Изобретение относится к абразивной обработке с использованием абразивного упругого инструмента.
Цель изобретения - повьтшение производительности шлифования путем обеспечения максимальной площади контакта гибкого абразивного инструмента с обрабатьгеаемым изделием.
Способ абразивной обработки заключается в том, что обрабатываемую деталь помещают во внутреннюю полость баллона, стенки которого покрыты абразивом, и внутри баллона сЬздают разряжение. За счет деформации эластичной оболочки под действием атмосферного давления обеспечивается равномерное и полное прилегание оболо 1ки с абразивным слоем к обрабатываемым поверхностям, при этом эластичная оболочка повторяет форму любой поверхности к которой она прилегает.
В качестве материала оболочки используют эластичные высокомолекулярные соединения, например силиконовые каучуки, сополимеры этилена с пропиленом, полиуретановые каучуки, сополимеры стирола с бутадиеном, натуральный каучук, а также другие сшитые и невулканизованные высокомолекулярные соединения.
Выбор материала оболочки определяется как условиями проведения процесса обработки поверхности, так и дру- гими расчетными параметрами.
В качестве а.бразивного материала используют , корунд, карбид бора, синтетический алмаз, электр окорунд, эльбор различных зернистостей. Выбор абразивного материала и размера зерен его определяется необходимой частотой поверхности обрабатываемой детали, производительностью и другими условиями проведения технологического процесса.
Абразив наносят на внутреннюю поверхность оболочки либо в виде сплошного покрытия, либо полосами, нанесенными в меридиональном направлении и т.д.
Форма эластичной оболочки может быть сферическая, цилиндрическая в виде тороидальной поверхности. Размеры и форма ее в принципе ограничиваются только технологической иеоб- ходимостью и оснасткой для ее изготовления.
Способ осуществляется следующим образом.
Обрабатываемое изделие, например лопатку турбины, помещают внутрь
эластичной оболочки, прижимают ее к стенке оболочки, покрытой абразивом, и закрепляют в таком положении. Далее полость оболочки герметизируют и перемещают деталь и оболочку относительно одна другой (например, путем вращения оболочки). Сообщив, таким образом, рабочему инструменту движение резания относительно обрабатываемого изделия в полости оболочки создают разрежение, при этом под действием атмосферного давления оболочка деформируется и плотно и равномерно охватывает (облегает) обрабатываемую поверхность. Усилие
прижатия, оболочки к обрабатываемой поверхности регулируют степенью разрежения и усилием прижима обрабатываемой поверхности к стенке оболочки с абразивом в период установки
детали в полость оболочки и закрепления ее.
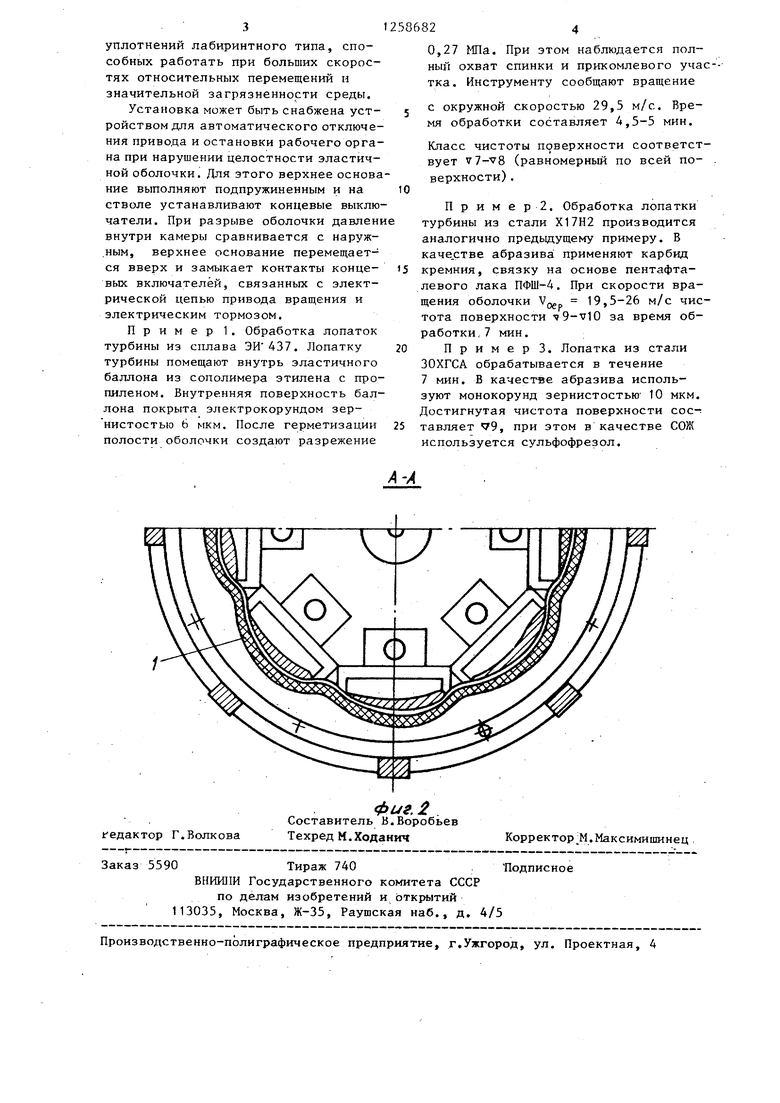
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство состоит из эластичной оболочки 1 с нанесенным на внутреннюю поверхность абразивом, корпуса, выполненного в виде верхнего 2 и нижнего 3 оснований, ствола 4 с держателем 5 обрабатываемых деталей, причем последние расположены таким образом, что обрабатываемые поверхности находятся от оси ствола на расстоянии, равном среднему радиусу кривизны деталей, привода 6 вращения, устройства для создания разрежения внутри полости 7.
Уртройство работает следукяцим Ьбразом.
Детали через герметизируемые отверстия в верхнем основании 2 помещают внутрь полости и фиксируют в узлах крепления. При помощи вакуумного насоса 7, соединенного с полостью оболочки через каналы в стволе А j в последней создают разрежение и приводом 6 сообщают вращательное движение корпусу с оболочкой 1 и таким образом осуществляют обработку.
Герметизация полости оболочки обеспечивается за счет применения в качестве уплотнений в верхнем и нижнем основаниях комбинированных
3
уплотнений лабиринтного типа, способных работать при больших скоростях относительных перемещений и значительной загрязненности среды.
Установка может быть снабжена уст- ройствомдля автоматического отключения привода и остановки рабочего органа при нарушении целостности эластичной оболочки. Для этого верхнее основние выполняют подпружиненным и на стволе устанавливают концевые выключатели. При разрыве оболочки давлен внутри камеры сравнивается с наруж- .ным, верхнее основание перемещается вверх и замыкает контакты конце- вых включателей, связанных с электрической цепью привода вращения и электрическим тормозом.
Пример 1. Обработка лопаток турбины из сплава ЭЙ 437. Лопатку турбины помещают внутрь эластичного баллона из сополимера этилена с пропиленом. Внутренняя поверхность баллона покрыта электрокорундом зернистостью 6 мкм. После герметизации полости оболочки создают разрежение
0,27 МПа. При этом наблюдается полный охват спинки и прикомлевого участка. Инструменту сообщают вращение
с окружной скоростью 29,5 м/с. Время обработки составляет 4,5-5 мин.
Класс чистоты поверхности соответствует V7-V8 (равномерный по всей по- . верхности).
П р и м е р 2. Обработка лопатки турбины из стали Х17Н2 производится аналогично предыдущему примеру. В каче.стве абразива применяют карбид кремния, связку на основе пентафта- левого лака ПФШ-4. При скорости вращения оболочки Vpg 19,5-26 м/с чистота поверхности j9-v10 за время обработки, 7 мин.
Пример 3. Лопатка из стали ЗОХГСА обрабатывается в течение 7 мин. В качестве абразива используют монокорунд зернистостью 10 мкм. Достигнутая чистота поверхности составляет 79, при этом в качестве СОЖ используется сульфофрезол.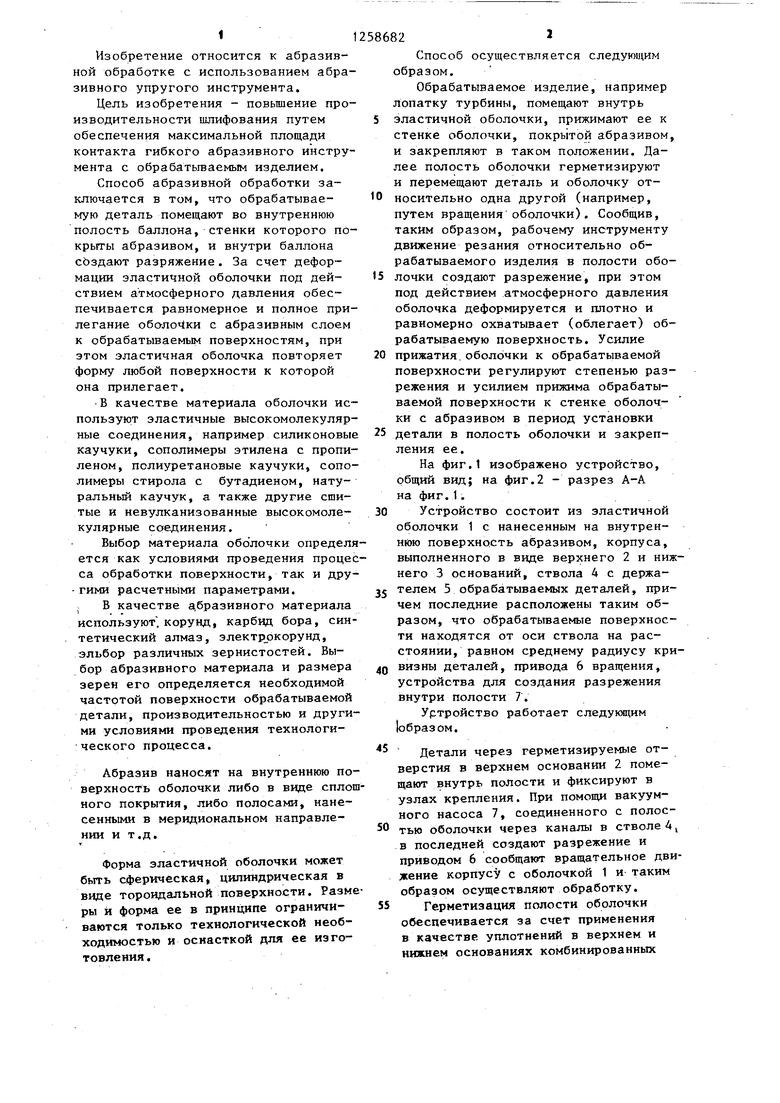
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1985 |
|
SU1328178A2 |
| Устройство для обработки криволинейной поверхности | 1984 |
|
SU1248769A1 |
| Контейнер устройства для вибрационной обработки | 1985 |
|
SU1341000A1 |
| Способ обработки деталей в среде свободного абразива | 1981 |
|
SU948637A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ПОЛИРОВАЛЬНЫХ ЭЛАСТИЧНЫХ КРУГОВ | 2005 |
|
RU2311280C2 |
| Способ обработки деталей абразивной массой | 1983 |
|
SU1161359A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1998 |
|
RU2151682C1 |
| Способ полирования поверхностей деталей с гальваническим никелевым покрытием | 2020 |
|
RU2741314C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171170C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171169C1 |
редактор Г.Волкова
фиг. 2
Составитель В.Воробьев Техред М.Ходанич
Заказ 5590Тираж 740. Подписное
BEiHHlIH Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор М.Максимишинец
| Абразивный инструмент | 1979 |
|
SU781042A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
