Изобретение относится к машино- и приборостроению и может быть использовано при изготовлении точных деталей с плоскими поверхностями.
Целью изобретения является повышение производительности доводки за счет исключения промывки деталей между этапами предварительной и окончательной доводок, осуществляемыми на одном и том же притире из абразивно-эпоксидной композиции с применением разных правильных колец и с обильной подачей воды на притир на заключительном этапе.
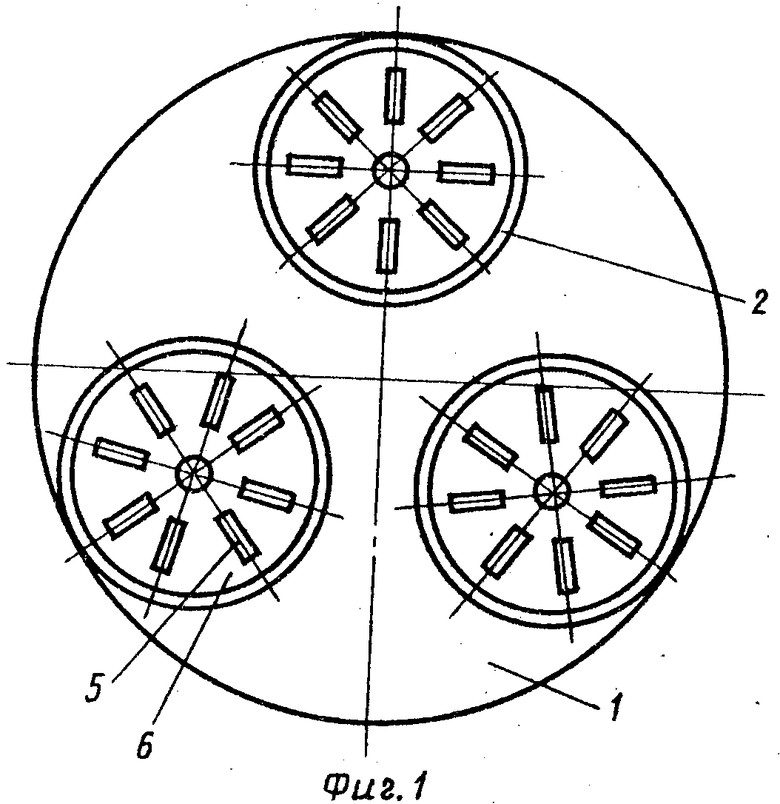
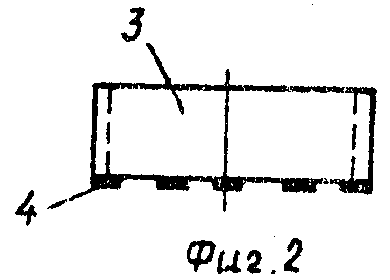
На фиг.1 показано расположение деталей в сепаpаторах внутри правильных колец, установленных на притире, вид сверху; на фиг.2 - кольцо с пластинами на рабочей поверхности, вид сбоку.
Предложенный способ доводки осуществляется в два этапа с использованием одного притира 1 из абразивно-эпоксидной композиции с абразивным зерном 14 мкм и двух сменных приспособлений в виде правильных колец 2 и 3 для образования свободного зерна, правки и выхаживания рабочей поверхности притира. Первое правильное кольцо 2 и притир 1 изготавливают из одной абразивно-эпоксидной композиции и они имеют одинаковую твердость. При доводке это правильное кольцо правит притир, удаляет с поверхности притира продукты обработки, вскрывает режущие кромки абразивных зерен притира, образует свободные зерна, что способствует снятию с изделия припуска 0,15-0,20 мм на этапе предварительной доводки.
Второе правильное кольцо 3 изготавливают, например, из коррозионно-стойкого материала. Оно имеет на своей рабочей поверхности выступающие неабразивные вставки в виде пластин 4 с высокой твердостью и его используют для окончательной доводки поверхностей деталей 5 в сепараторах 6. При проведении операции доводки это правильное кольцо очищает поверхность притира от свободного зерна, продуктов обработки, затупляет режущие кромки абразивных зерен.
Доводка осуществляется при обильном смачивании водой рабочей поверхности притира, при этом исключается операция промежуточной промывки обработанных поверхностей деталей.
Абразив с зерном М-14 для абразивно-эпоксидной композиции выбран как оптимальный при снятии припуска на операции предварительной доводки и получении 12 класса чистоты поверхности на операции окончательной доводки.
П р и м е р. Предложенным способом осуществляли доводку поверхностей металлических деталей с помощью абразивно-эпоксидного притира в виде плоского круглого диска, изготовленного на основе эпоксидных смол и абразивного зерна 14 мкм, правильного кольца из аналогичного материала и правильного кольца, имеющего на рабочей поверхности вставки в виде пластин с высокой твердостью.
Для снятия припуска 0,15-0,20 мм на этапе предварительной доводки сепараторы с деталями устанавливали на поверхность притира и обрабатывали детали 15-20 мин.
При проведении этапа окончательной доводки абразивно-эпоксидное кольцо заменяли на кольцо с твердыми пластинами и производили доводку 7-10 мин при обильной подаче воды.
Готовые детали сушили 15-20 мин. Весь технологический цикл длился 45 мин.
Таким образом, предложенный способ доводки повышает производительность обработки поверхностей металлических деталей, который связан с ликвидацией операций промывки и сушки после предварительной доводки. Кроме того, значительная экономия достигается за счет сокращения производственных площадей, оборудования, а также ликвидации потребности во фреоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1991 |
|
RU2049653C1 |
| Способ доводки пластин | 1991 |
|
SU1782708A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| Устройство для односторонней доводки пластин | 1972 |
|
SU481410A1 |
СПОСОБ ДВУКРАТНОЙ ДОВОДКИ ПЛОСКИХ ДЕТАЛЕЙ, согласно которому на каждом этапе детали устанавливают в сепараторе внутри правильного кольца, а кольцу сообщают перемещение по поверхности притира, отличающийся тем, что, с целью повышения производительности обработки за счет исключения промежуточной промывки деталей, доводку осуществляют на притире из абразивно-эпоксидной композиции, причем предварительную доводку ведут на кольце из абразивно-эпоксидной композиции, имеющей твердость, равную твердости притира, а окончательную доводку ведут на том же притире при обильной подаче воды в кольце, имеющем на рабочей поверхности пластины из неабразивного материала, твердость которого выше твердости притира.
| Тамбулатов Б.Я | |||
| Доводочные станки | |||
| - М.: Машиностроение, 1980, с.101. |
