1260
Изобретение относится к машиностроению, к литейному производству.
Цель изобретения - экономия формовочного материала и увеличение производительности.
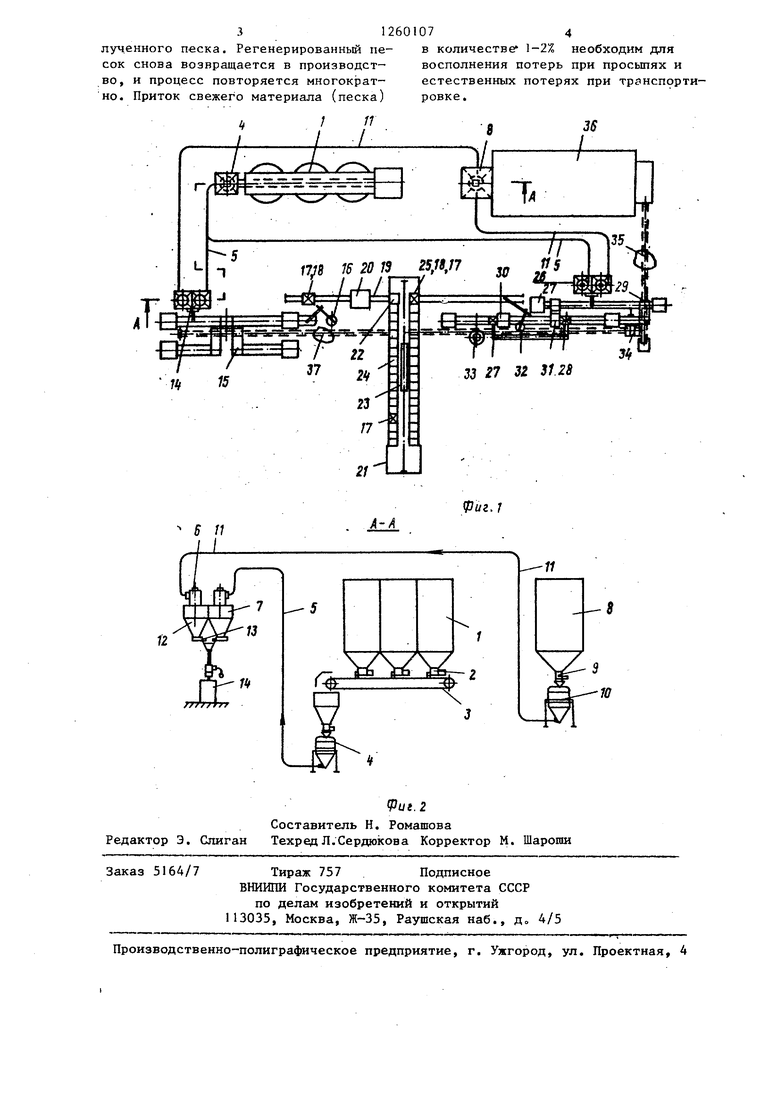
На фиг. I представлена предлагаемая линия, общий вид; на фиг. 2 - разрез А-А на фиг о К
Комплексно-механизированная линия изготовления отливок содержит сило- сы 1 со свежим сухим песком, связанные через дисковый питатель 2, лен- .точный конвейер 3 с камерным насосом 4, трубопровод 5 соединяет камерный насос 4 с разгрузителями 6 приемного бункера 7. Бункер 8 через пшюзовой питатель 9 и камерный насос 10 трубопроводом 11 соединен с приемным бункером 12 регенерированного песка. Под приемными бункерами 7 и 12 уста- новлены дисковые питатели 13. Приемные бункеры 7 и 12 расположены над установкой 14 для приготовления стерневой смеси и установками 15 для изготовления стержней. В конце стержневой линии установлен кран-манипулято 16 связанный с поддонами 17 транспортной теленки-этажерки 18, которые по рельсовому пути 19 связаны с проходным сушилом 20 и далее с автома- тизированным высотным накопителем 21 и разгрузителем 22. Кран-штабелер 23, установленный между стеллажами высотного накопителя 24, связан с тележками-этажерками 18, Рельсовый путь 19 соединяет разгрузители 25 и формовочные линии. На формовочной линии установлены установка 26 для приготовления смеси, формовочные машины 27, передаточное устройство 28, перестановщик 29, сборник форм 30, поворотно-вытяжная машина 31. Кран- оператор 32, установленный на формовочной линии, связан с поддонами 17 тележек-этажерок 18. Линия содержит также установку 33 заливки форм. Выбивные решетки 34 по ленточному конвейеру 35 связываются с установкой 36 термической регенерации ХТС, которая через камерный насос 10 и тру- бопровод 11 соединена с бункером 12 регенерированного песка и установками 15 для изготовления стержней. Транспортная система 37 предназначена для уборки просьшей.
Линия работает следующим образом. Свежий сухой песок из силосов 1 через дисковый питатель 2 и ленточш й
5
0 - 5 0 5 0 5
107 , 2 конвейер 3 поступает в камерньй . , насос 4.Из камерного насоса 4 сжатым воздухом песок транспортируется по трубопроводу 5 к разгружителю 6 приемного бункера 7. Регенерируемый песок из бункера 8 через шлюзовой питатель 9 поступает в камерный насос 10, затем с-жатым воздухом транспортируется по трубопроводу 1 к разгрузителю 6 приемного бунКера 12 регенерируемого песка.
Из приемных бункеров 1 и 12 свежий и регенерированный песок дисковыми питателями 13 дозированно передается к установке 14 для приготовления стержневой смеси. Готовые окрашенные стержни краном-манипулятором 16 комплектуются и укладьгоаются на три поддона 17 транспортной тележки-этажерки 18. Затем стержни по рельсовому пути 19 подаются к проходному сушилу 20. После подсушки стержни на тележках-этажерках 18 передаются на автоматизированный высотный накопитель стержней 21 к разгрузителю 22, где поддоны I7 со стержнями снимаются с транспортной тележки-этажерки 8 автоматизированным краном-штабелером 23 и укладываются в стеллажи 24 вьг сотного накопителя 21.
По мере необходимости поддоны 17 со стержнями краном-штабелером 23 из стеллажей 24 устанавливаются на транспортной тележке-этажерке 18 у разгрузителЯ 25 и затем транспортируются к форйовочным линиям, где крановым оператором 32 крупные стержни снимаются с поддонов 17 транспортной тележки-этажерки 18 и устанавливаются в полуформы формовочных линий. После выбивки стержневая и формовочная смесь системой ленточных конвейеров 35 транспортируется к установке 36 термической регенерации ХТС.
Цикл повторяется.
Увеличение производительности и экономия формовочного материала получается за счет установки оборудования в технологической последовательности, обеспечивающей замкнутый цикй, в котором практически не обязателен приток свежего материала. Это обеспечивается установкой термической регенерации, где осуществляется предварительное измельчение горелкой формовочной смеси с последующим выжиганием из нее смолы и просевом получ.енного песка. Регенерированный песок снова возвращается в производство, и процесс повторяется многократно. Приток свежего материала (песка)
в количестве 1-2% необходим для восполнения потерь при просыпях и естественных потерях при транспортировке.
Щ 15
36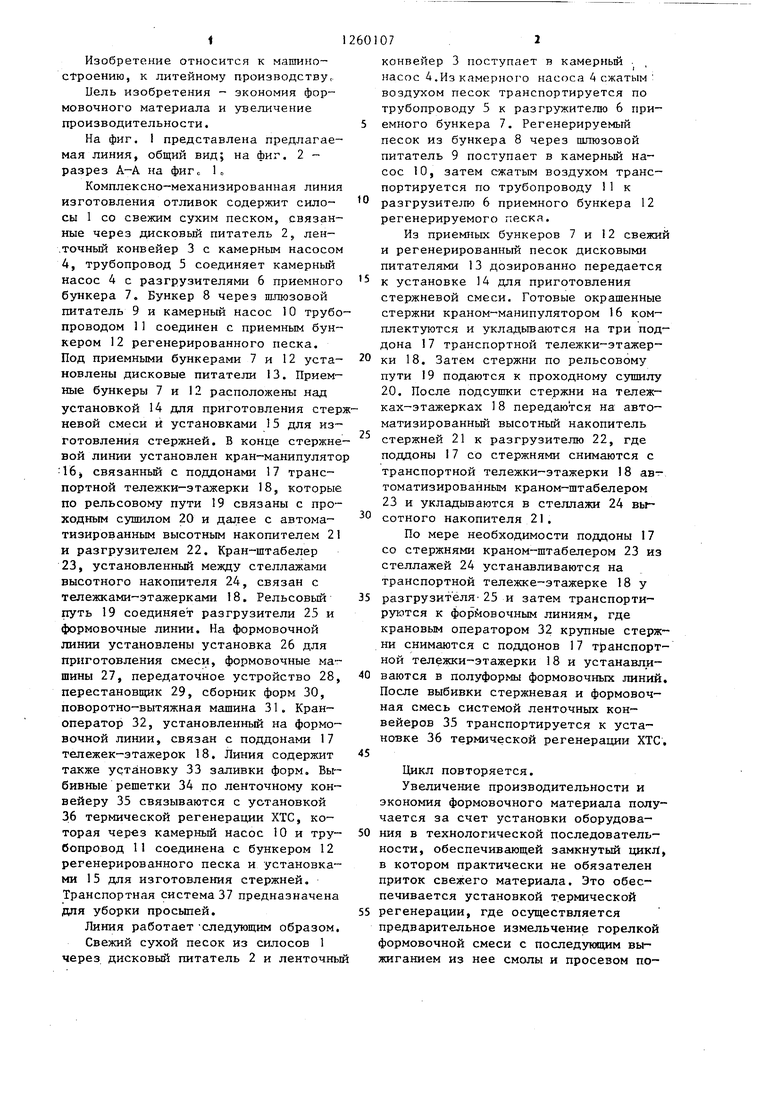
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная механизированная линия приготовления формовочных смесей | 1983 |
|
SU1113204A1 |
| Линия товарной обработки картофеля | 1983 |
|
SU1139401A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
| Линия регистрации формовочных холоднотвердеющих смесей | 1982 |
|
SU1163962A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Автоматизированный склад для хранения штучных грузов | 1983 |
|
SU1152890A1 |
| Автоматическая линия сушки песка | 1981 |
|
SU986576A1 |

fb Jb i.-
А-А
-11
X
ю
Редактор Э. Слиган
(put. 2
Составитель Н. Ромашова Техред Л. Сердюков а Корректор М. Шароши
5164/7
Тираж 757 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Литейные машины: Каталог НИИинформат, М.: 1980, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Литейные машины; Каталог НИИин- формаш, М.: 1981, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
