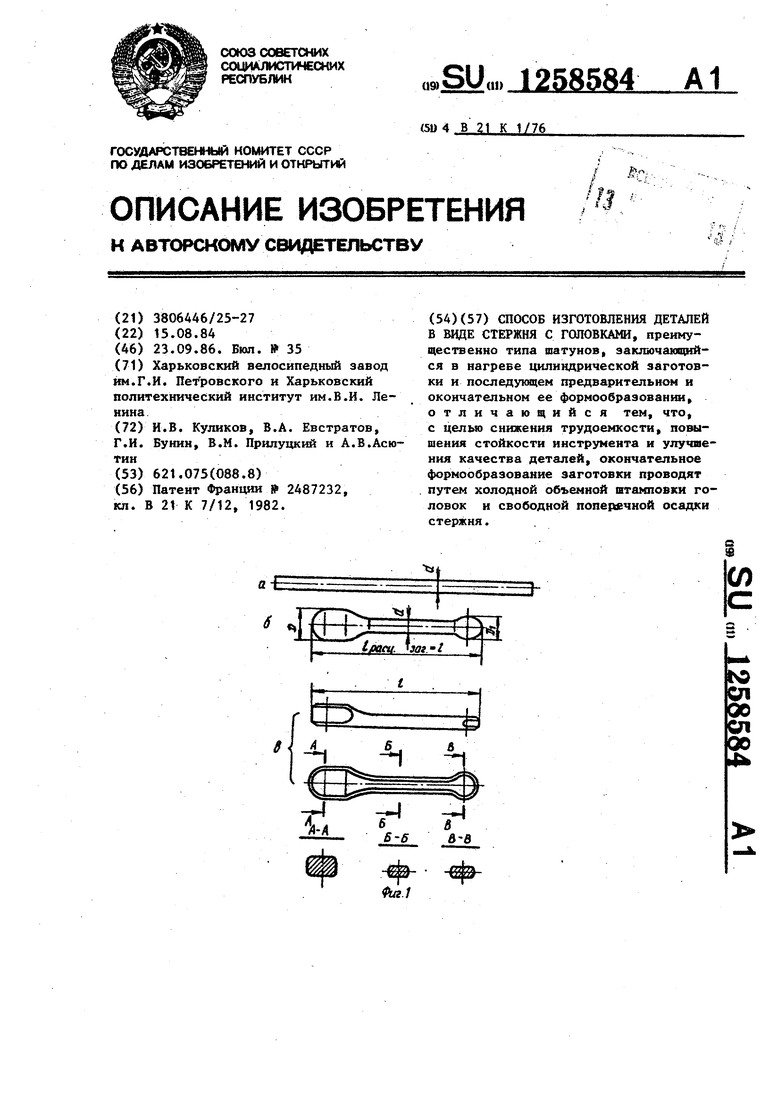
На фиг. 1 показаны переходы, обеспечивающие получение велосипедного шатуна путем отрезки исходной заго- товки (а), формообразования промежуточной заготовки (б) и окончательного формообразования путем холодной объемной формовки головок и свободной осадки стержня (в); на фиг. 2 - схема окончательного формообразования поковки шатуна в начале (а) и в конце (б) процесса и план низа с отштампованным шатуном (в).
Способ изготовления шатунов осу- ществляетея следующим образом.
Исходную заготовку (фиг. 1а) получают отрезкой во втулочном штампе. Затем исходную заготовку нагревают и двухсторонней высадкой в штампе по- лзгчают промежуточную заготовку, форма и размеры которой максимально приближены к расчетной заготовке (фиг.1&Х Промежуточную заготовку (фиг. lS) можно тагасе получить поперечно-клино- вой прокаткой. Окончательное формообразование поковки шатуна осуществляют холодной объемной формовкой головок и свободной поперечной осадкой стержня (фиг. 16). Согласно такому способу формообразования поковки шатуна на различных участках заготовки имеют место различные схемы деформаций: в области головок - объемное деформированное состояние, а на стержневой части - плоское деформированное состояние i
Комбинирование различных механических схем дефбрмаций на различных участках деформируемой заготовки при окончательном формообразовании поковки шатуна позволяет уменьшить деформирующее усилие и. нагфяжения, дейст- вуюпще на штамп, а также избежать образования торцового заусенца по периметру шатуна, поскольку полость штампа при окончательном формообразовании поковки шатуна замыкается неполностью.
На переходных участках А В, CD заготовки и на стержневой части &с течение металла на боковых поверхностях не ограничивается (фиг. 2в). Поэтому избыточный объем металла, обусловленный погрешностью изготовления промежуточной за готовки или погрешностью наладки штампа, при объемной формовке головок шатуна может вытесняться в переходные участки А& и CD (фиг.2В). Колебание объема исходных заготовок составляет 1-2%, поэтому размеры и форма боковых поверхностей на упомянутых участках шатуна изменяются незначительно и не ухудшаются ни его внешний вид, ни качество деталей. Эксплуатационные же характеристики шатуна значительно улучшаются, что обусловлено увеличением предела прочности и предела текучести в процессе холодной пластической деформации.
Пример . Шатун дорожного велосипеда изготавливают следующим образом. От прутка стали 45 диаметром 15 мм отрезают заготовку дпиной 260 мм (фиг. tq). Концы исходной заготовки на длине 110 мм и 40 мм нагревают до температуры штамповки стали 1200°С. Двухсторонней высадкой получают промежуто чную заготовку (фиг. lS), степень деформации при высадке большой и малой головок сое-, тавляет соответственно 0,53 и 0,20. Затем производят окончательное формообразование поковки шатуна, при этом степень холодной деформации малой и большой головок составляет соответственно 0,42 и 0,27, а для стержневой части 0,27.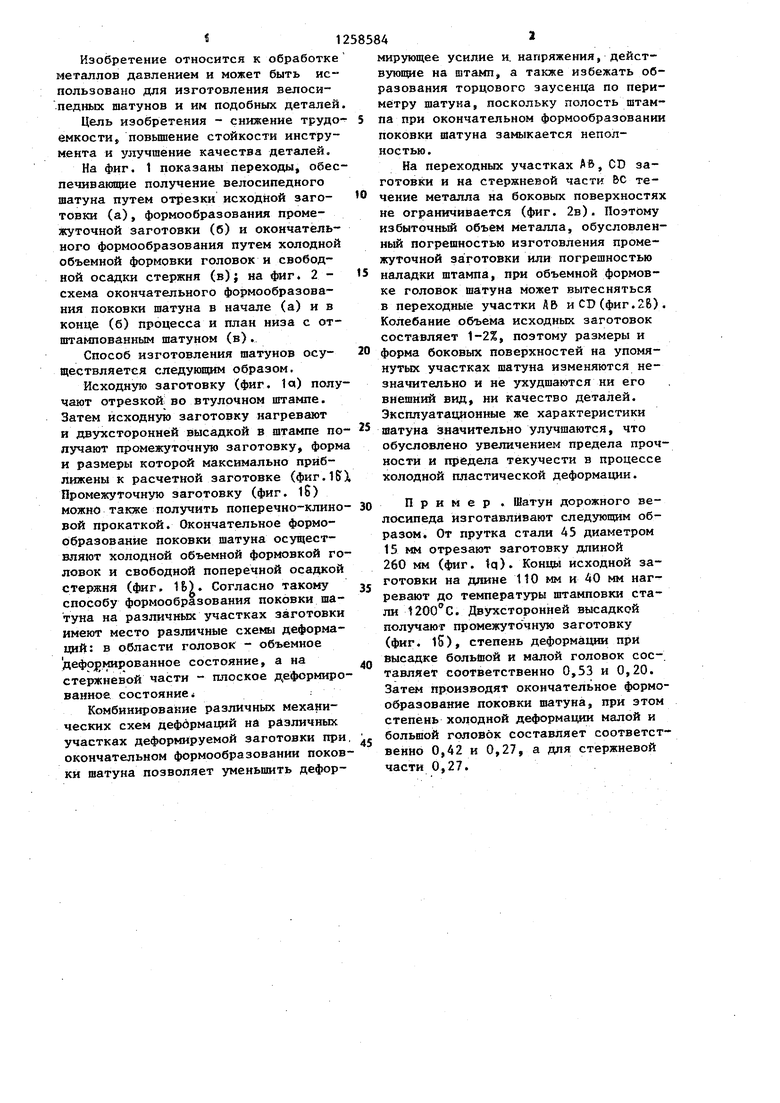
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| Способ штамповки поковок шатунов | 1983 |
|
SU1201035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
Редактор О. Бугир
Составитель В. Бещеков
Техред М.Моргентал Корректор, А. Тяско
Заказ 5066/13Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
| СПОСОБ БЕСШТАНГОВОЙ ПЕРЕКАЧКИ ЖИДКОСТИ И УСТРОЙСТВО БЕСШТАНГОВОЙ ПЕРЕКАЧКИ ЖИДКОСТИ | 2011 |
|
RU2487232C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
