Изобретение относится к судостроению, а именно к установкам для сборки-и сварки изделий с прямолинейными сварными соединениями.
Известна установка для сборки и сварки корпусных конструкций, которая состоит из площадки или плоского стенда, устройства для сборки деталей посредством поджатия друг к другу и устройства для сварки деталей 1.
Недостатком установки является низкое качество сборки (большая разностенность cTbiKOBbix соединений, отклонение привариваемой кромки набора от линии разметки), узкие функциональные возможности (установка пригодна для сборки и сварки сварных тавров, полотнищ или плоских секций), а также большие сварочные деформации изготавливаемых изделий.
Наиболее близкой по технической сущности к предлагаемой является установка для сборки и сварки изделий с прямолинейными сварными соединениями, содержащая плоский .стенд с устройством для выравнивания и сборки деталей под сварку и устройством для их сварки 2.
Недостаток указанной установки заклю чается в том, что установка может быть использована для сборки и сварки только одного вида изделий с прямолинейными сварными соединениями - плоской секции. Для сборки и сварки разновидностей изделий (полотнище, сварной тавр) требуются специальные устройства для поджатия деталей (например ролики для поджатия полки к стенке сварных тавров; электромагниты для поджатия к стенду кромок листов при свар10ке полотнищ), следовательно и специальные установки, что вызвано различной конфигурацией поджимаемых деталей. Кроме того, поджатие свариваемых деталей друг к другу и к стенду не обеспечивает качественного выравнивания и качественную сборку
IS деталей под сварку (детали хорошо поджимаются и выравниваются только в местах действия усилий). Установка не предупреждает образование продольных сварочных деформаций (последние действуют в плоское-,
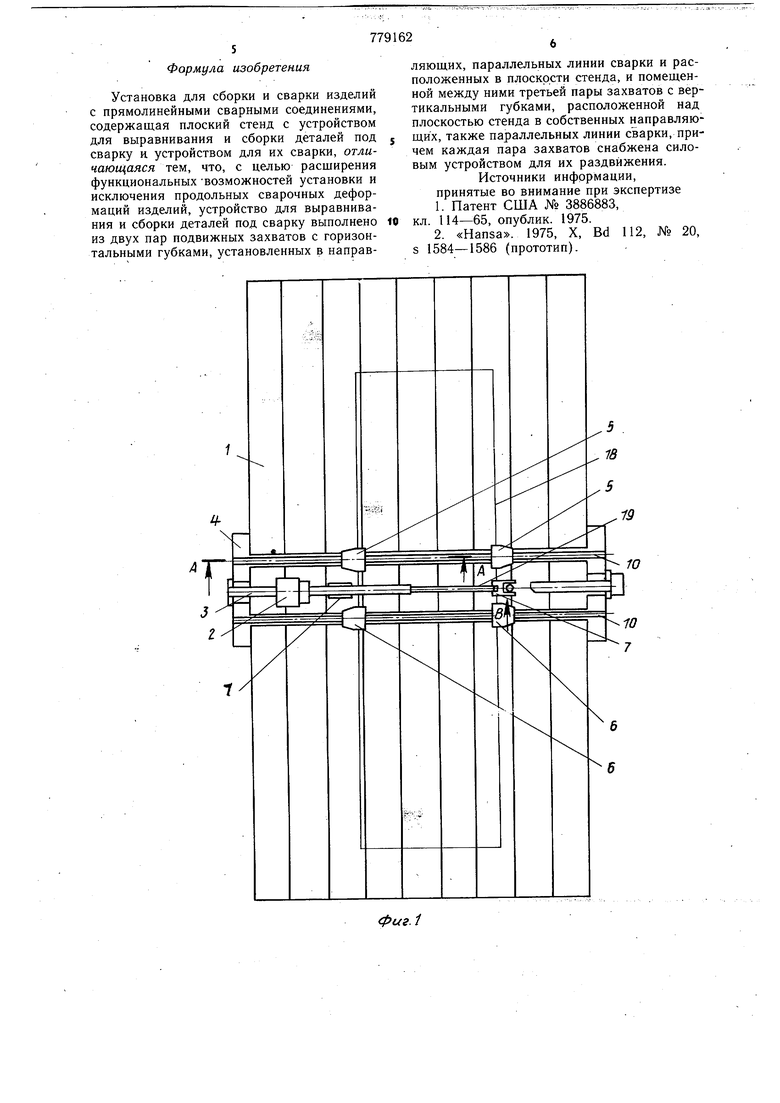
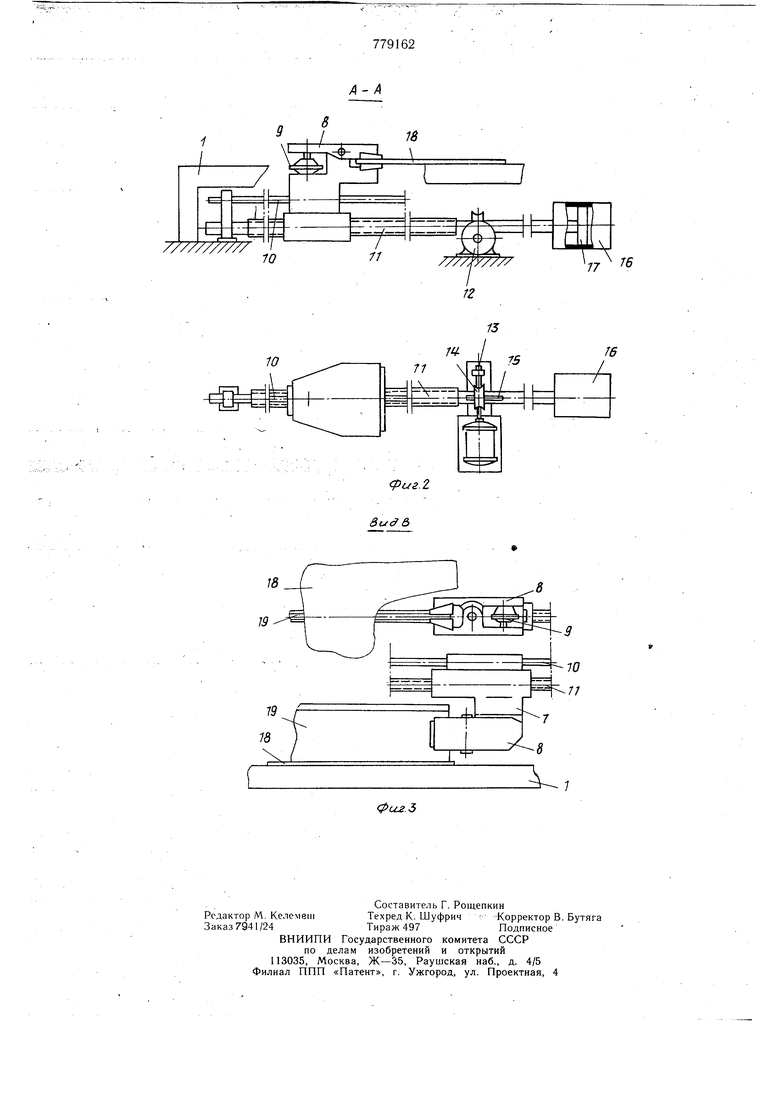
20 ти стенда, а поджатие деталей выполняется в перпендикулярной плоскости), что вызывает необходимость дополнительной операции - правки плоской секции. Цель изобретения - расширение функциональных возможностей установки и исключение продольных сварочных деформаций изделий. Цель достигается тем, что устройство для выравнивания и сборки деталей под сварку выполнено из двух пар подвижных захватов с горизонтальными губками, установленных в направляющих, параллельных линии сварки и расположенных в плоскости стенда, и помещенной между ними третьей, пары захватов с вертикальными губками, расположенной над плоскостью стенда в собственных направляющих, также параллельных линий сварки, причем каждая пара захватов снабжена силовым устройством для их раздвижения. На фиг. 1 представлена предлагаемая установка, общий вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид В на фиг. 1. Установка имеет плоский стенд 1, устройство 2 для сварки, передвигающееся по балке 3 над плоскостью стенда, и устройство 4 для выравнивания и сборки деталей, содержащее дее пары захватов 5 и 6 с горизонтальными губками в плоскости стенда 1 и третью пару захватов 7, расположенную над стендом и между парами захватов 5 и 6 (третья пара захватов может быть выполнена с возможностью вертикального перемещения). Все захваты имеют одну подвижную губку 8 и снабжены приводом 9, который обеспечивает зажатие деталей в захватах. Захваты могут перемещаться по направляющей 10 с помощью винта 11. Вращение, винта выполняется мотор-редуктором 12 через червяк 13 и червячное колесо 14, насаженное на винт 11, (это колесо имеет возможность свободно скользить вдоль винта 11 и передает крутящий момент на винт 11 через 15). Каждая пара захватов имеет силовое устройство - пневмо- или гидроцилиндр 16 и поршень 17, которое через винт 11 передает усилие на один из захватов и может его перемещать по направляющей 10 с целью растяжения деталей, которые будут зажаты в паре захватов. Все захваты могут быть при необходимости сменными и заменяться в зависимости от марки металла, толщины листов и высоты ребер. Установка работает следующим образом. При изготовлении плоской секции на стенд 1 вначале укладывают полотнище 18 и вращением винта 11 передвигают захваты 5 и 6 так, чтобы захватить полотнище по кромкам с двух сторон от линии привар,ки ребра 19. Затем с помощью силового устройства (поршень 17 и цилиндр 16) раздвигают захваты 5 и 6 и таким образом растягивают полотнище вдоль линии приварки ребра и удерживают его в процессе сварки. Вследствие растяжения полотно выравнивается вдоль линии сварки в месте установки ребра (первоначальная волнистость полотнища из плоскости достигает 10-15мм на метр длины). После этого укладывают на. полотнище 18 ребро 19, захватывают его по концам захватами 7 и растягивают. Растяжение ребра выравнивает его стенку (перво-. начальная волнистость стенки из своей плоскости достигает 6-8 мм на метр длины). Волнистость стенки ребра в плоскости, как правило, незначительна (не более допустимого зазора под сварку между ребром и полотнищем), поэтому вследствие растяжения ребро оказывается установленным на полотнище по линии приварки с требуемым сварочным зазором (возможность вертикального перемещения третьей пары захватов может упростить установку ребра, имеющего больщую волнистость в плocкoctи стенки). Далее устройством 2, которое передвигается по балке 3, выполняется приварка ребра к полотнищу. Сварку выполняют до отключения силовых устройств, т.е. при растянутых ребре и полотнище. После сбарки освобождают от захватов полотнище и ребро и отводят захваты в стороны. Предлагаемая установка пригодна для сборки и сварки всех изделий с прямолинейными сварными соединениями: сварных (прямых) тавров, полотнищ и плоских секций. Использование данной установки взамен отдельных трех установок для каждого вида изделий сокращает затраты на проектирование и изготовление в 2,0-2,5 раза и требует при эксплуатации в 2,0-2,5 раза меньше производственной площади, чем для трех отдельных установок. Кроме того, при растяжении свариваемых деталей вдоль сварного соединения до напряжений 0,3-0,5 предела текучести исключаются продольные сварочные деформации, что позволяет сократить или полностью исключить работы по устранению деформаций, трудое.мкость которых для тонколистовых плоских секций достигается 20-30% от трудоемкости сборочно-сварочных работ. Выравнивание деталей растяжением (особенно ребер и стенок тавров) позволяет добиться точной их установки по линии сварки, что повышает качество сборки изделий. Известно также, что растяжение свариваемых изделий вдоль линии сварки вызывает уменьшение ширины зоны пластических деформаций металла в районе сварного соединения и повышает надежность соединения, особенно в условиях циклической (знакопеременной) нагрузки. Создание и использование одной установки для сборки и сварки тавров, полотнищ и плоских секций дает возможность резко увеличить загрузку установки, особенно в условиях малосерийного производства, и, таким образом, создать предпосылки для автоматизации изготовления всех сварных изделий с прямолинейными сварными соединениями.
Формула изобретения
Установка для сборки и сварки изделий с прямолинейными сварными соединениями, содержащая плоский стенд с устройством для выравнивания и сборки деталей под сварку и устройством для их сварки, отличающаяся тем, что, с целью расширения функциональных возможностей установки и исключения продольных сварочных деформаций изделий, устройство для выравнивания и сборки деталей под сварку выполнено из двух пар подвижных захватов с горизонтальными губками, установленных в направляющих, параллельных линии сварки и расположенных в плоскости стенда, и помещенной между ними третьей пары захватов с вертикальными губками, расположенной над плоскостью стенда в собственных направляющих, также параллельных линии сварки, причем каждая пара захватов снабжена силовым устройством для их раздвйжения.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3886883, кл. 114-65, опублик. 1975.
2.«Hansa. 1975, X, Bd 112, № 20, s 1584-1586 (прототип).
9 /18
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| Способ изготовления полотнищ | 1978 |
|
SU806330A1 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
10
сриг.г
8
