Изобретение относится к обработк .металлов резанием, преимущественно к средствам диагностики состояния режущего инструмента, и может найти применение для оценки состояния режущего инструмента при создании гибкого автоматизированного производств
Цель изобретения - повышение точности оценки износа и быстродействи за счет дополнительного контроля параметров процесса, обусловленных характером срезаемой стружки.
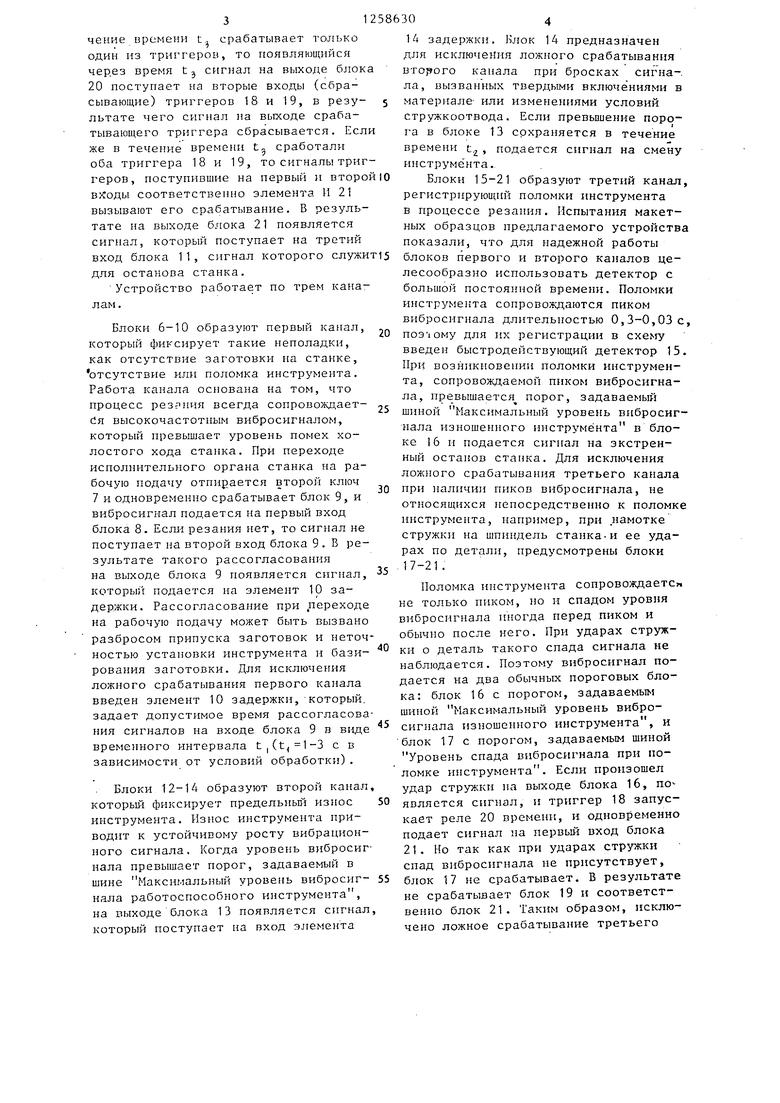
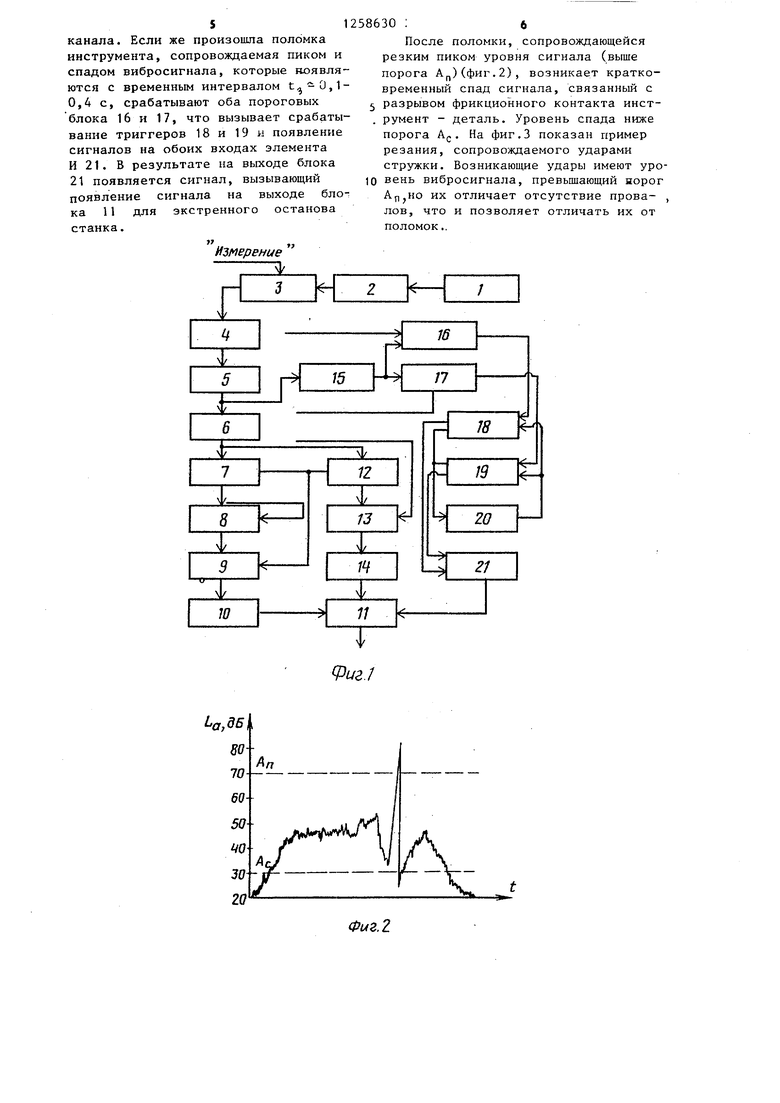
На фиг.1 изображена блок-схема устройства для обнаружения поломок и износа инструментов на металлорежущих станках; на фиг.2 - пример изменения уровня (Lq) вибросигнала во времени (t), при поломке инструмета; на фиг.3 - то же, при ударах стружки, намотавшейся на шпиндель.
Устройство состоит из пьезоэлектрического акселерометра 1, электрический сигнал с которого усиливаетс в первом усилителе 2 и поступает на информационный вход нормально разомнутого первого ключа 3, управляющий вход которого соединен с шиной Измрение. При появлении управляющего сигнала в этой шине вибросигнал блока 2 передается во второй усилитель 7ц где он окончательно усиливается, и затем поступает на вход фильтра 5 высокой частоты, который пропускает вибросигнал в частотном диапазоне свыше 10 кГц на вход детектора 6, с выхода которого сигнал поступает на информационный вход нормально разомнутого второго ключа 7, управляющий вход которого соединен с шиной Рабочая подача. При появлении управляющего сигнала в этой шине (этот сигнал появляется при включении рабочей подачи на станке) вибросигнал проходит на первый вход первого порогового блока 8, второй вход которго подключен к шине Уровень помех холостого хода станка. При превышении вибросигнала уровня холостого х ода станка, он поступает на второй вход элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 9, первый вход которого соединен с шиной Рабочая подача. При появлении сигнала в шине Рабочая подача на выходе блока 9 появляется сигнал, которьш запускает первый элемент 10 задержки, который задерживает сигна
на время tj . Если за время t,, подаваемый на блок 10 сигнал сохранится.
то он подается далее на элемент ИЛИ 11 и является сигналом на останов станка. Если за время t на второй вход блока 9 подан сигнал, то сигнал на выходе блока 9 сбрасывается, что вызывает сброс времени в 10.
Вибросигнал с выхода детектора 6 поступает также на информационный вход нормально разомкнутого третьего ключа 12, управляющий вход которого соединен с шиной Рабочая подача. При появлении управляющего сигнала в этой шине вибросигнал блока 6 передается на первый вход второго порогового блока 13, второй вход которого соединен с шиной Максимальный уровень вибросигнала работоспособного инструмента. Если вибросигнал превышает уровень сигнала в этой шине, то он передается на вход второго элемента 14 задержки со временем задержки t. Если сигнал на выходе блока 13 продержится в течение времени t., то он передается на второй вход блока 11 и служит сигналом для останова станка. К выходу блока 5 подключен также быстродействующий детектор 15 с постоянной детектирования 5-10 мс (это в 20-50 раз меньше, чем постоянная детектирования детектора 6), к входу которого подключены первые входы третьего 16 и четвертого 17 пороговых блоков, вторые входы которых соединены соответственно с шинами
Максимальный уровень вибросигнала изношенного инструмента и Уровень спада вибросигнала при поломке инструмента. При превышении уровня вибросигнала уровня сигнала шины Максимальный уровень вибросигнала изношенного инструмента с выхода блока 16 поступает сигнал на первый вход (запоминающий) первого триггера 18. Выход триггера 18 соединен с выходом
триггера 19 и связан с реле 20 времени. Сигнал на выходе триггера 18 запускает реле 20 времени с временем срабатывания tj и одновременно посту
пает на первый вход элемента И 21. Если же уровень вибросигнала станет меньше уровня сигнала в шине Уровень спада вибросигнала при поломке инструмента, то с выхода блока 17 поступает сигнал на первый вход (запоми- нающий) второго триггера 19. С выхода триггера 19 сигнал поступает на вход реле 20 времени, запускает его и на второй вход элемента И 21. Если в теченне времени t, срабатывает только один из триггеров, то появляющийся через время t сигнал на выходе блока 20 поступает на вторые входы (сбрасывающие) триггеров 18 и 19, в резу- льтате чего сигнал на выходе срабатывающего триггера сбрасывается. Если же в течение времени t, сработали оба триггера 18 и 19, то сигналы триггеров, поступившие на первый и второй соответственно элемента И 21 вызывают его срабатывание. В результате на выходе блока 21 появляется сигнал, который поступает на третий
Блоки 15-21 образуют третий канал регистрирующий поломки инструмента в процессе резания. Испытания макетных образцов предлагаемого устройств показали, что для надежной работы
вход блока 11, сигнал которого служит15 блоков первого и второго каналов це20
25
30
35
для останова станка.
Устройство работает по трем каналам .
Блоки 6-10 образуют первый капал, который фиксирует такие неполадки, как отсутствие заготовки на станке, отсутствие или поломка инструмента. Работа канала основана на том, что процесс резания всегда сопровождается высокочастотным вибросигналом, который превышает уровень помех холостого хода станка. При переходе исполнительного органа станка на рабочую подачу отпирается второй ключ 7 и одновременно срабатывает блок 9, и вибросигнал подается на первый вход блока 8. Если резания нет, то сигнал не поступает на второй вход блока 9 . В результате такого рассогласования на выходе блока 9 появляется сигнал, которы подается на элемент 10 задержки. Рассогласование при переходе на рабочую подачу может быть вызвано разбросом припуска заготовок и неточностью установки инструмента и бази- заготовки. Для исключения ложного срабатывания первого канала введен элемент 10 задержки, который, задает допустимое время рассогласования сигналов на входе блока 9 в виде временного интервала t|(t,1-3 с в зависимости от условий обработки).
Блоки 12-14 образуют второй канал, который фиксирует предельньп износ 50 инструмента. Износ инструмента приводит к устойчивому росту вибрационного сигнала. Когда уровень вибросигнала превышает порог, задаваемый в шине Максимальный уровень вибросиг- 55 нала работоспособного инструмента , на выходе блока 13 появляется сигнал, который поступает на вход элемента
40
45
лесообразно использовать детектор с большой постоянной времени. Поломки инструмента сопровождаются пиком вибросигнала длительностью 0,3-0,03 с поэчому для их регистрации в схему введен быстродействующий детектор 15 При возникновении поломки инструмента, сопровождаемой пиком вибросигнала, пре вышается порог, задаваемый шиной Максимальный уровень виброснг- нала изношенного инструмента в блоке 16 и подается сигнал на экстренный останов станка. Для исключения ложного срабатывания третьего канала при наличии пиков вибросигнала, не относящихся непосредственно к поломке инструмента, например, при .намотке стружки на шпиндель станка-и ее ударах по детали, предусмотрены блоки .17-21.
Поломка инструмента сопровождаете не только пиком, но и спадом уровня вибросигнала иногда перед пиком и обычно после него. При ударах стружки о деталь такого спада сигнала не наблюдается. Поэтому вибросигнал подается на два обычных пороговых блока: блок 16 с порогом, задаваемым шиной Максимальный уровень вибросигнала изношенного инструмента, и блок 17 с порогом, задаваемым шиной Уровень спада вибросигнала при поломке инструмента. Если произошел удар стружки на выходе блока 16, появляется сигнал, и триггер 18 запускает реле 20 времеш, и одновременно подает сигнал на первый вход блока 21. Но так как при ударах стружки спад вибросигнала не присутствует, блок 17 не срабатывает. В результате не срабатывает блок 19 и соответственно блок 21. Таким образом, исключено ложное срабатывание третьего
5 04
1А задержки. Блок 14 предназначен для исключения ложного срабатывания второго канала при бросках сигнала, вызванных твердыми включениями в материале- или изменениями условий стружкоотвода. Если превьпиение порога в блоке 13 сохраняется в течение времени t. , подается сигнал на смену рп1струмёнта..
Блоки 15-21 образуют третий канал, регистрирующий поломки инструмента в процессе резания. Испытания макетных образцов предлагаемого устройства показали, что для надежной работы
5 блоков первого и второго каналов це0
5
0
5
0 5
0
5
лесообразно использовать детектор с большой постоянной времени. Поломки инструмента сопровождаются пиком вибросигнала длительностью 0,3-0,03 с, поэчому для их регистрации в схему введен быстродействующий детектор 15. При возникновении поломки инструмента, сопровождаемой пиком вибросигнала, пре вышается порог, задаваемый шиной Максимальный уровень виброснг- нала изношенного инструмента в блоке 16 и подается сигнал на экстренный останов станка. Для исключения ложного срабатывания третьего канала при наличии пиков вибросигнала, не относящихся непосредственно к поломке инструмента, например, при .намотке стружки на шпиндель станка-и ее ударах по детали, предусмотрены блоки .17-21.
Поломка инструмента сопровождаете не только пиком, но и спадом уровня вибросигнала иногда перед пиком и обычно после него. При ударах стружки о деталь такого спада сигнала не наблюдается. Поэтому вибросигнал подается на два обычных пороговых блока: блок 16 с порогом, задаваемым шиной Максимальный уровень вибросигнала изношенного инструмента, и блок 17 с порогом, задаваемым шиной Уровень спада вибросигнала при поломке инструмента. Если произошел удар стружки на выходе блока 16, появляется сигнал, и триггер 18 запускает реле 20 времеш, и одновременно подает сигнал на первый вход блока 21. Но так как при ударах стружки спад вибросигнала не присутствует, блок 17 не срабатывает. В результате не срабатывает блок 19 и соответственно блок 21. Таким образом, исключено ложное срабатывание третьего
S1
канала. Если же произошла поломка инструмента, сопровождаемая пиком и спадом вибросигнала, которые воявля- ются с временным интервалом ,1- 0,4 с, срабатывают оба пороговых блока 16 и 17, что вызывает срабатывание триггеров 18 и 19 и появление сигналов на обоих входах элемента И 21. В результате на выходе блока 21 появляется сигнал, вызывающий появление сигнала на выходе блог ка 11 для экстренного останова станка.
j Измерение
58630 :6
После поломки, сопровождающейся резким пиком уровня сигнала (выше порога А,)(фиг.2), возникает кратковременный спад сигнала, связанный с 5 разрывом фрикционного контакта инст- . румент - деталь. Уровень спада ниже порога Л(,. На фиг.З показан пример резания, сопровождаемого ударами стружки. Возникающие удары имеют уро- )0 вень вибросигнала, превьшающий норог их отличает отсутствие прова- , лов, что и позволяет отличать их от поломок..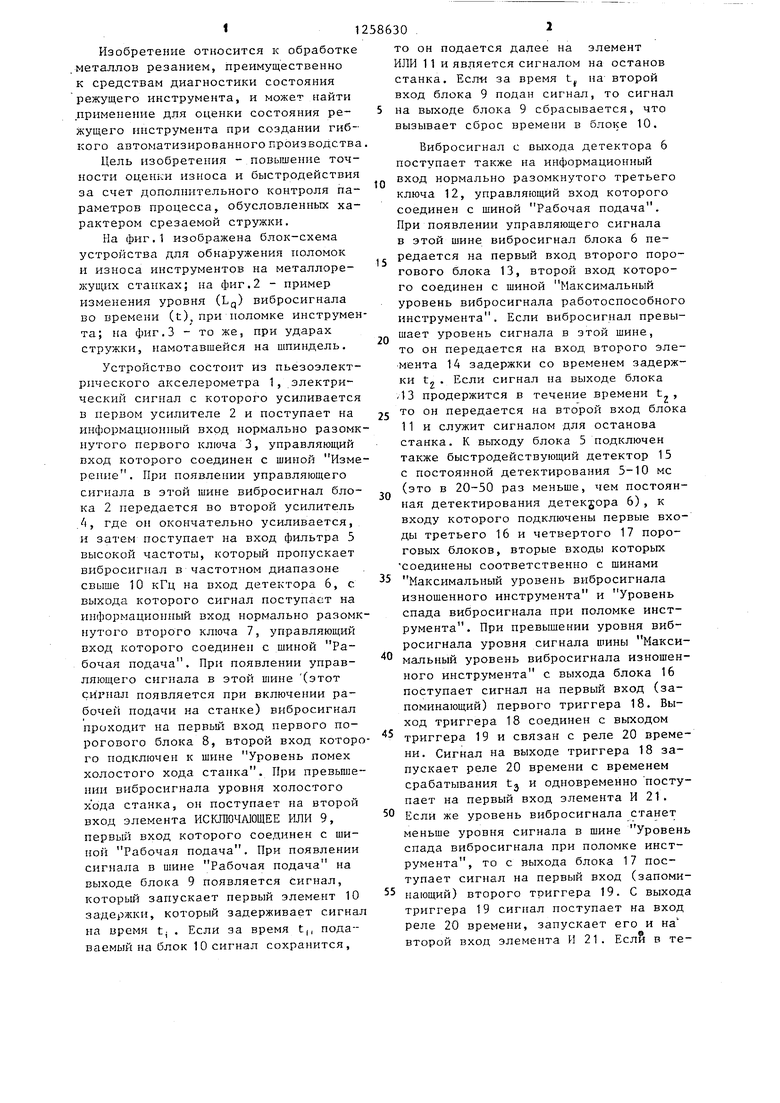
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работоспособности резцов | 1985 |
|
SU1240505A1 |
| Устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1982 |
|
SU1220003A1 |
| Устройство для определения поломки режущего инструмента | 1985 |
|
SU1268297A1 |
| Устройство для контроля износа инструмента на металлорежущих станках | 1983 |
|
SU1112262A1 |
| Устройство для контроля состояния режущего инструмента | 1987 |
|
SU1426699A2 |
| Устройство для контроля вибрации компрессора | 1990 |
|
SU1803741A1 |
| Устройство определения фазы топливоподачи дизеля | 1984 |
|
SU1179130A1 |
| Устройство для определения поломки режущего инструмента | 1989 |
|
SU1717296A1 |
| Устройство для определения износа и поломок режущего инструмента | 1985 |
|
SU1301566A1 |
| Устройство для контроля выходных параметров процесса резания | 1980 |
|
SU921689A1 |
п
Фиг. 2
а,д6
Фиг.3
| Устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1982 |
|
SU1220003A1 |
