1
Изобретение относится к обработке металлов давлением, а именно к снособам получения тонкостенных трубчатых деталей с утолщениями,
Целью изобретения является расширение технологических возможностей путем обеспечения увеличения радиальных размеров утолщения на тонкостенных трубчатых заготовках.
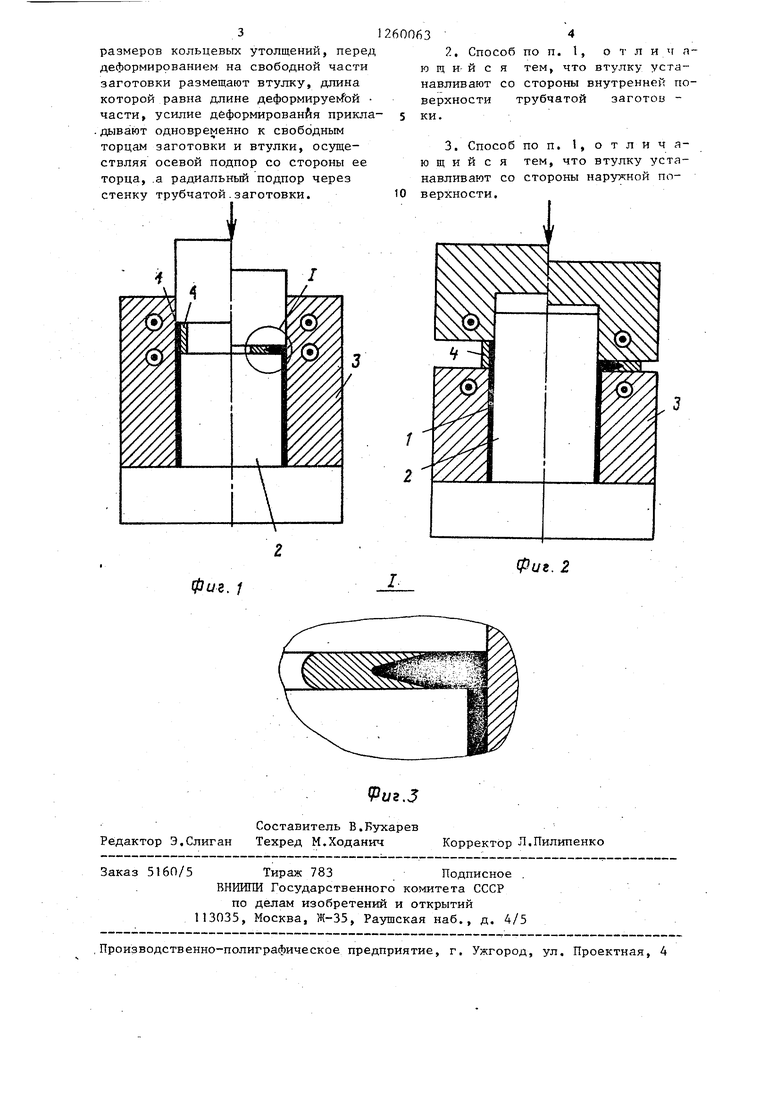
На фиг. 1 представлена схема получения внутреннего утолщения; на фиг. 2 - схема получения наружного утолщенияi на фиг. 3 - схема соединения втулки с тонкостенной трубчатой заготовкой,
Способ заключается в следующем.
Трубчатую заготовку 1 одевают на оправку 2 и зажимают матрицей 3, на свободном конце трубчатой з аготовки 1 размещают втулку 4, длина которой равна длине выступающей части заготовки .и которая упирается в матрицу 3. К свободному торцу заготовки 1 и втулки 4 прикладывают усилие деформирования до образования утолщения, при этом осуществляют осе вой подпор втулки со стороны ее торца, а радиальный подпор - через стенку трубчатой заготовки. По мере осадки трубчатой заготовки 1 и втулки 4 уменьшается их исходная высота и осуществляется радиальное течение материала с переменной скоростью течения материала по высоте очага деформации. При этом материал трубчатой заготовки и втулки, взаимодействующей с рабочей поверхностью инструмента, из-за сил контактного трения имеет меньщую скорость радиального течения по сравнению с материалом средней части заготовки и-втулки. В результате этого происходит внедрение материала заготовки в материал втулки, характерная форма которого приведена на фиг, 3, что обеспечивает неразъемность соединения трубчатой заготовки и втулки.
Для обеспечения повьппенной прочности и герметичности соединения процесс совместной осадки трубчатой заготовки и втулки осуществляют с предварительным очищением контактирующих поверхностей от окисной пленки и загрязнений
Процессы получения наружного или внутреннего утолщения различаются только размещением втулки соответст60063
венно снаружи или внутри трубчатой яаг отонки.
Пример. был опробо- ран при получении утолщения на труб5 чатой заготояке из сплава АМГ6 диаметром 301,0 мм, высотой 40 мм. Втулка была выполнена из сплава АМГ6 диаметром 281,5 мм высотой 10 мм. Изготовленная экспериментальная
оснастка обеспечивала получение внутреннего утолщения на трубчатой заготовке. Взаимодействующие поверхности трубчатой заготовки и втулки обрабатывали абразивной щкуркой с
5 целью разрушения окисной пленки, после чего совместно устанавливали
в матрицу. Осадку осуществляли с нагревом до 420-450 С, В результате осадки было получено внутреннее утолщение на тонкостенной трубчатой заготовке в радиальном направлении величиной 10 мм, высотой 2 мм, что в 2,5-4 раза больще, чем по известному способу. Данным способом бьш
получен ряд тонкостенных трубчатых заготовок с набором толщины внутрь на кромке в виде борта вплоть до полного смыкания стенок и образования стакана. При установке втулки с
наружной стороны трубчатой заготовки из АМГ6 0 30 1,0 мм получено наружное утолщение величиной 10-15 мм и высотой 2-4 мм, что в 3-5 раз больще, чем по известному способу.
Предлагаемый способ получения утолщения на тонкостенных трубчатых заготовках увеличивает величину утолщения в 3-5 раз.
Использование втулки позволяет увеличить величину утолщения как за счет Использования материала втулки, так и за счет подпора стенки трубчатой заготовки, что предотвращает потерю устойчивости стенки трубча- той заготовки.
Формула изобретения
1, Способ изготовления тонкостен- ных трубчатых изделий с кольцевыми утолщ.ениями на торцах, при котором трубчатую заготовку с одного конца зажимают на оправке, а к торцу свободного конца прикладывают усилие деформирования, отличающий- с я тем что, с целью расширения технологических возможностей путем обеспечения увеличения радиальных
размеров кольцевых утолщений, перед деформированием на свободной части заготовки размещают втулку, длина которой равна длине деформируе1 ой части, усилие деформирования прикла- .дывают одновременно к свободным торцам заготовки и втулки, осуществляя осевой подпор со стороны ее торца, .а радиальный подпор через стенку трубчатой.заготовки.
63 4
2.Способпо п. 1, о т л и ч а- ю щ и- и с ятем, что втулку устанавливают состороны внутренней поверхности трубчатой заготов ки.
3.Способпо п. 1, отличающийсятем, что втулку устанавливают состороны нарут ной поверхности.
фиг. /
Фиъ. 2
Ре дактор Э.Слиган
Составитель В.Бухарев Техред М.Ходанич
Заказ 516П/5 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(Риг,
Корректор Л.Пилипенко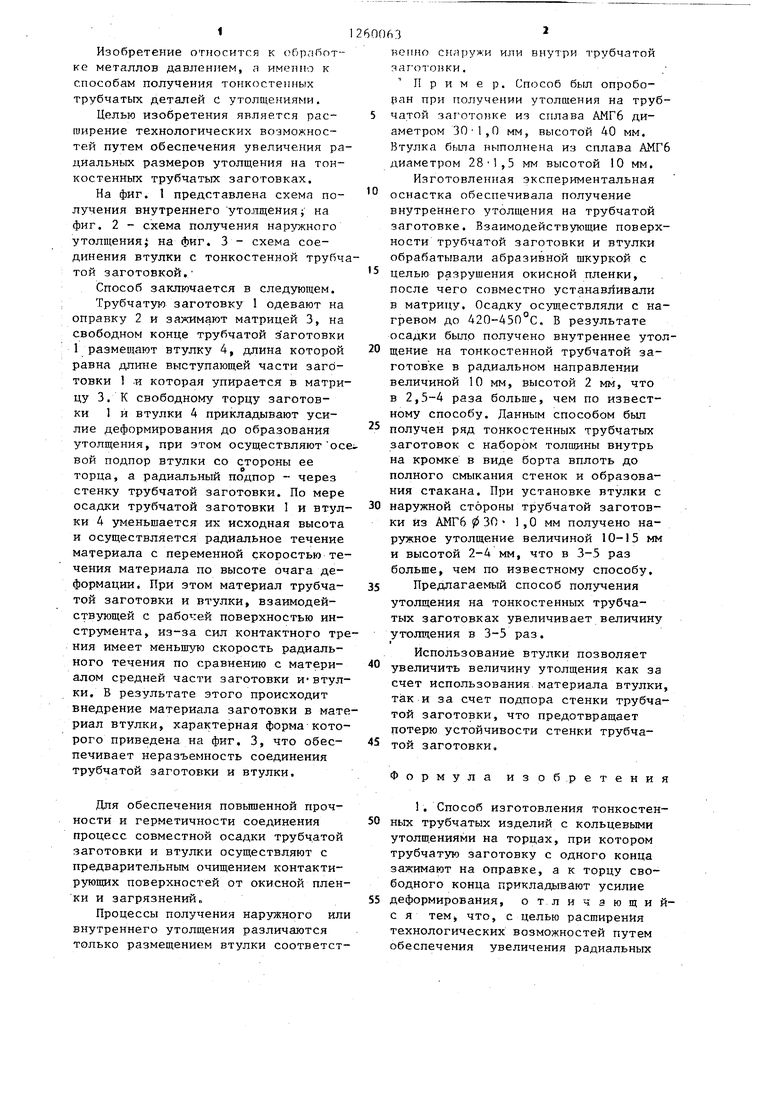
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С КОНЦЕВЫМ УТОЛЩЕНИЕМ | 2008 |
|
RU2393038C1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Заготовка для изготовления формовкой обжимом шаров-баллонов | 1988 |
|
SU1537342A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| ШТАМП ДЛЯ ОБРАЗОВАПИЯ УТОЛЩЕНИЙ ПА КОНЦАХ ТРУБЧАТЫХ ЗАГОТОВОК | 1964 |
|
SU163580A1 |
Изобретение относится к Ьблас- ти обработки металлов давлением, а именно к способам получения тонкостенных трубчатых деталей с утолщениями. Цель изобретения - увеличение радиальных размеров утолщения на тонкостенных трубчатых заготовках, Тонкостенную трубчатую заготовку одним концом устанавливают и зажимают между матрицей и оправкой, а на свободный конец надевают втулку, длина которой равна длине деформируемого свободного конца заготовки. На свободном конце заготовка имеет свободу перемещения в сторону установлгенной на этом конце втулки, внутрь или наружу в радиальном направлении. Через стенку заготовки, обеспечивают - радиальный подпор втулки за счет мат- ifi рицы или оправки. Под действием осевого деформирующего усилия происходит осадка свободного конца тонкостенной заготовки совместно с втул-. кой. 2 з.п. ф-лы, 3 ил. сл с: ю о о со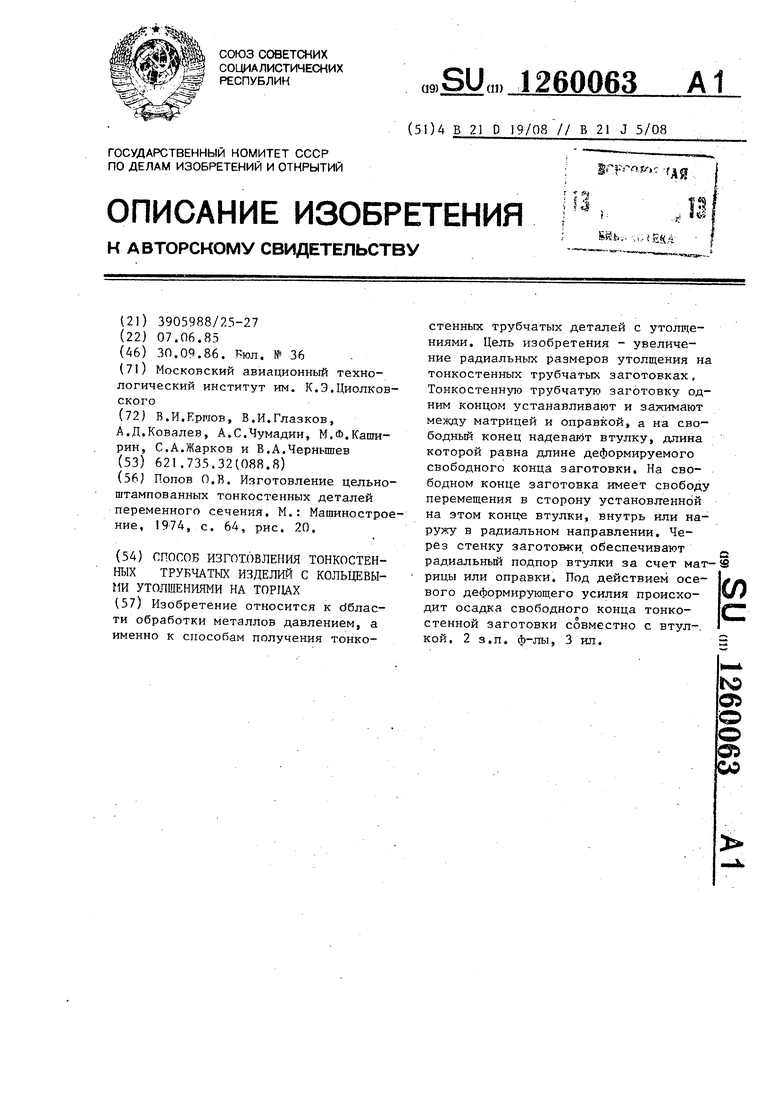
| Попов О.В | |||
| Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| М.: Машиностроение, 1974, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
