35
(Л
со со
со 4;
.
вания изделий с консолями, Ilpect- форма содержит гидростатическую камеру 1, образованную эластичной рубашкой 2 и силовым контуром 3, в кото. рую помещен формообразующий вкладьпп, выполненный в виде четырех центральных стенок 4 и четырех угловых стоек 5, соединенных между собой болтами 6 через упругие элементы 7, Формообразующий вкладьш установлен внутри эластичной рубашки 2 шарнирно на об- резйненных пальцах,опертых на регулировочные бол ты. Перемещение центральных стенок 4 в процессе виброгидропрессова ния ограничивается закрепленными на их торцах ползунами, расположенными в пазах торцовых фланцев. Внутри формообразующего вкладьша установ-. лен кондуктор, который состоит из прямоугольного сердечника 22 и прикрепленных к нему через упругие элементы 23 двух формующих секций, образованных жесткими элементами 31 и 32, соединенными меяду собой посредством упругих фильтров, Формук1щие секции образуют два отсека, повторяющие контуры готового изделия, К жестким элементам 31, 32 прикреплены резинометаллические клинья, образующие формовочные полости, служащие для получения консоли изделия, 1 з,п ф-лы, 1О ил,


| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления железобетонных изделий | 1988 |
|
SU1675089A1 |
| Пресс-форма для изготовления железобетонных изделий | 1990 |
|
SU1805043A1 |
| Пресс-форма для изготовления изделий из бетонных смесей | 1990 |
|
SU1791120A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Прессформа для изготовлениябЕТОННыХ и жЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU799945A1 |
| Пресс-форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1502321A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ РАМЫ ИЛЛЮМИНАТОРА | 2012 |
|
RU2500535C1 |
| Устройство для группового изготовления линейных бетонных и железобетонных изделий | 1990 |
|
SU1749037A1 |



Изобретение относится к промышленности строительных материалов и может быть использовано в цроизводст ве железобетонных конструкций, имею- пдах переменные по длине размеры поперечного сечения. Целью изобретения является расшщ)ение технологических возможностей пресс-формы путем формо
1
Изобретение относится к промышленности сборного железобетона и может быть использовано в производстве конструкций с переменными по длине размерами поперечного сечения, например колонн с консолями.
Цель изобретения - расширение технологических возможностей пресс- формы путем формования изделий с консолями,
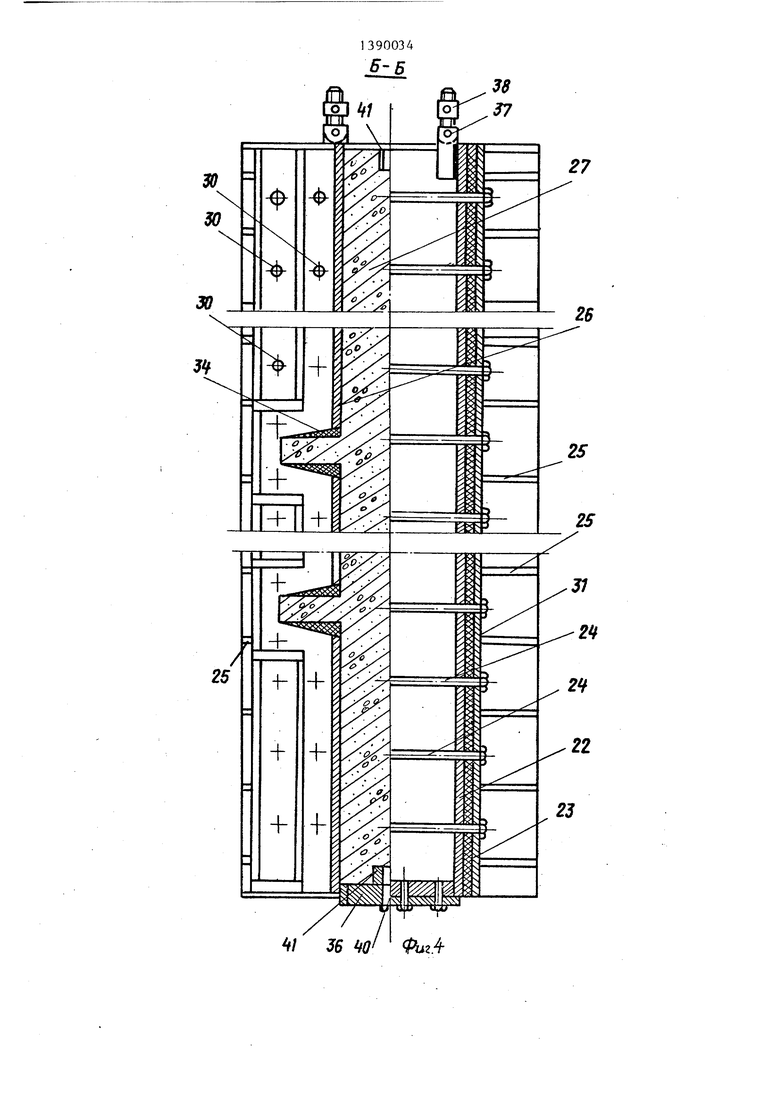
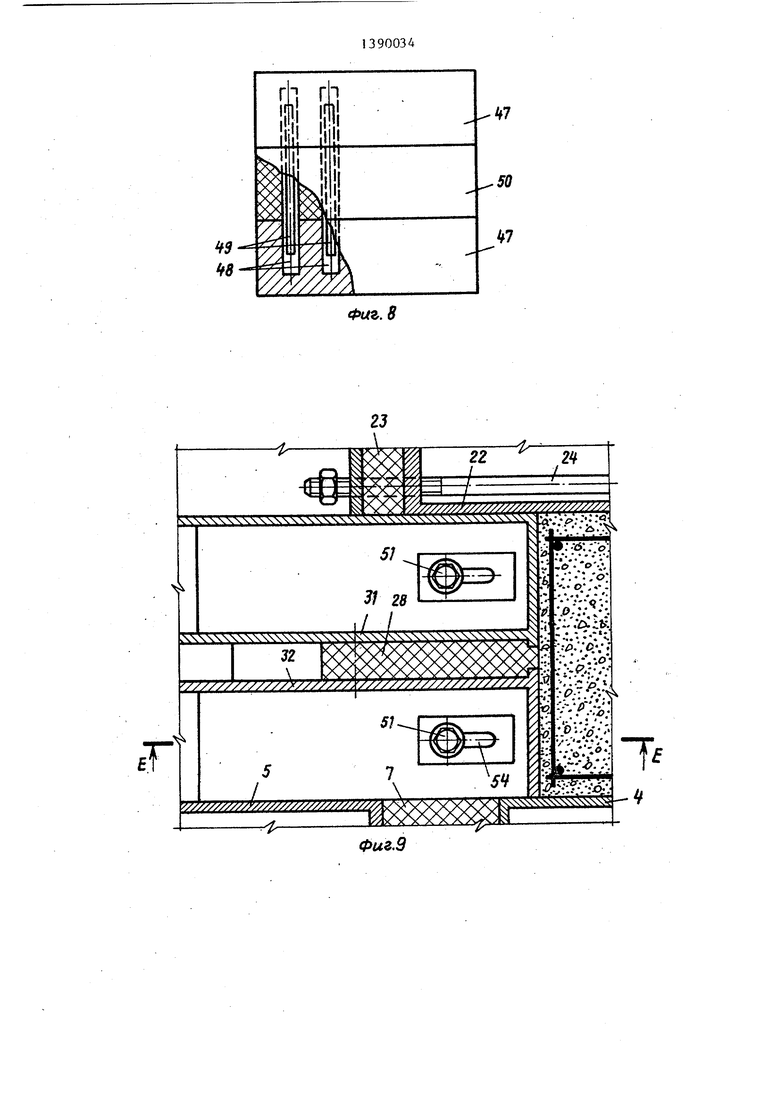
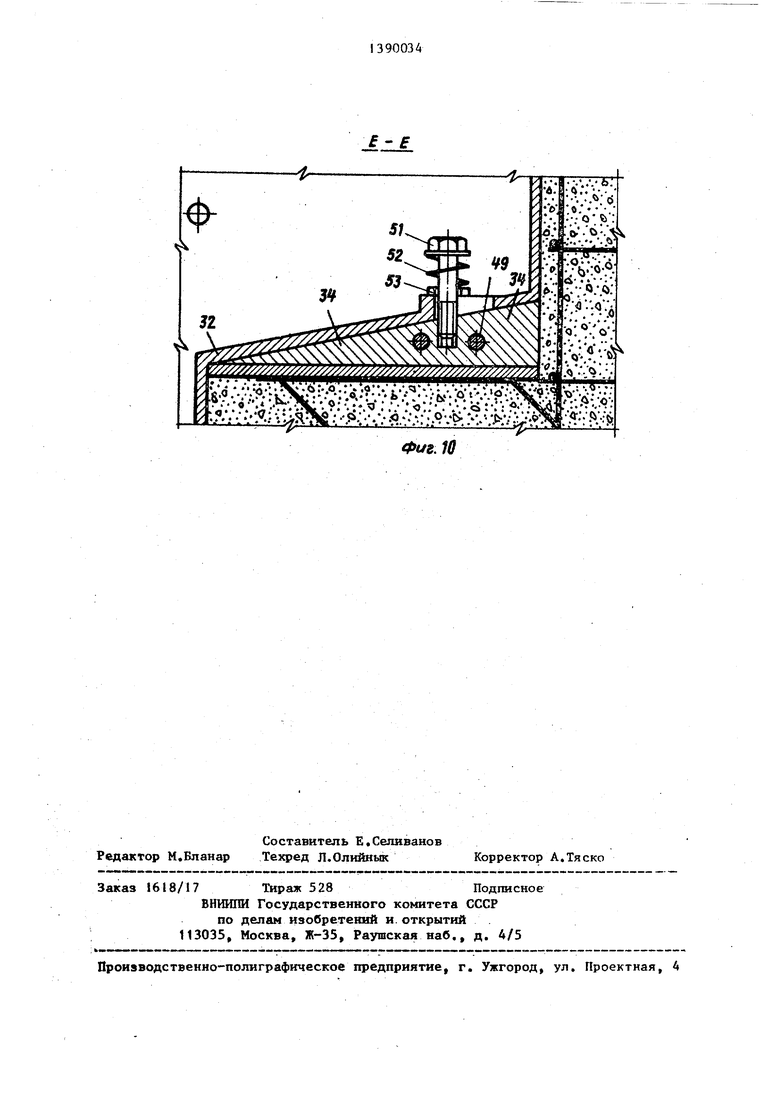
На фиг,1 изображена пресс-форма, поперечный разрез; на фиг,2 -.разрез А-А на фиг,1 ( без кондуктора); на фиг.З - кондуктор, поперечный разрез на фиг,4 - разрез Б-Б на фиг,3; на фиг.З - разрез В-В на фиг,2; на фиг.6 - разрез Г-Г на фиг,5; на фиг.7 - разрез Д-Д на фиг,5; на фиг.8 - резинометаллический клин, общий вид; на фиг,9 - фиксация резин металлических клиньев на кондукторе; на фиг,10 - разрез Е-Е на фиг,9,
Пресс-форма для изготовления железобетонных изделий состоит из гид- ростатической камеры 1, образуемой эластичной рубашкой 2 с силовым контуром 3, четырех центральных стенок 4 и четырех угловых стоек 5 соединенных между собой с помощью болтов 6 через упругие элементы 7 в формообразукяций вкладьш, образующий замкнутую прямоугольную полость, минимальные размеры поперечного сече
5
5
5 -
0
ния которой фиксируются при помощи . ограничителей 8 двутаврового сечения, установленных между, угловыми стойками 5 и .центральными стенками 4.
Герметизация гидростатической камеры 1 обеспечивается нижним 9 и верхним 10 промежуточными и нижним 11 и верхним 12 торцовыми фланцами, крепящимися через уплотнительные прокладки 13 к силовому контуру 3 при помощи болтов 14,
Формообразующий вкладыш в собранном виде устанавливается внутри эластичной рубашки 2 на металлических пальцах 15. в резиновых втулках 16, упирающихся одной стороной в полусферические гнезда 17, выполненные яа торцах центральных стенок 4, а другой - в полусферические торцы регулировочных болтов 18, установленных в нижнем промежуточном 9 и верхнем торцовом 12 фланцах, В последних по оси симметрии пресс-формы выполнены канавки 19, в которых располагаются ползуны 20, крепящиеся к торцам центральных стенок 4 болтами 21,
В полости фор1 ообразующего вкладыша размещен кондуктор, состоящий из прямоугольного сердечника 22, расположенного по оси симметрии щ) мы и разделяющего формообразующий вкладьш на два отсека, и крепящихся к его торцам через упругие элементы
23 при noMODtH шпилек 2А, усиленных ребрами жесткости 25, двух формующи секций 26, очертание которых соответствует контуру изготавливаемого изделия 27, Часть поверхности формующих секций 26 кондуктора выполнена из эластичных упругих фильтров 28, через которые с помощью упругих втулок 29 и болтов 30 соединены ее жесткие элементы 31 и 32. Ориентация последних друг относительно друга обеспечивается направляюп;ими, в качестве которых используются полки 33 двутаврового профиля, К полости поверхности, формующей верхнюю или нижнюю часть консоли крепится рези- нометаллический клин 3ч, Кондуктор имеет торцовые заглушки 35 и 36, верхняя из которых снабжена серьгой
37для подъема и посредством гайки
38крепится за рым-болты 39, привареные к прямоугольному сердечнику 22, Болт 40 удерживает закладную деталь
41, установленную в теле изделия 27.
Дпя обеспечения ппавного изгиба эластичной рубатки 2 установлены переходные упругие кольца 42, Для подачи прессующей жидкости служит шту- цер 43, а для подачи пара для термообработки изделия - щтуцер 44 и отверстия 45 в ребрах 46, придающих жесткость центральным стенкам 4,
Резинометаллический клин 34 выполнен из двух металлических частей
47,имеюпдах по два глухих отверстия
48,являющихся напранлякндими, в которых размещены пальгц 49, проходящие через отверстия в резиновой детали 50, размещенной между его металлическими частями 47, Крепление клиньев осуществляется болтами 51, вворачива в глухие отверстия с резьбой.
выполненные в металлических частях
47, а их фиксация к поверхности формующей сектщи 26 и кондуктора обеспечивается поджатием пружин 52, размещенных между головками болтов 51 и фторопластовыми шайбами 53, располо женными над эллиптическими отверстиями 54, сделанными в контактирующих с металлическими частями 47 клиньев 34 элементах формующей секцией 26, Поверхность, к которой прижимается фторопластовая шайба 53 пружиной 52, на протяжении эллиптического отверстия 54 выполнена параллельной опорной плоскости консоли.
Q J5 20
25
JQ
Q
35
45
5
Изготовление изделий в пресс- форме производится в вертикальном положении следующим образом, В подготовленную внутреннюю полость формо- образующегося вкладьша пресс-формы устанавливается кондуктор с закрепленными в нем арматурными каркасами и нижней торцовой крьт1кой, Создается небольшое давление в камере 1 гидростатического прессования, обеспечивающее уменьшение прессующей полости, образованной центральными стенками 4 и угловыми стойками 5 до контакта с кондуктором. После этого рабочая полость кондуктора заполняется бетонной смесью, которая на первом этапе уплотняется вибрированием. Затем пресс-форма закрывается верхней торцовой заглушкой 35 и увеличивается давление прессующей жидкости, подаваемой в камеру гидростатического прессования через штуцер 43, При этом давление через эластичную рубашку 2 передается на жесткие центральные стенки 4 и угловые стойки 5 формообразующего вкладыша, которые, деформируя упругие элементы 7, передают давление на кондуктор, а через него - на бетонную смесь. Избыточная влага из бетонной смеси отжимается через контакты эластичных фильтров 28 с жесткой поверхностью формуюпщх секций 26, а также через контакт формующих элементов 31 кондуктора с центральными стенками 4, Одновременно деформируется резиновая деталь 50 клина 34, позволяющая сближаться его металлическим частям 47, при этом со- осность их встречного движения обеспечивается пальцами 49, входящими в глухие отверстия 48, Затем к штуцеру 44 в торцах пустотелых центральных стенок 4, усиленных ребрами 46 с отверстиями 45, подключается паропровод. После набора бетоном соответствующей прочности источник пара и давления отключается, Давление жидкости в гидростатической камере 1 сбрасывается до нуля, упругие элементы 7 принимают свое первоначальное положение, возвращая в исходное положение центральные стенки 4 и угловые стойки 5 формообразующего вкладыша, при этом образуется зазор между кондуктором и контуром внутренней полости. Кондуктор вместе с двумя колоннами за верхнюю торцовую заглуш-
ку 35 извлекается из формы. Расяалу бочный зазор между изделием и кон- дуктором обеспечивается подбором жестких упругих злементов 23 и фильров 28 в зависимости от заранее установленного опрессовочного давлени
Формующие секции 26 и резиноме- таллические клинья 34 также Занимаю свое исходное положение.
После извлечения кондуктора из внутренней полости изделие остается зафиксированным в нем с помощью болтов 40, ввинченных в закладные детали 41 и проходящих через верхнюю 35 и нижнюю 36 торцовые заглушки, крепящиеся к сердечнику 22, Затем кондуктор с изделиями переносится к месту складирования и укладывается. в горизонтальное положение так, что поверхности изделия, образованные .центральными стенками 4, оказываются параллельными горизонтальной плоскости. Болты 51, крепящие клинь 34, и болты 40, крепящие колонну, оказавшиеся внизу, выворачивают из клиньев 34 и закладных деталей 41 соответственно, а болты 40, крепящи колонну, оказавшуюся вверху, и торцовые заглушки 35 и 36 ослабляются с целью образования между ними и торцами изделия распалубочного зазора. Кондуктор поднимают в горизонтальном положении, и нижняя колонна остается на месте складирования. Поле поворота кондуктора в горизонтальном положении на 180 и установки его на пол цеха извлека ется анаг логично первой и второй колонны.
Затем резинометаллические клинья 34 вновь устанавливаются на очищенный и смазанный кондуктор, Цикл из- готовл ния конструкции повторяется.
изобретения
1,Пресс-форма для изготовления железобетонных изделий, содержащая гидростатическую камеру с торцовыми фланцами, .в которой размещен формообразующий вкладыш с внутренней полостью, образованной установленными под прямым углом одна к другой четырьмя центральными стенками и че- тьфьмя угловыми стойками, и ограничители перемещения центральных стенок, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы путем формования изделий с консолями, она снабжена кондуктором, размещенным во внутренней полости формообра- зукщего вкладьшга, регулировочными болтами с обрезиненными пальцами на концах, установленными в торцовых фланцах для взаимодействия с торцами центральных стенок, и упругими элементами, размещенными между центральными стенками и угловыми стойками, при зтом кондуктор выполнен в виде сердечника, разделяющего формо-г образующий вкладыш на два отсека, к которому через упругие элементы прикреплены две формующие секции, образованные жесткими элементами, соеди- . ненными между собой упругими фильтрами, и резинометаллическими клиньями, прикрепленными к жестким элементам.
. 2. Пресс-форма по п.1, о т л и 0
чающаяся
тели,перемещения
выполнены в виде
торцах ползунов,, установленных
торцовых фланцах.
тем, что ограничи- центральных стенок закрепленных на их в
/
BL/
/
// /5 /
Фиг. 2
. г5
Фиг.З
У) 4/ J5 0 (2.427
26
Фул7
16
/5
w;
eTl
7/Z/ 7/7////J ///7////7////7/7//f////
Фиг. 8
v.
:--/).. - - -O
.v-..
.
А-Г. -.
NSXSN sSNXS NNXSNS
Фиг,9
f-
Фиг 10
| Установка для изготовления предварительно-напряженных железобетонных призматических деталей | 1983 |
|
SU1237437A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
