Изобретение относится к области нанесения покрытий на поверхность изделий и может быть использовано при производстве проволоки преимущественно круглого сечения с покрытием
Цель изобретения - повышение производительности
На фиго 1 схематично представлено устройство; на фиг 2 - вид А на фиг. 1 о
Устройство для нанесения покрытия на проволоку включает металлические щетки i-6, размещенные попарно вдоль продольной оси 7 устройства, и провоки 8-10 с направляющими 11-13 Проводки 8-10 выполнены многониточными и каждая проводка имеет пять направляющих, расположенньк в одной плоскости. Проводка 9 развернута по отношению к предыдущей проводке 8 относительно продольной оси 7 на угол «, равный 60° (фиг о 2),, Проводка 10 развернута по отношению к предьщущей проводке 9 относительно продольной оси 7 на угол , равный 60 (4«Го 2). В заданном положении проводки жестко зафиксированы (узлы фиксации условно не показаны).
Щетки 1-6 сконтактированы со стер стержнями 14 из материала покрытия, например, алюминия, прижатыми к поверхности щеток. Обрабатываются одновременно пять проволок 15о
Разворот проводок с направляющими одна относительно другой обеспечивает перевод в одну плоскость одновременно боковые поверхности всех проводок, что делает возможным производить одновременную обработку зтих
поверхностей парой вращающихся метал- 40 проволоки наматывают на катушки
(не показаны).
лическик щеток.
При развороте проводки относительно предыдущей на угол менее 15 требуется большое количество пар щеток дан обработки всей поверхности проволоки по ее окружности. Причем даже при нанесении покрытия на проволоку большого диаметра (до 30 им) сектор, на который наносится покрытие одной парой щеток, составляет не менее 15 . Таким образом, уменьшение угла разворота проводки (менее 15 )
Предложенное устройство позво повысить производительность при несении покрытия металлическими
45 ками и при этом имеет простую и дежную конструкцию. Оно обеспечи проведение многониточного процес обработки проволоки с нанесением крытия металлическими щетками и
50 обеспечивает равномерность покры по всей поверхности обрабатываем проволок.
.
1258873
Усложняет конструкцию устройства аа счет увеличения количества проводок и пар щеток. Разворот проводки на угол более 90 при использовании / двух пар Щеток приводит к нанесению покрытия на покрытые ранее участки поверхности проволоки и, в то же время, остаются участки, не обработан- Hbie щетками. Таким образом, увеличение угла разворота проводки более 90 приводит к участкам поверхности- проволоки без покрытий, что ухудшает качество проволоки.
Устройство для нанесения покрытия на проволоку работает следуклцим образом.
Проволоки 15 с многопозиционного разматывателя (не показан) через на- правлякщке М преводки 8 попадают между щетками 1 и 2, которые осуществляют очистку поверхности проволок с одновременным нанесением покрытия (алюминия) путем переноса его со стержней 14 на поверхность проволок 15. После обработки щетками 1 и 2
проволоки 5 поступают в направляющие 12 проводки 9, развернутые по отношению к проводке 8 на угол 60°, При этом в одной плоскости оказываются новые участки поверхности проволок 15, которые соответственно обрабатываются с нанесением покрытия металлическими щетками 3 и 4„ Затем проволоки попадают в проводку 13, разверну- тую по отношению к проводке I2 на угол 60°. В плоскости обработки при зтом оказываются другие поверхности, которые покрывают алюминием при помощи металлических щеток 5 и 6, Далее
Предложенное устройство позволяет повысить производительность при нанесении покрытия металлическими щет-
ками и при этом имеет простую и надежную конструкцию. Оно обеспечивает проведение многониточного процесса обработки проволоки с нанесением покрытия металлическими щетками и обобеспечивает равномерность покрытия по всей поверхности обрабатываемых проволок.
Составитель Be Трегубое Редактор А. Козориз Техред Л,Сердюкрва; Корректор М. Максимишинец
Заказ 5090/27 Тираж 878 Подписное
ВНИИПИ Государственного KoheiTeTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рауаская наб,, д« 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг 2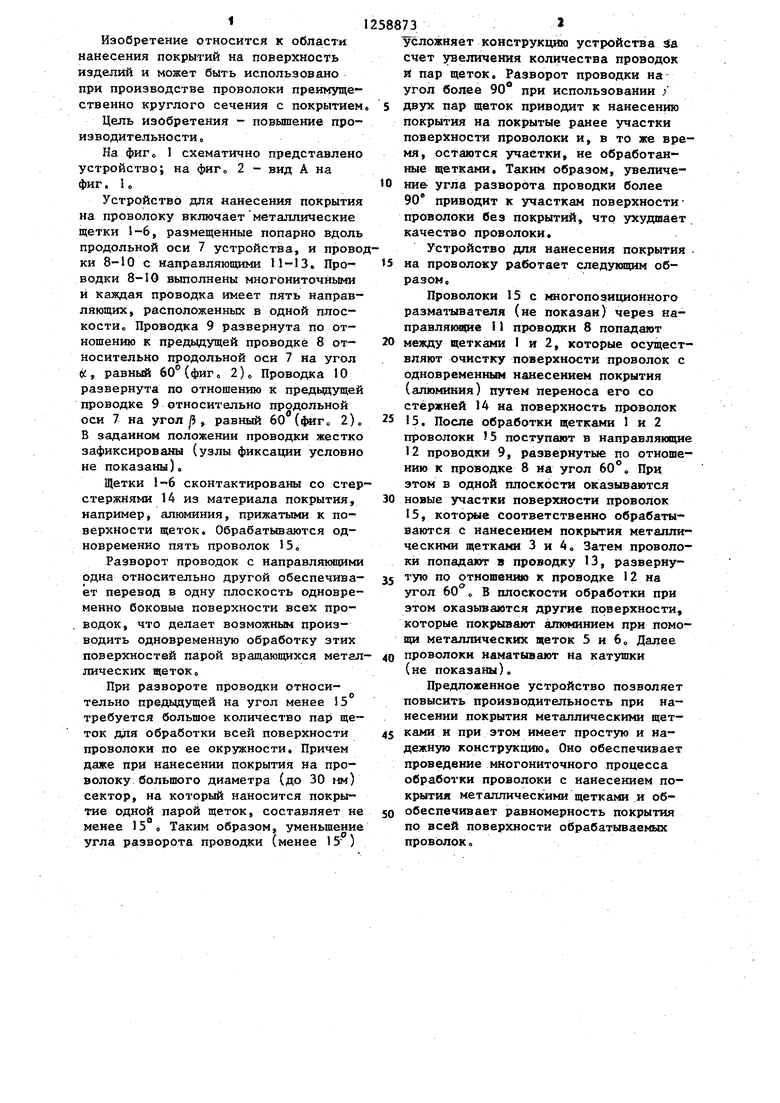
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для нанесения металлических покрытий на поверхность стальной ленты | 1990 |
|
SU1718713A3 |
| Способ нанесения покрытий на проволоку | 1985 |
|
SU1258875A1 |
| Агрегат электрохимической обработки проволоки | 1986 |
|
SU1461775A1 |
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
| Агрегат для электрохимической обработки длинномерного проката | 1988 |
|
SU1669998A1 |
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| СПОСОБ НАМОТКИ ТОНКОЙ ЛЕНТЫ В РУЛОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2256519C1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2421286C1 |
| Способ изготовления баллонов | 1990 |
|
SU1750817A1 |


| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
