Изобретение относится к сварке, а именно к конструкции устройства для сборки и дуговой сварки металлоконструкций, используемо для сварки автомобильных тормозньгх колодок из ребер и ободов, и является усовершенствованием известного устройства по авт.св. № 965687.
Цель изобретения - повьппение качества автомобильньп: тормозных колодок .
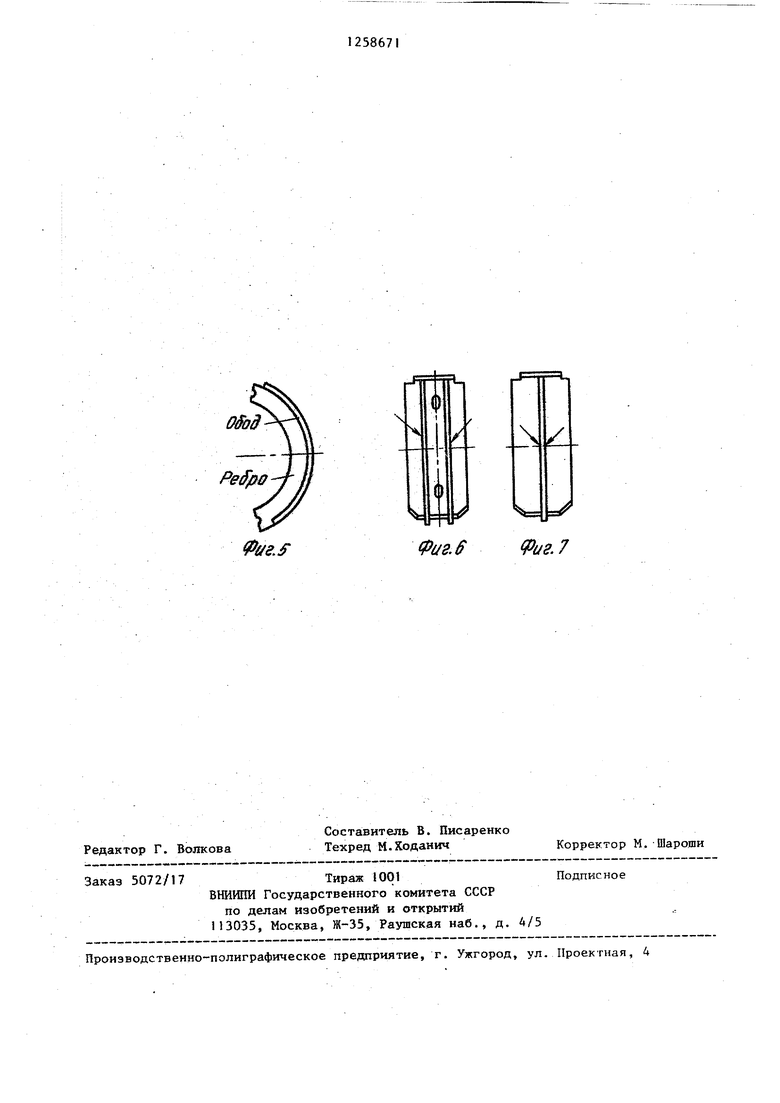
На фиг. 1 изображена схема устройства для сборки и дуговой сварки ме- :таллоконструкций в изометрии; на 1ФИГ. 2 - вид А на фиг. 1; на фиг. 3- ipa3pes В-В на фиг. 2 (для двухребер- ной тормозной колодки); на фиг. 4 то же, для однореберной тормозной колодки ; на фиг. 5 - тормозная колодка, вид сбоку; на фиг. 6 - двух- реберная.тормозная колодка; на фиг. 7 однореберная тормозная колодка .
На основании 1 в горизонтальной плоскости расположены два шаговых транспортера 2 и 3, в торцах которых размещены перегружатели 4 и 5 с захватами заготовок.
Корпус вращателя 6 укреплен на основании 1 и посредством вала соединен с приводом 7, Для выгрузки из вращателя 6 сваренной колодки предусмотрен съемник 8.
Шаговый транспортер ребер 2 расположен вдоль оси вращателя 6, а шаговый транспортер ободов 3 - перпендикулярно к оси вращ9.теля 6. В транспортеры загружаются заготовки ребер к ободов.
С транспортера 2 ребра пода.ют в перегружатель 4, в котором они занимаются , и поворотом переносятся во вращатель 6. Во вращателе 6 ребра попадают в паз, образованньй опорным диском кондуктора 9 и подвижными пржимами 10. В кондукторе 9 ребра фиксируются на упорах 1 и приживаются к нему прижимами 10 посредством силовых цилиндров 12 и 13, обеспечивающими их надежное прилегание к опорным поверхностям. Поршни силовы цилиндров 12 и 13 жестко закреплены на опорном диске, а корпуса силовых цилиндров соединены с прижимами ребер.
Перегружатель 5 также снабжен зажимом обода и цилиндром 14, обеспечивающим его поворот, и щшиндром 1
586712
прижима к ребрам и его центровку на конусных штырях 16.
В месте сварки и под углом к нему расположены поджимные ролики 17 и 18,
5 удерживающие обод на ребрах.
По обе стороны вращателя 6 расположены сварочные мундштуки с механизмами, подающими сварочную проволоку 19 и 20.
0 Установка работает следующим образом.
В пазы первого транспортера 2 ук- ладьгааются ребра, а второго транспортера 3 - ободы. С первого транспортеt5 pa 2 ребра попадают в захват перегружателя 4, где они зажимаются и переносятся в кондуктор 9 вращателя 6. В кондуторе 9 вращателя 6 они центрируются по диаметру пальцами 11, а
20 по ширине - подвижными прижимами 10. Захват перегружателя 4 раскрьшается и возвращается в исходное положение, где загружается следующими ребрами. Затем перегружатель 5 обода, зажав25 ший в своем захвате обод, поворачивает и прижимает его к ребрам, зажатым в кондукторе 9. Здесь обод центрируется по конусам штыря 16 в случае сборки двухреберных колодок либо
30 по опорным роликам 21 в случае сборки однореберньпс колодок.
Подводится подвижный ролик 17, удерживающий обод относительно вращателя 6. Захват перегружателя 5
JC раскрывается и он возвращается в исходное положение, где его загружает транспортер 3 очередным ободом.
Включается электромагнитная муфта,., которая соединяет электродвигатель с
д валом вращателя 6, и начинается вращение . В месте сварки срабатьшает ролик 18, поджимающий обод к ребрам. При вращении происходит сварка.По окончании сварки и приходу вращателя
д5 6 в исходное положение прижимы 10 расходятся, а съемник 8 выгружает сваренную колодку из кондуктора. В это время вторая половина кондуктора загружается ребрами и ободом. Цикл повторяется.
Использование изобретения позволяет обеспечить требуемые геометрические размеры между ребрами (рас- .стояние и параллельность) и ободом (перпендикулярность к ребрам), что
55 уменьшает брак при работе на автомате, улучшает качество сварного узла и исключает операцию чеканки на дорогостоящем прессе.
Ф(/е.
/
Фиг.
Ч
(Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Машина для рельефной сварки тормозных колодок | 1978 |
|
SU721276A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Установка для контактной рельефной сварки | 1982 |
|
SU1109302A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |


Редактор Г. Волкова
Составитель В. Писаренко Техред М.Ходанич
5072/17
Тираж 1001 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.-Шароши
Подписное
