Изобретение относится к .обработке металлов резанием, преимущественно к средствам диагностики состояния режущего инструмента, и может найти широкое применение для оценки состояния реж ущего инструмента в условиях гибкого автоматизированного производства.
Известно устройство контроля состояния режущего инструмента в процессе резания, основанное на контроле параметров вибраций, состоящее из акселерометра, подключенного выходом через усилитель к входам фильтров высоких и низких частот, выходы которых через свой детектор и интегратор подключены соответственно к двум входам блока сравнения l .
Однако это устройство не дает возможности обнаруживать поломки инструмента с достаточной надежностью.
Наиболее близким техническим решением к предлагаемому изобретению является устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках, содержащее акселерометр, подключенный выходом через усилитель к информационному входу первого ключа, связанного управляю1ф1м входом с шиной Измерение, а выходом через усилитель и фильтр высокой частоты - с входом детектора, подключенного выходом к информационному входу второго ключа, соединенного выходом с первым входом первого порогового блока, а управляющим входом - с шиной Рабочая подача и с первым входом элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, подключенного вторым входом к выходу порогового блока, связанного вторым входом с шиной Уровень помех холостого хода станка 2 „
Недостатками известного устройства являются низкая надежность, заключающаяся в необходимости точной настройки инструмента и точного базирования обрабатываемой детали во избежание ложного срабатывания, и отсутствие возможности определять моменты достижения предельного износа и возникновения поломок инструмента..
Цель изобретения - повьпиение надежности устройства.
Поставленная цель достигается тем что в устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках, содержащее акселерометр, подключенный выходом
5
10
1
30
35
40
45
20
200032
через первый усилитель к информационному входу первого ключа, связан- . ного упранляюпсим входом с шиной Измерение, а выходом через второй усилитель и фильтр высокой частоты - с входом детектора, подключенного выходом к информационному входу второго ключа, соединенного выходом с первым входом первого порогового блока, а управляющим входом - с шиной Рабочая подача и с первым входом элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, подключенного вторым входом к выходу первого порогового блока, связанного вторым входом с щиной Уровень помех холостого хода станка, введены второй и третий пороговые блоки, первый и второй элементы задержки, элемент ИЛИ и третий ключ, подключенный информационным входом к выходу детектора, управляющим входом - к шине Рабочая подача, а выходом - к первым входам второго и третьего пороговых блоков, соединенных вторыми входами соответст- 25 венно с щинами Максимальный уровень вибросигнала работоспособного инструмента, и Максимальный уровень вибросигнала изнощенного инструмента, причем выходы второго и третье- го пороговых блоков подключены соответственно через первый элемент задержки и непосредственно к первым входам элемента ИЛИ, связанного вторым входом с выходом второго элемента задержки, подключенного входом к выходу элемента ИСКЛЮЧАЮЩЕЕ ИЛИ,
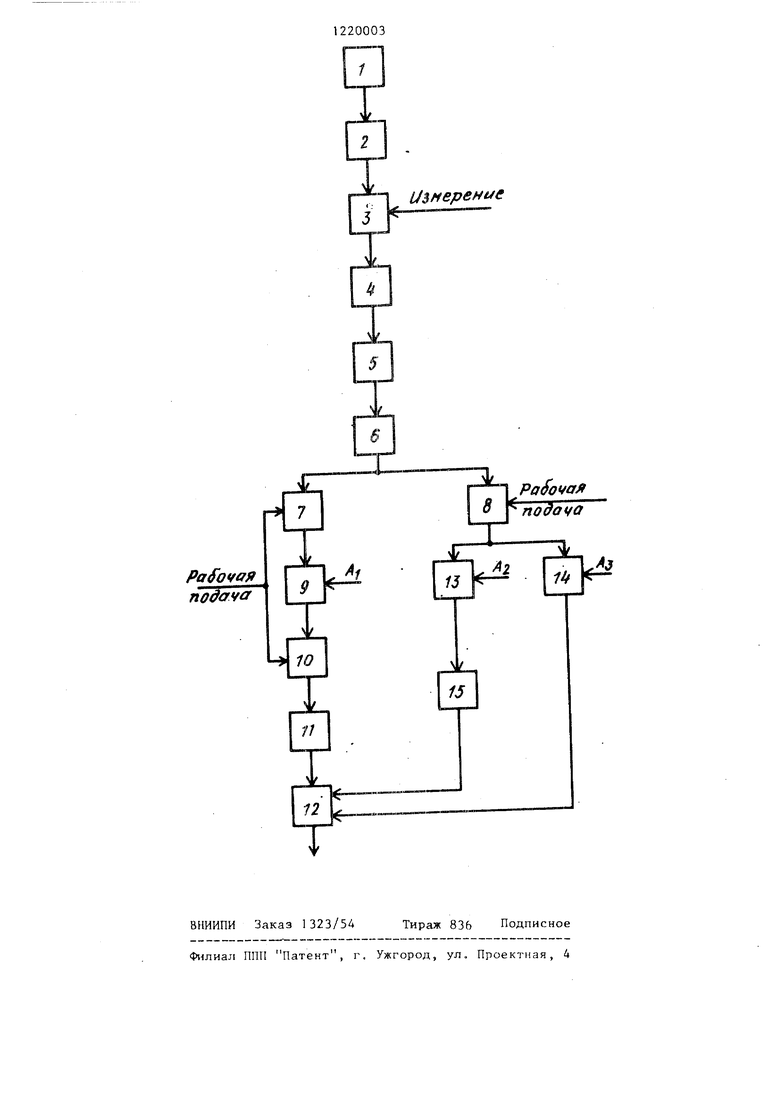
Fla чертеже изображена блок-схема устройства для обнаружения поломок режущего инструмента на металлообрабатывающих станках.
Устройство содержит акселерометр 1, первый усилитель 2, первый ключ 3, второй усилитель А, фильтр 5 высокой частоты, детектор 6, второй ключ 7, третий ключ 8, первый пороговый блок 9, элемент ИСКЛЮЧАЮЩЕЕ
второй элемент 11 задержки, ИЛИ 12, второй и третий по- блоки 13 и 4, первый эле- задержки;
уровень помех холостого хода станка, А - максимальный уровень вибросигнала работоспособного инструмента, AJ - MaKcifMaJibHbtt уровень вибросигнлла изношенного инструмента.
Устройство работает следующим образом.
50
ИПИ 10, элемент роговые мент 15
55
Акселерометр 1 устанавливается на упругой системе станка, на одной из деталей, которая жестко связана с режу11Д1м инструментом или обрабатываемым изделием. Вибросигнал, регистрируемый акселерометром, пропорционален ускорению колебательного смещения в точке установки акселерометра. Первый усилитель 2 предназначен для предварительного усиления сигнала акселерометра и передачи его на большие расстояния, поэтому размещается в непосредственной близости от акселерометра.
При начале работы на станке включается ключ 3 и устройство начинает измерять высокочастотные вибрации (акустический сигнал) станка, При переходе станка на рабочую подачу включаются ключи 7 и 8 и подается сигнал на первый вход элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 10, который при отсутствии сигнала на втором входе выдает сигнал на вход элемента 11 задержки, задерживающего подачу сигнала на элемент 12 на время, равное максимально допустимому времени запаздывания начала резания относительно момента включения рабочей подачи.
Если в течение этого времени резание не началось из-за отсутствия инструмента в рабочей позиции или его поломки, отсутствия заготов1.и или ее неправильного базирования, на выходе линии 11 задержки появляется сигнал, подаваемый на вход блока 12, подающего сигнал на останов станка. Если резание возникает, то уровень сопровождающего его высокочастотного сигнала значительно вьщ1е порогового значения А,, поэтому на втором входе блока 10 появляется сигнал, а на его выходе сигнал исчезает и, следова- тельно, не появляется сигнал на выходах блоков 1 и I2.
По мере износа инструмента акустический сигнал, генерируемый в процессе реза1;ия, возрастает. Если сигнал превьшает пороговое значение А порогового блока 13 и это превышение устойчиво сохраняется в течение времени задержки элемента 15 задержки, то это говорит о достижении инструментом предельного износа. При поломке инструмента, связанной с его износом
или со случайными причинами, уровень возникающего акустического импульСа превышает максимальный уровень сигнала, создаваемого даже изношенным
инструментом. Поэтому уровень А порогового блока 14 на 10-15 дБ вьше уровня А, При возникновении предельного износа или поломки инструмента с выходов блоков 15 и 14 соответст
венно подаются сигналы на блок 12, выдающий команду на останов станка,
Формула изобретения
Устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках, содержащее акселерометр, подключенный выходом через первый усилитель к информационному входу первого ключа, связанного управляющим входом с шиной Измерение, а выходом через второй усилитель и фильтр высокой частоты - с входом детектора, подключенного выходом к информационному входу второго ключа, соединенного выходом с первым входом первого порогового блока, а управляющим входом - с шиной Рабочая подача и с первым входом элемента ИСК.аюЧАГОШЕЕ ИЛИ, подключенного вторым входом к в xoдy первого, порогового блока, связанного вторым входом с шиной Уровень помех холостого хода станка, отличающеес я тем, что, с целью повьшгения надежности, в него введены второй и третий пороговые блоки, первый и второй элементы задержки, элемент ИЛИ и третий ключ, подключенный информационным входом к выходу детектора, управляющим входом - к шине Рабочая подача, а выходом - к первым входам второго и третьего пороговых блоков, соединенных вторыми входами соответственно с пгинами Максимальный уровень вибросигнала работоспособного инструмента и Максимальный уровень вибросигнала изношенного инструмента, причем выходы второго и третьего пороговых блоков подключены соответственно через первьм элемент задержки и непосредственно к первым входам элемента ШТИ, связанного вторым входом с выходом второго элемента задержки, подключенно.-о входом к выходу элемента ИСКЛЮЧАЮЩЕЕ ИЛИ,
nodcfva
9
AI
U nepeHt c
8
подача
13
AI
/4
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения поломок и износа инструментов | 1985 |
|
SU1258630A1 |
| Устройство для определения износа и поломок режущего инструмента | 1985 |
|
SU1301566A1 |
| Устройство для контроля работоспособности резцов | 1985 |
|
SU1240505A1 |
| Устройство для контроля износа инструмента на металлорежущих станках | 1983 |
|
SU1112262A1 |
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1034870A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
| Система прогнозирования состояния режущих инструментов | 1984 |
|
SU1734958A1 |
| Способ обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1981 |
|
SU973245A1 |
| Устройство для оценки износа режущего инструмента | 1989 |
|
SU1679271A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
Изобретение относится к области обработки металлов резанием, преимущественно к средствам диагностики состояния режущего инструмента, и может найти применение для оценки состояния режущего инструмента в условиях гибкого автоматизированного производства. Цель изобретения - повышение надежности устройства. Устройство содержит акселерометр, первый и второй усилители, первый, второй и третий ключи, фильтр высокой частоты, детектор, первый, второй и третий пороговые блоки, элемент ИСКЛЮЧАЮЩЕЕ ИЛИ, первый и второй элементы задержки, элемент ИЛИ. Введение второго и третьего пороговых блоков, первого и второго элементов задержки, элемента ИЛИ и третьего ключа позволяет достичь поставленную цель. 1 ил. i (Л
10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ измерения величины линейного износа режущего инструмента | 1973 |
|
SU512027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1981 |
|
SU973245A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
