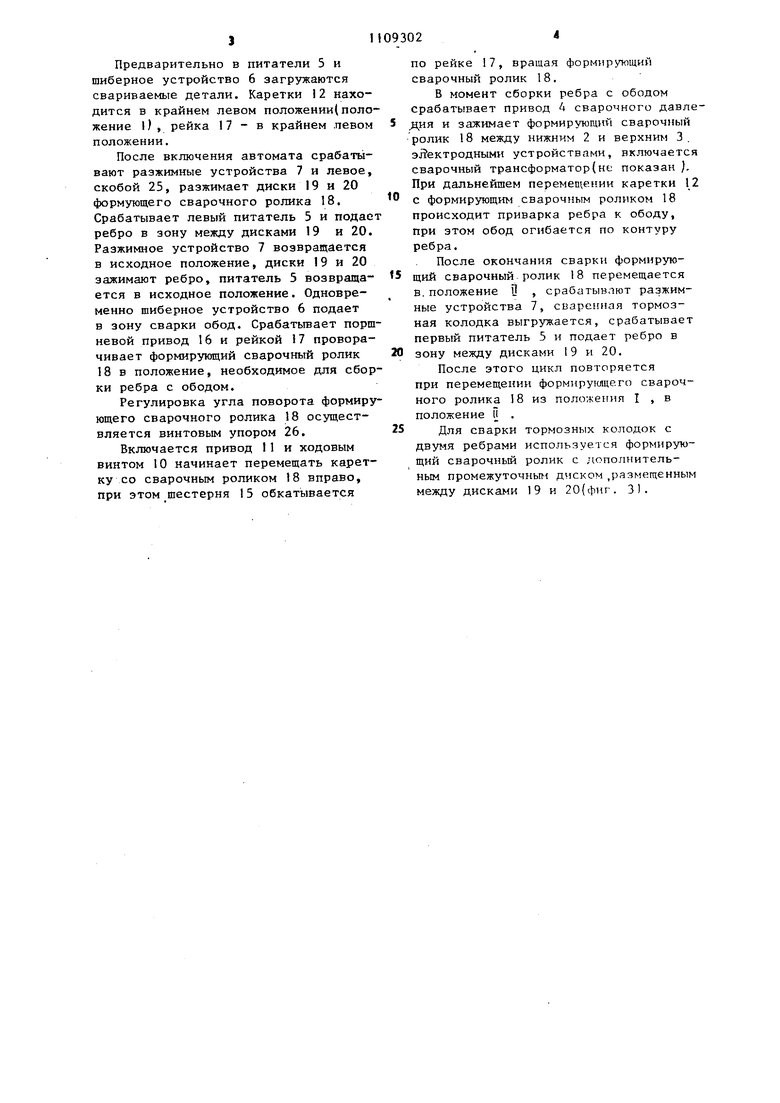
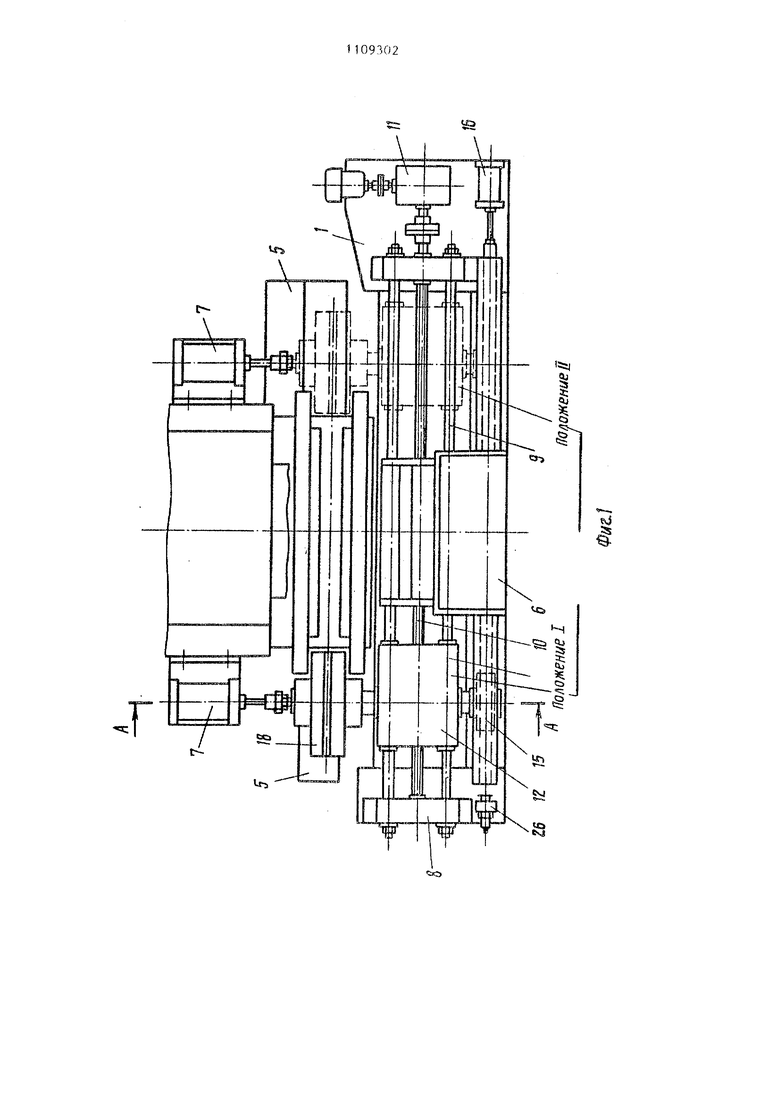
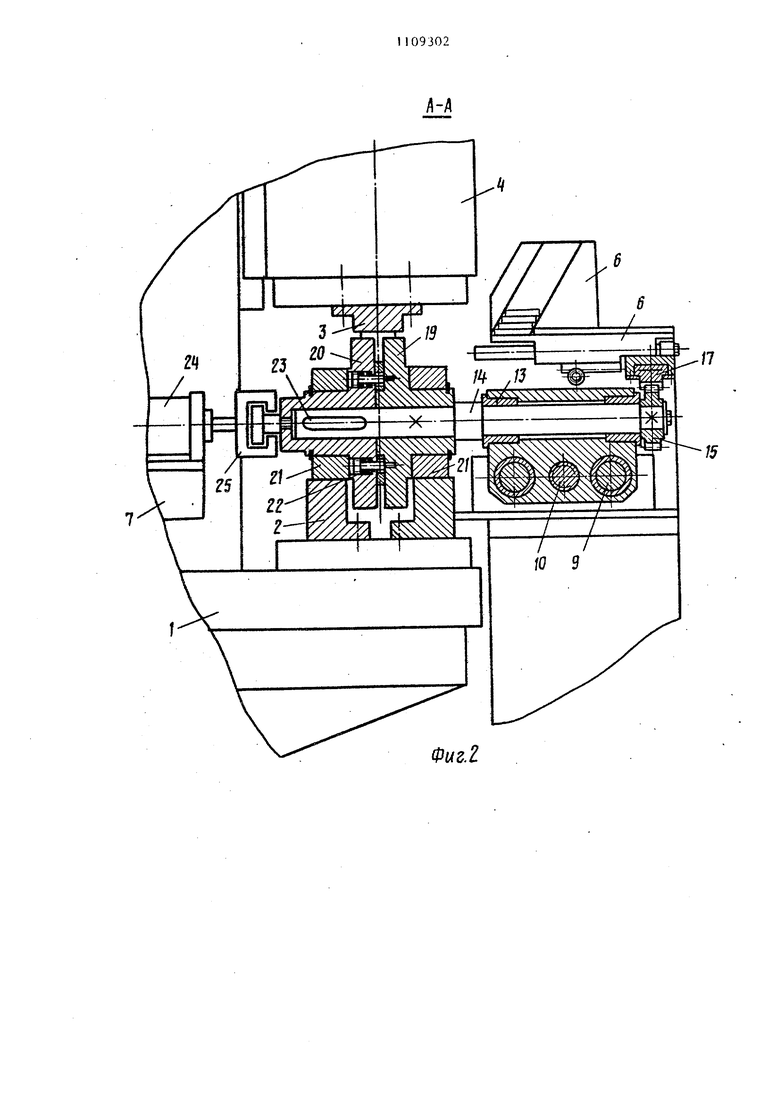
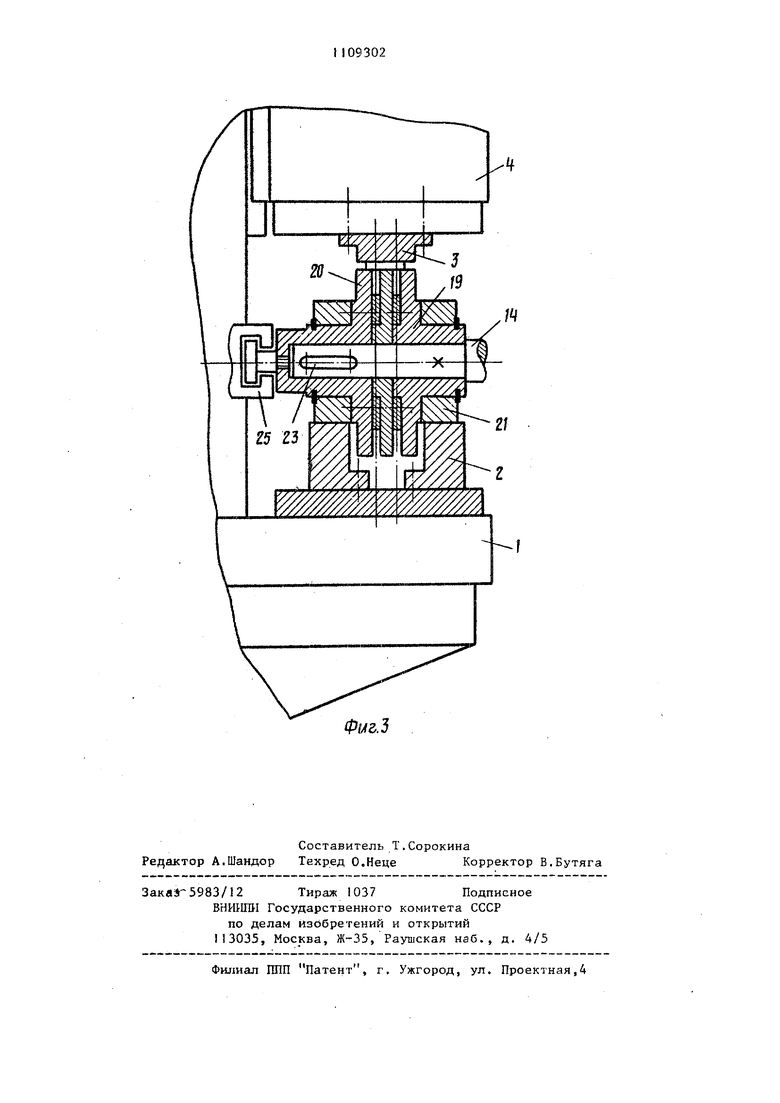
Изобретение относится к сварке, а именно к машинам и установкам для сборки и сварки тормозных колодок, используемых в автомобильном и сельскохозяйственном машиностроении Известны МИШИНЫ для сборки и сварки тормозных колодок, содержащи установленные на станине привод вра щения нижнего электрода, верхний электрод, механизм подачи обода тормозной колодки и распределительный механизм включения сварочного тока ( 1 3 Однако машины не обеспечивают высокой производительности из-за HI обходимости применения ручного труда при выполнении некоторЕ 1х вспомогательных операций(например, подачи свариваемых деталей в зону сварки)при сборке и сварке тормозн колодок. Кроме того, каждая машина предназначена для сборки и сварки одного вида конструкции тормозных колодок, что снижает номенклатуру свариваемых изделий на машине. Наиболее близкой к изобретению является установка для контактной рельефной сварки, содержащая станин нижнее и верхнее электродные устрой ства с приводом сварочного давлени формирующий сварочный ролик, питатели для подачи заготовок в зо.ну сварки, устройство для сборки тормо ных кододок 2 2. Недостатком известной машины явл ется то, что зажимные элементы устройства для сборки тормозных колодок .установлены на вращающемся валу задней бабки устройства, что усложняет конструкцию машины и приводит к повышенному износу сменных токопр водящих элементов, увеличивает вспо могательное время обслуживания маши ны при замене быстроизнашивающихся деталей, в результате чего снижаетс производительность. Целью изобретения является упрощ ние конструкции машины и повьшшние производительности. Поставленная цель достигается те что установка для контактной рельеф ной сварки тормозных колодок, содер жащая станину, нижнее и верхнее электродные устройства с приводом сварочного давления, формующий сварочный ролик, питатели для подач заготовок в зону сварки, устройства для сборки тормозных колодок, снабжена направляющими,шестерней и приводной рейкой, устройс во для сборки тормозных колодок выполнено в виде каретки с валом, а формир ющий сварочный ролик - из двух подпружиненных друг к другу дисков, смонтированных на одном конце вала, на другом конце которого закреплена шестерня, взаимодействующая с приводной рейкой, закрепленной на станине, при этом каретка установлена с возможностью возвратно-поступательного перемещения,в направляют щих , перпендикулярных оси вала. На фиг. 1 схематически изображена установка для сварки,вид в плане. На фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - вариант исполнения речного ролика для сварки колодок с двумя ребрами. Установка для контактной рельефной сварки содержит установленные на станине I нижнее электродное устройство 2, верхнее электродное устройство 3 с приводом 4 сварочного давления, питатели 5 для загрузки ребер, шиберное устройство 6 для подачи обода в зону сварки, разжимные устройства 7 и устройство для сборки тормозных колодок 8, состоящее из направляющих 9, на которых установлена соединенная ходовым винтом 10 с приводом It каретк:&-12... В подшипниках 13 каретки 12 установлен вал 14, на одном конце которого жестко закреплена шестерня 15, зацепляющаяся с соединенной с поршневым приводом 16 рейкой I7. На другом конце вала 14 смонтирован формирующий сварочный ролик 18, состоящий из двух дисков 19 и 20, на которых закреплены взаимодействующие с нижним электродным устройством 2 контактные ролики 21. Диски 19 и 20 . прижаты друг к другу пруншнами 22, причем диск 19 закреплен на валу 14 жестко, а диск 20 установлен на шпонке 23 с .возможностью осевого смещения. Разжимные устройства 7, состоящие из поршневых приводов 24 и скоб 25, предназначены для разведения дисков 19 и 20 формирующего сварочного ролика 18 и расположены в зонах загрузки и выгрузки. Ход рейки 7 регулируется винтовым упором 26, закрепленным на станине 1 . Устройство работает следующим образом.
Предварительно в питатели 5 и шиберное устройство 6 загружаются свариваемые детали. Каретки 12 находится в крайнем левом положении положение И , рейка 17 - в крайнем левом положении.
После включения автомата срабатывают разжимные устройства 7 и левое, скобой 25, разжимает диски 19 и 20 формующего сварочного ролика 18. Срабатывает левый питатель 5 и подаст ребро в зону между дисками 19 и 20. Разжимное устройство 7 возвращается в исходное положение, диски 19 и 20 зажимают ребро, питатель 5 возвратается в исходное положение. Одновременно шиберное устройство 6 подает в зону сварки обод. Срабатьгоает поршневой привод 16 и рейкой 17 проворачивает формирующий сварочный ролик 18 в положение, необходимое для сборки ребра с ободом.
Регулировка угла поворота формирующего сварочного ролика 18 осуществляется винтовым упором 26.
Включается привод 11 и ходовым винтом 10 начинает перемещать каретку со сварочньм роликом 18 вправо, при этом шестерня 15 обкатывается
по рейке 17, вращая формирующий сварочный ролик 18.
В момент сборки ребра с ободом срабатывает привод 4 сварочного давледия и зажимает формирующий сварочный ролик 18 между нижним 2 и верхним 3, электродными устройствами, включается сварочный трансформатор(не показан ). При дальнейшем перемещении каретки 12 с формирующим сварочным роликом 18 происходит приварка ребра к ободу, при этом обод огибается по контуру ребра.
После окончания сварки формирующий сварочный ролик 18 перемещается в.положение О , срабатывают разжимные устройства 7, сваренная тормозная колодка выгружается, срабатывает первый питатель 5 и подает ребро в зону между дисками 19 и 20.
После этого цикл повторяется при перемещении формируклцего сварочного ролика 18 из положения I , в положение 1 .
Для сварки тормозных колодок с двумя ребрами используется формирующий сварочный ролик с допол 1ительным промежуточным дУ1ском ,размещенным между дисками 19 и 20(фиг. 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| йГевЕРЮВ^ | 1973 |
|
SU366943A1 |
| Устройство для сборки и дуговой сварки металлоконструкции | 1985 |
|
SU1258671A2 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
УСТАНОВКА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ тормозных кододок, содержащая станину, нижнее и верхнее электродные устройства с приводом сварочного давления, формующий сварочный ролик, питатели для подачи заготовок в зону сварки, устройство для сборки тормозных колодок, о тличающаяся тем, что, с целью упрощения конструкции и повышения производительности, установка снабжена направляющими, шестерней , и приводной рейкой, устройство для сборки тормозных колодок выполнено в виде каретки с , а формирующий сварочный ролик-из двух подпружш1енных друг к другу дисков, смонтированных на одном конце вала, на другом конце которого закреплена шестерня, взаимодействующая с приводной рейкой, закрепленной на станине, при этом каретка установлена с возможносГтью возвратно-поступательного перемещения в направляющих, перпендикулярных оси вала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| П.И | |||
| Комбинированные машины для сварочного производства | |||
| Киев, Наукова думка, 1975, с | |||
| СПОСОБ ПОЛУЧЕНИЯ СУЛЬФОФТАЛЕИНОВЬ!Х ИНДИКАТОРОВ | 0 |
|
SU187191A1 |
