Изобретение относится к волочильному производству, в частности к волочению металла в режиме ги/дродтшми ческого трения.
Целью изобретения является повышение стойкости инструмента за счет стабилизации режима гидродинамического трения.
На чертеже изображен предлагаемый инструмент, продольный разрез.
Инструмент включает обойму 1, в которой запрессована рабочая волока -2. Перед ней расположена втулка 3 с запрессованной в ней рабочей воло- кой А. Втулка 3 фиксируется напорной втулкой 5, ввернутой в обойму 1,
Между рабочими волоками 2 и 4, - а также между напорной втулкой 5 и рабочей волокой 4 образованы камеры 6 и 7 для смазки, сообщающиеся между собой кольцевым каналом 8. Камеры 6 и 7 выполняют объемом, равным (1 ,5-2,3) и D , где D - внутренний диаметр напорной втулки.
Инструмент работает следующим об- разом.
При протягивании, заготовки через инструмент мьшьная смазка через напорную- втулку 5 нагнетается в камеру 6 и далее через кольцевой канал 8 - в камеру 7. Помимо этого в камеру 7 смазка поступает и через рабочую волоку 4.
При отсутствии колебаний формы и размеров поперечного сечения заготовки при прохождении последней через напорную втулку 5 в обеих камерах 6 и 7 устанавливается постоянное давление .
При -уменьщении нагнетающей способности напорной втулки 5 .вследствие изменения формы и размеров поперечного сечения обрабатываемой заго- товки происходит уменьщение давления в первой камере 6. А поскольку во второй камере 7 существует повышенное первоначальное давление смазки, то оно через кольцевой канал 8 передается в первую компенсационную ка- меру 6, частично компенсируя происходящее в ней падение давления смазки. При повышении давления смазки в первой камере 6, имеющем место в случае увеличения нагнетающей способности напорной втулки 5, во второй камере 7 также происходит увеличение давления смазки., Таким образом
камеры 6 и 7 выполняют роль стабилизатора давления смазки, поступаю-/ щей из напорной втулки в рабочие волоки, и позволяют равномерно распределять, ее между рабочими волоками и стабилизировать режим гидродинамического трения при волочении заготовки. Это улучшает условия смазки, что предотвращает обрыв, загото
вок, повьшает качество получаемых изделий и стойкость инструмента.
Кроме того, при деформации заготовки происходит разогрев рабочих волок и мыльная смазка, находящаяся в камерах и соединяющем их канале, расплавляется и переходит в жидкое состояние. Заготовка, выходящая из первой камеры 6, контактирует в ней с расплавленной мьшьной смазкой, т.е. происходит омыление заготовки перед поступлением ен в первую рабочую волоку 4. Это особенно важно для заготовки, механически очищенной от окалины и не имеющей -ка своей поверхности подсмазочного слоя. Расплавленная мыльная смазка позволяет гарантировать получение в очаге деформации первой волоки сплошной смазочной пленки даже в случае волоче- ния механически очищенного металла, не имеющего на своей поверхности под- смазочного покрытия. Проходя через вторую камеру 7, заготовка получает дополнительный контакт с расплавленной мыльной смазкой., что дает возможность компенсировать дефицит смазки в зоне деформации второй рабочей волоки, возникающий за счет увеличения поверхности заготовки.
Таким образом, наличие сообщающихся камер для смазки улучшает условия смазки заготовки. Выбор объема напора камеры для смазки в пределах (1 ,5-2,3) IT D, где D - внутренний диа
метр напорной втулки, позволяет добиться оптимальных условий смазки .заготовки. При выполнении объема каждой камеры вне указанных пределов наблюдается ухудшение условий смазки, выражающееся в уменьшении толщины слоя ;Смазки на- поверхности протянутой про- . волоки, что приводит к снижению стойкости HHCTpyi ieHTa.
Как показали испытания предлагаемого, инструмента, стойкость его по сравнению с прототипом увеличилась в 1 ,7-2,2 раза.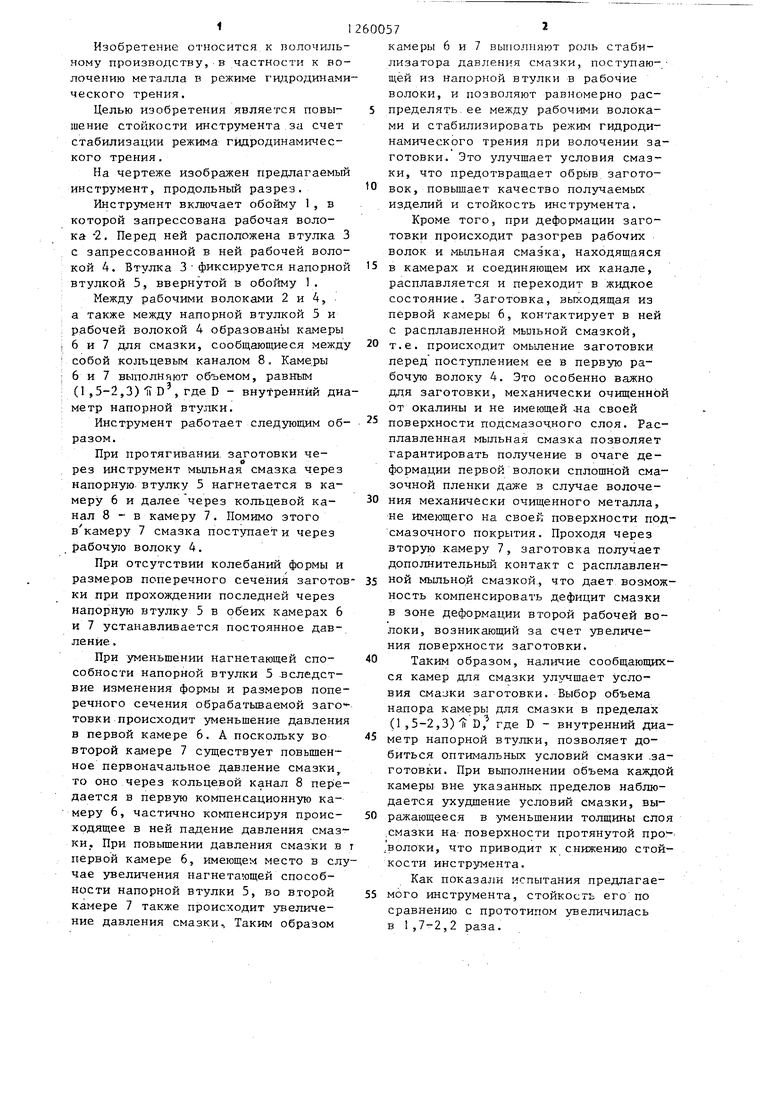

| Инструмент для волочения проволоки в режиме гидродинамического трения | 1977 |
|
SU618154A1 |
| Колмогоров В.Л | |||
| и др | |||
| Волочение в режиме жидкостного трения | |||
| М.: Металлургия, 1967, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
