Изобретение относится к изготовлению полых безоблойных резиновых деталей сложной конфигурации с внутренним диа- мет,ром от, миллиметров методом литьевого прессования, например, арматуры пневмоавтоматики (переходники, тройники и т. д.) и может, быть использовано в любой отрасли машиностроения. . ; Целыд изобретения является удобство последующего удаления внутреннего облоя.
Зазор выбирается в пределах 1/3 толщины детали.
Пресс-форма работает следующим образом.
Детали 7 изготавливаются методом лить евого прессования. Части дорна фиксируются в пресс-форме с зазором. В загрузочную камеру (не показана) загружается соответ ствующая навеска резиновой смеси. Пресс форма с загрузочной камерой устанавлива
Пафиг. Гизображена предлагаемая пресс-10 ется на пресс, и осуществляется подача ре
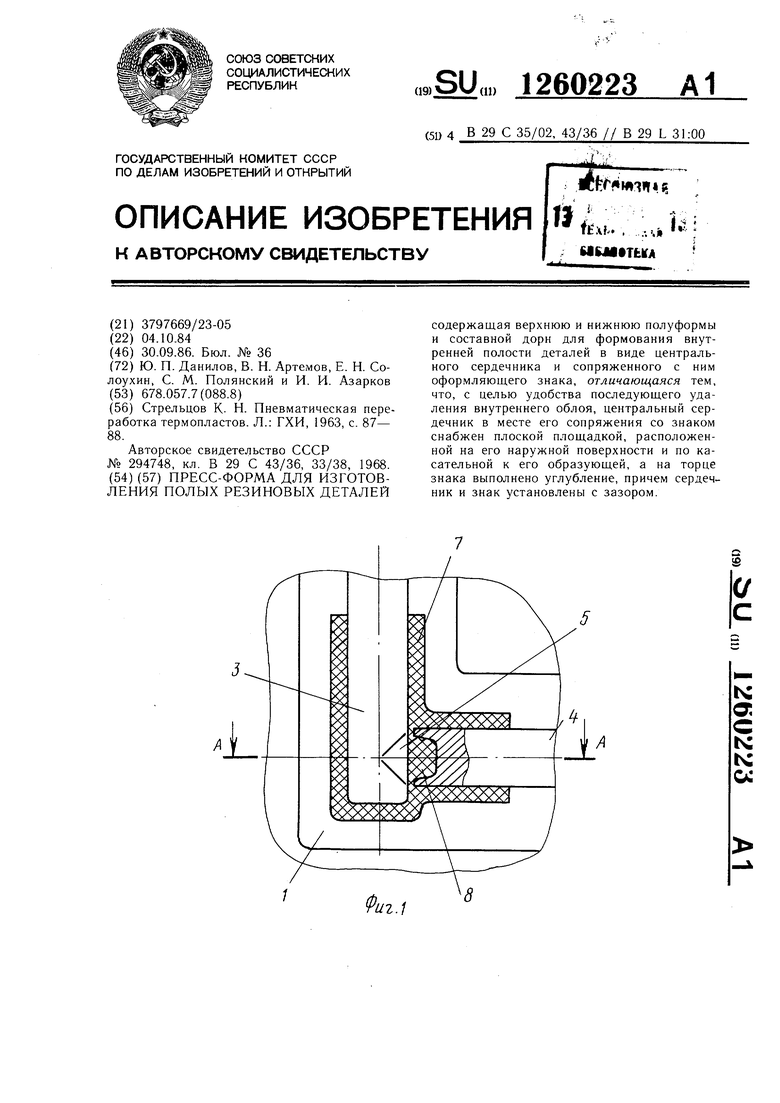
форма; на фиг. 2 - разрез А--А на фиг. 1. Пресс-форма содержит верхнюю и нижнюю пресс-формы 1 и 2 и составной дорн для формования внутренней- полости деталей в виде центрального сердечника 8 и сопряженного с ним оформляющего знака 4 Центральный сердечник 3 в месте его сопряжения с знаком 4 снабжен плоской площадкой 5, расположенной на его наружной поверхности и по касательной к его образующей, а на торце знака 4 выполнено уг- JQ лублепие 6, причем сердечник 3 и знак 4 установлены с зазором и под углом 90°.
зиновой смеси в формующие полости пресс формы.
По истечении предусмотренного техпро цессом времени детали извлекаются из пресс формы, а дорны - из детали.
После формования в детали 7 образуется внутренний облой в виде глухой перемыч ки 8, которая разделяет полости, оформленные отдельными частями дорна. Впоследствии при извлечении детали из пресс- формы удаляют облой из внутренней полости детали 8.
л-д
Зазор выбирается в пределах 1/3 толщины детали.
Пресс-форма работает следующим образом.
Детали 7 изготавливаются методом литьевого прессования. Части дорна фиксируются в пресс-форме с зазором. В загрузочную камеру (не показана) загружается соответствующая навеска резиновой смеси. Пресс- форма с загрузочной камерой устанавлива ется на пресс, и осуществляется подача ре
зиновой смеси в формующие полости пресс- формы.
По истечении предусмотренного техпроцессом времени детали извлекаются из пресс- формы, а дорны - из детали.
После формования в детали 7 образуется внутренний облой в виде глухой перемычки 8, которая разделяет полости, оформленные отдельными частями дорна. Впоследствии при извлечении детали из пресс- формы удаляют облой из внутренней полости детали 8.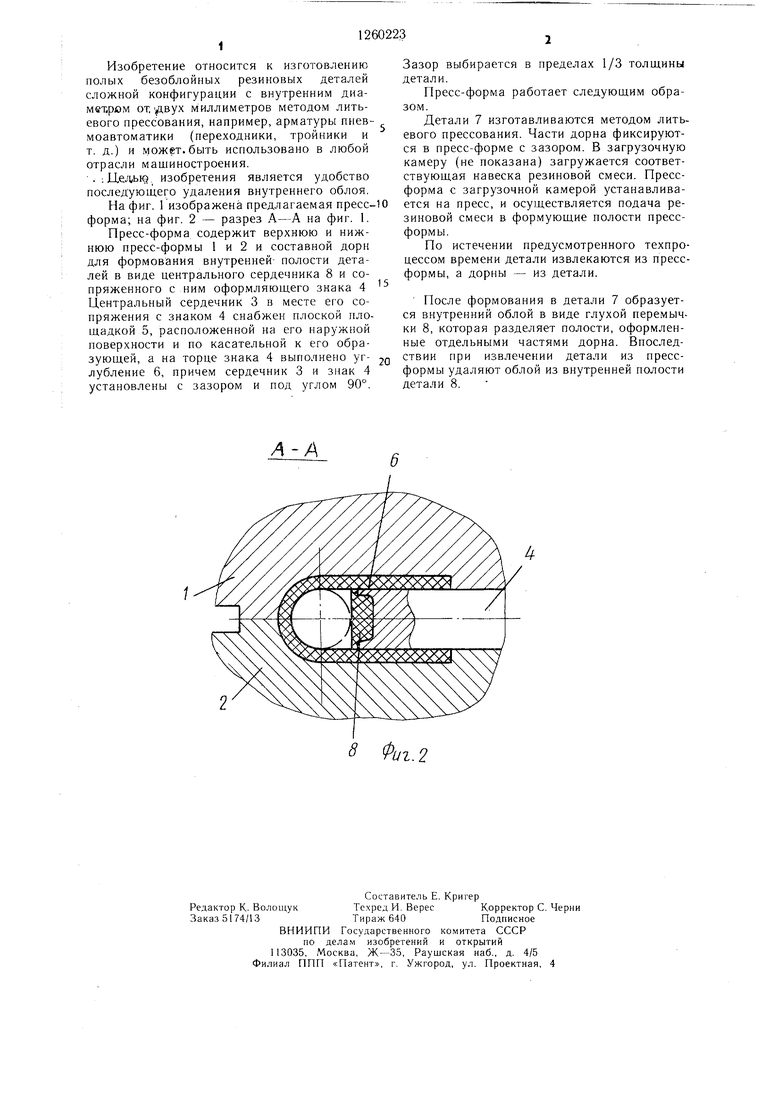
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1971 |
|
SU291804A1 |
| Устройство для наполнения емкостей | 1977 |
|
SU683996A1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1986 |
|
SU1386479A1 |
| Плунжерно-литьевая пресс-форма для изготовления резинотехнических изделий | 1979 |
|
SU887242A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Пресс-форма для изготовления железобетонных изделий | 1985 |
|
SU1390034A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ДИАФРАГМ С НАРУЖНЫМ БУРТИКОМ НА ГОРЛОВИНЕ | 2006 |
|
RU2317890C1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Стрельцов К | |||
| Н | |||
| Пневматическая переработка термопластов | |||
| Л.: ГХИ, 1963, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА | 0 |
|
SU294748A1 |
| Солесос | 1922 |
|
SU29A1 |
