Изобретение относится к строительной индустрии и может быть использовано при изготовлении объемных железобетонных блоков.
Цель изобретения - упрощение конструкции и повьшение качества изделий .
На фиг.1 изображен пустотообра- зователь в рабочем положении, план на фиг.2 - то же, в процессе распалубки; на фиг.З - разрез на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Пустотообразователь состоит из объемных полуформ 1 и 2, шарнирно соединенных между собой боковыми элементами 3 и 4, высота которых равна высоте полуформы, рычагов 5 для соединения бокового элемента 3 полуформами 1 и 2 и осей 6 для шарнирного соединения бокового элемента 4 с полуформами 1 и 2. Концы ветикальных осей 6 выполнены с эксцетриками 7 на концах, контактирующими с поддоном 8 формы. Боковой элемент 4 выполнен с пазами для осей 6, а эксцентрики 7 направлены по общей оси навстречу один другому Оси 6 жестко соединены с полуформами , снабженными проушинами 9, в которых шарнирно установлены винты 1 выполненные на концах соответственно с левой и правой нарезками рёзь бы и соединенными между собой стяжной муфтой 11. Внутри пустотообра- зователя размещеньг, вибраторы (не п казаны).
Пустотообразователь работает слдующим образом.
Перед формованием пустотообразо ватеЛь устанавливают на поддон 8.
2
5
0
5
30
35
этом эксцентрики 7 входят в отверстия поддона. Вращая стяжную муфту 11, производят вращательно-посту- пательное перемещениеполуформ 1 и 2 относительно продольной оси поддона. Одновременно с перемещением полуформ рычаги 5 поворачиваются, перемещая внутрь пустотообразователя боковой элемент 3. При этом происходит автоматический поворот жестко прикрепленных к полуформам осей 6 с эксцентриками 7. В результате поворота осей 6 с эксцентриками 7 в отверстиях поддона 8 боковой элемент 4 также перемещается внутрь пустотообразователя , Пустотообразователь находится в сжатом положении, позволяющим установить на него комплект полимерной облицовки.
После установки облицовки вращением муфты 11 в противоположном направлении раздвигают Пустотообразователь, плотно натягивая полимерную облицовку. Затем на поддон 8 устанавливают арматурный каркас и наруж ную форму (не показана). Образовав- между пустотообразователем и наружной формой пространство заполняют бетонной смесью и затем уплотняют вибраторами.
Отформованньй блок совместно с поддоном, наружной формой и пустотообразователем подают на пост термообработки, затем осуществляют распалубку блока. Для этого снимают наружную форму 5 а затем сжимают Пустотообразователь описанным выше способом, в результате чего отформован- ньй блок легко извлекается.
Фи«. г
фиг. tf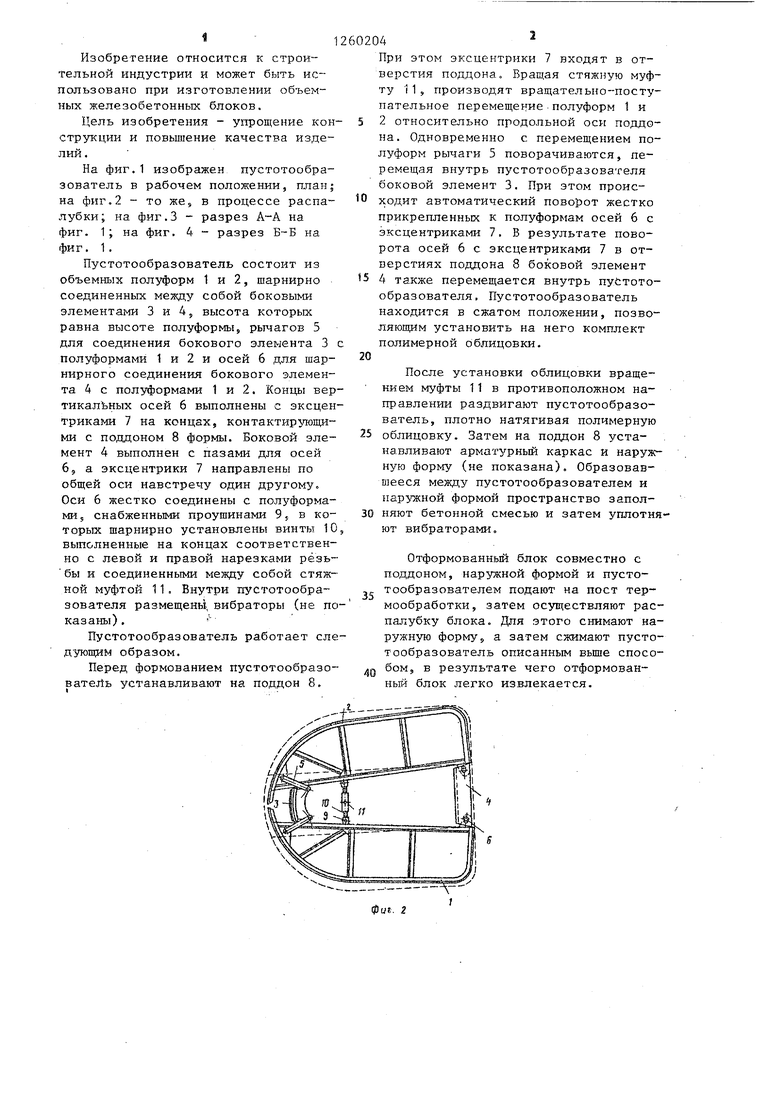
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования вентблоков | 1985 |
|
SU1350028A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| Бетонная напорная труба с металлическим цилиндром и способ ее изготовления | 1990 |
|
SU1742567A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082605C1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1675092A1 |
| Форма для изготовления часторебристых строительных изделий | 1980 |
|
SU958095A1 |
| Форма для изготовления свай из железобетона | 1988 |
|
SU1583296A1 |


| Пустотообразователь | 1973 |
|
SU491475A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
