Изобретение относится к области нанесения покрытия на поверхность изделий трением и может быть использовано при изготовлении проволоки круглого сечения с покрытием.
Цель изобретения - повьшение равномерности покрытия по толщине.
Способ нанесения покрытий на проволоку включает натирание вращающимся инструментом поверхности движущейся проволоки и сообщение проволоке в процессе натирания крутильных колебаний на угол 20-90° относительно ее продольной оси с частотой прямо пропорциональной скорости движения при коэффициенте пропорциональности 5-50 с«Гц/м.
Несколько проволок диаметром 3 мм из стали марки 70 покрывают алюминием А8 путем последовательного пропускания их со скоростью 0,1-1,0 м/с через волоки с калибрующим диаметром 2,95 мм и пару противоположно установленных щеток диаметром 250 мм, вращающихся встречно движению проволок со скоростью 50 об/с. Стержни из алюминия прижимают к щеткам, которые переносят алюминий на проволоку. Вращением волок по часовой стрелке и против нее проволоке в процессе наЧ тирания сообщают крутильные колебания на угол 20-90 относительно ее продольной оси при отношении частоты колебаний к скорости движения проволок от 5 до 50. Длина зоны, в которой происходит нанесение покрытия, от точки начала контакта ворса щетки с поверхностью проволоки до точки прекращения контакта составляет 80 мм.
При повороте проволоки относительно ее продольной оси на угол менее 20 на поверхности изделия остаются участки с меньшей толщиной покрытия. Это снижает качество покрытия на проволоке. Кроме того при угле поворота проволоки менее 20 в
588752
случае нанесения покрытия одновременно на несколько проволок на последних остаются участки без покрытия. При угле поворота проволоки более
5 90 затрачивается энергия на поворот проволоки, так как производительность процесса не увеличивается к качество проволоки не улучшается. Кроме того, при углах поворота проволо 0 ки более 90 в ней возникают большие касательные напряжения, снижающие ее технологические свойства. При коэффициенте менее 5 частота крутильных колебаний проволоки относитель15 но ее продольной оси становится недостаточной для равномерного покрытия всей поверхности проволоки за время прохождения ее через зону наг- несения покрытия Щетками. При увели20 чении коэффициента более 50 частота крутильных колебаний проволоки становится чрезмерно большой, что повышает затраты энергии на создание крутильных колебаний и снижает (на
25 2-3%) усталостную прочность проволоки, зависящую от количества циклов нагружения в процессе нанесения покрытия .
Конкретные режимы осуществления
30 известного и предлагаемого способов и свойства алюминиевых покрытий приведены в таблице.
Покрытие проволоки по известному способу без приложения крутильных
35 колебаний осуществляют пропусканием ее последовательно через две пары вращающихся щеток, расположенных во взаимно перпендикулярных плоскостях.
40 Как следует из таблицы, предпо- . женньй способ по сравнению с известным позволяет повысить равномерность толщины покрытий и увеличить производительность за счет увеличения ко45 лкчества одновременно обрабатываемых проволок при равных габаритах установок.
ор А.Козориз 5090/27
Составитель Ю.Ипатов Техред Л.Сердюкова
Тираж 878 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Корр Подп
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная, 4
Корректор Т.Колб Подписное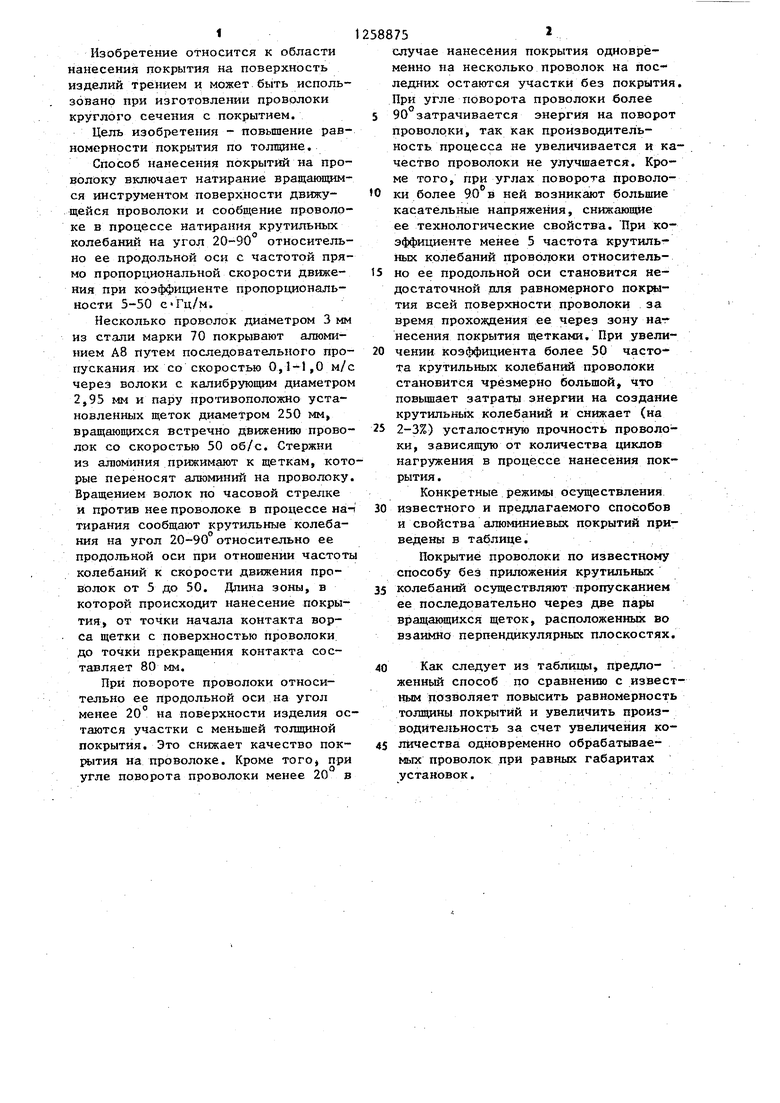
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
| Линия для нанесения металлических покрытий на поверхность стальной ленты | 1990 |
|
SU1718713A3 |
| Устройство для нанесения покрытия на проволоку | 1985 |
|
SU1258873A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКОЕ ИЗДЕЛИЕ | 2001 |
|
RU2202000C2 |
| Способ нанесения покрытий на проволоку | 1988 |
|
SU1671733A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ЗАГОТОВКИ ПОД ВОЛОЧЕНИЕ | 2003 |
|
RU2238160C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2004 |
|
RU2259242C1 |
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| Способ изготовления сталеалюминиевой проволоки | 1988 |
|
SU1685567A1 |
| Установка для нанесения электролитических покрытий натиранием | 1988 |
|
SU1498825A1 |
| 0 |
|
SU157162A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для нанесения покрытий | 1978 |
|
SU668979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
