Известны конвейерные установки непрерывного действия для изготовления железобетонных изделий, имеющие горизонтальную тоннельную пропарочную камеру, расположенную над конвейером и сообщающуюся с концевыми камерами подогрева и охлаждения изделий.
Описываемая конвейерная установка непрерывного действия для изготовления железобетонных изделий отличается от известных тем, что горизонтальная пропарочная камера выполнена многоярусной, соединенной с вертикальными концевыми камерами подогрева и охлаждения, образуя П-образную форму установки, в которой камера охлаждения через кантователь с реверсивным рольгангом включена в начальную зону конвейера - пост распалубки форм-вагонеток и подготовки их к формовке изделий на последующих постах конвейера, обеспечивая этим сокращение погрузочно-разгрузочных и транспортных операций.
Такое выполнение конвейерной установки позволяет сократить производственные площади при обеспечении проведения заданного режима тепловлажностной обработки изделий и повысить производительность установки.
Отличие предлагаемой конвейерной установки заключается также в применении в соединениях камер подогрева и охлаждения с пропарочной камерой заслонок, регулируемых автоматически по программе.
Это позволяет регулировать температуры в камерах подогрева и охлаждения.
Особенностью конвейерной установки является применение вертикальных гидроцилиндров для подъема и опускания форм-вагонеток с изделиями в камерах подогрева и охлаждения, а также применение горизонтальных толкателей для перемещения форм-вагонеток на горизонтальных участках установки.
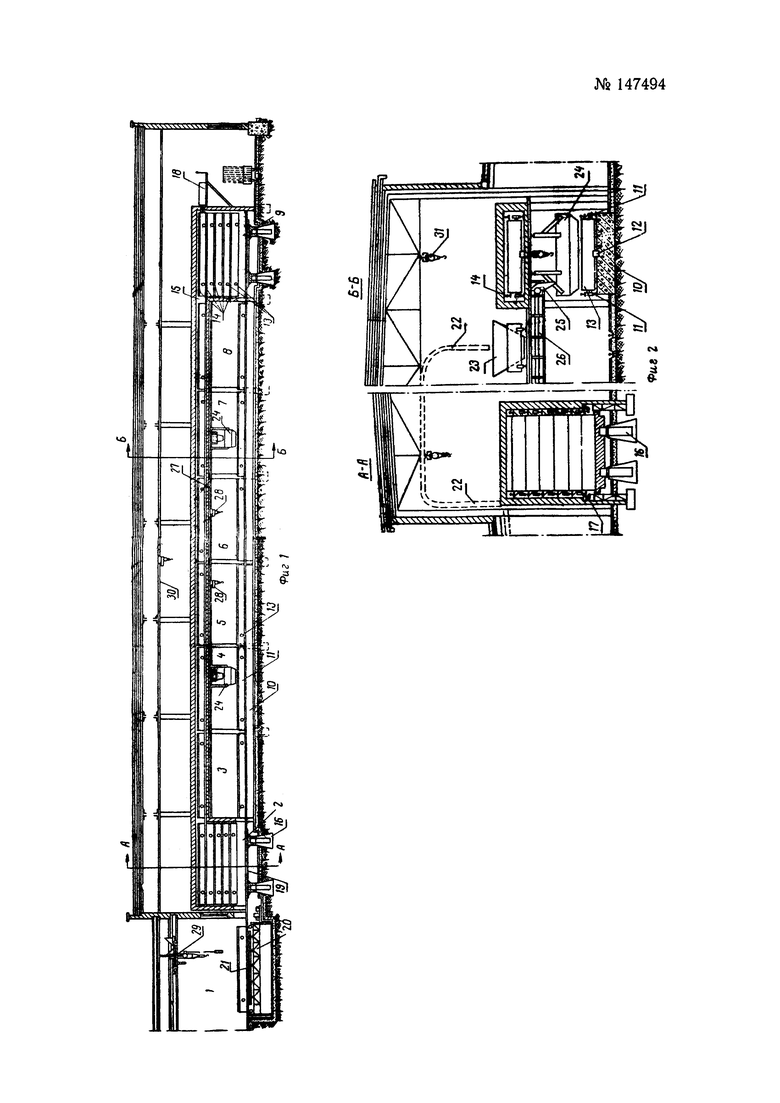
На фиг. 1 изображена схема предлагаемой конвейерной установки в продольном разрезе; на фиг. 2 - разрезы по А-А и Б-Б на фиг. 1.
В предлагаемой конвейерной установке технологические операции по формованию изделий производятся в нижнем ярусе, а тепловлажностная обработка - в верхнем ярусе, расположенном вдоль всей установки над постами формовки.
Конвейерная установка предназначена для изготовления трехслойных панелей и состоит (по длине) из девяти постов 1, 2, 3, 4, 5, 6, 7, 8 и 9, в том числе пост 1 представляет собой камеру, в которой производится распалубка железобетонных изделий, пост 2 - камеру охлаждения, посты 3, 4, 5, 6, 7 и 8 - последующие камеры технологического процесса формования изделий и пост 9 - камеру подогрева.
Конвейерная установка состоит из железобетонного основания 10, на поверхности которого по всей длине уложены рельсы 11. В центре основания между рельсами размещен штанговый толкатель 12 для перемещения форм-вагонеток 13 по всей длине установки до поста 9. В верхней части формы-вагонетки с каждой боковой стороны закреплены направляющие рельсы 14, на которые устанавливаются формы-вагонетки одна на другую в процессе подъема их с поста 9 в зону 15 пропаривания.
В камерах охлаждения и прогрева смонтированы гидроподъемники 16 для опускания и подъема штабеля с формами-вагонетками. Для поддержания форм-вагонеток гидроподъемники снабжены фиксаторами 17.
С наружной стороны камеры прогрева укрепляется корпус толкателя 18, шток которого, проходя внутрь камеры прогрева, проталкивает формы-вагонетки по зоне пропаривания к камере 2 охлаждения. На раме гидроподъемника в камере охлаждения расположены два реверсивных рольганга 19, которые предназначены для перемещения форм-вагонеток, опущенных вниз, в камеру распалубки. Камера распалубки представляет собою кантователь 20, на поверхности которого расположен реверсивный рольганг 21 для приема с кантователя и передачи на пост 3 через камеру охлаждения форм-вагонеток после их распалубки, выемки из них готовых изделий, очистки и смазки.
Снабжение формовочных постов конвейерной установки бетоном производят по бетонопроводу 22 из бетоновозов 23 в бетоноукладчики 24 и далее по течке 25 реверсивного транспортера 26. Между направляющими бетоноукладчика подвешен монорельс 27 с тельферами 28 для вспомогательных операций. Выемку изделий из форм-вагонеток осуществляют кран-балкой 29. Над установкой по ее длине расположены подвесные пути 30 с тельферами 31 для монтажных и такелажных работ в верхней зоне 15.
Разгруженная от изделия форма-вагонетка после очистки и смазки реверсивным рольгангом 21 передается на рольганги 19 и далее на пост 3.
По мере продвижения в заданном ритме форм-вагонеток от камеры распалубки до камеры прогрева производятся все технологические операции для полного формования изделий. По мере поступления форм-вагонеток с изделиями в камеру прогрева они гидроподъемниками поднимаются в зону пропаривания, при этом каждый раз при подъеме одной формы-вагонетки они устанавливаются на фиксатор 17, освобождая гидроподъемник для подъема следующей формы-вагонетки.
По мере заполнения камеры 9 и перемещения форм-вагонеток вверх происходит постепенный прогрев изделий теплом, поступающим сверху вниз. Когда изделие переместилось вверх в камере 9, в камере охлаждения происходит автоматическое снижение штабеля форм на высоту одной формы-вагонетки и установка ее на реверсивный рольганг 19. В этот момент толкатель 18 автоматически перемещает весь ряд форм-вагонеток в зоне пропаривания на длину одной вагонетки. Опущенная и установленная на рольганг форма-вагонетка перемещается в камеру распалубки, а после чистки и смазки она возвращается на рольганг 19. Далее цикл повторяется. Для регулирования температур в камерах подогрева и охлаждения в их соединениях с пропарочной камерой применены заслонки (на фиг. 1-2 не показаны), регулируемые автоматически по заданной программе.
Институт НИИЖБ отмечает целесообразность применения предлагаемой конвейерной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1518129A1 |
| Технологическая линия для изготовления объемных железобетонных изделий | 1981 |
|
SU1108015A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
1. Конвейерная установка непрерывного действия для изготовления железобетонных изделий, имеющая горизонтальную тоннельную пропарочную камеру, расположенную над конвейером и сообщающуюся с концевыми камерами подогрева и охлаждения изделий, отличающаяся тем, что, с целью сокращения производственных площадей при обеспечении проведения заданного режима тепловлажностной обработки изделий и повышения производительности установки, горизонтальная пропарочная камера выполнена многоярусной, соединенной с вертикальными концевыми камерами подогрева и охлаждения, образуя П-образную форму установки, в которой камера охлаждения через кантователь с реверсивным рольгангом включена в начальную зону конвейера - пост распалубки форм-вагонеток и подготовки их к формовке изделий на последующих постах конвейера, обеспечивая этим сокращение погрузочно-разгрузочных и транспортных операций.
2. Применение в установке по п. 1 для возможности регулирования температур в камерах подогрева и охлаждения регулируемых автоматически по заданной программе заслонок в соединениях указанных камер с пропарочной камерой.
3. В установке по п. 1, применение вертикальных гидроцилиндров для подъема и опускания форм-вагонеток с изделиями в камерах подогрева и охлаждения, а также применение горизонтальных толкателей для перемещения форм-вагонеток на горизонтальных участках установки.
