Изобретение относится к изготовлению пневматических безопасных шин, у которых борта радиально опираются на внутреннюю поверхность обода, т.е. борта завернуты во внутрь шины.
Цель изобретения - повышение качества изготавливаемых покрышек.
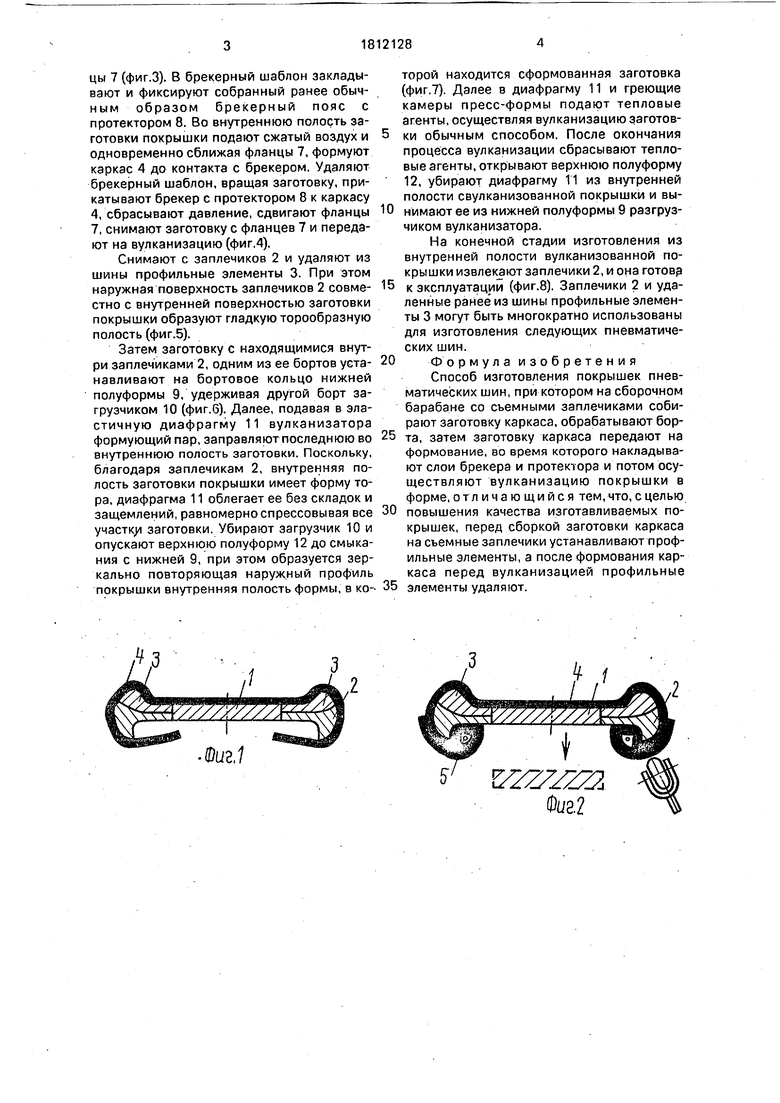
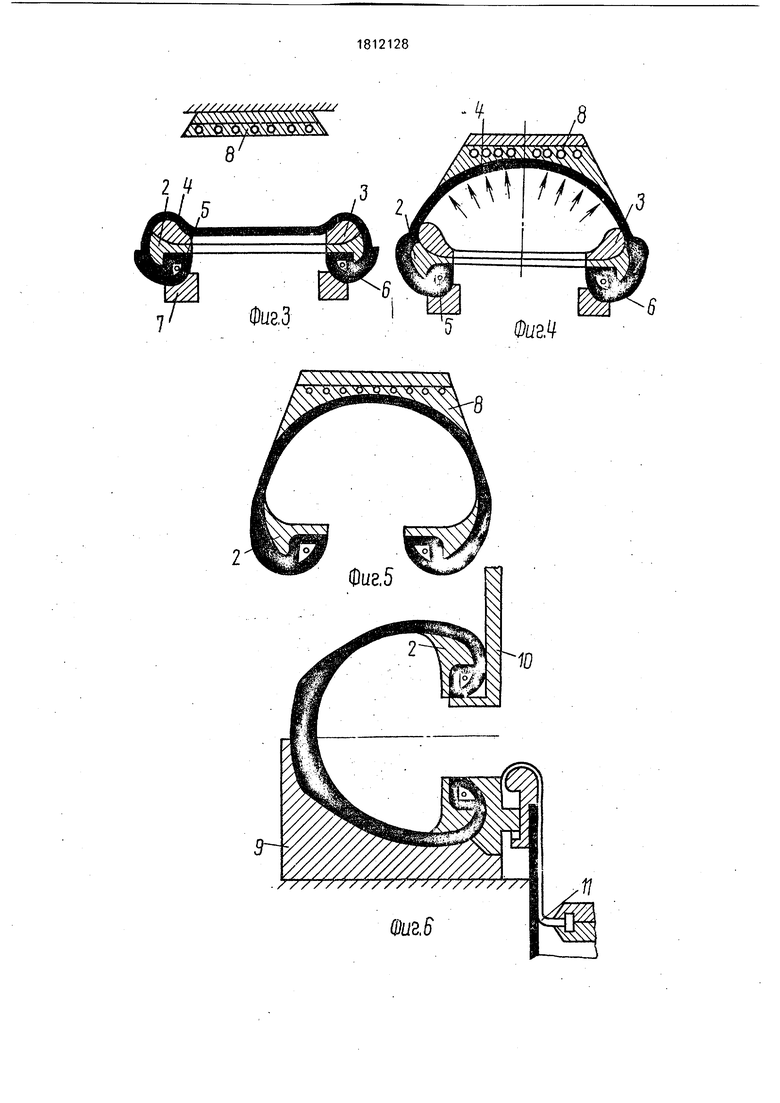
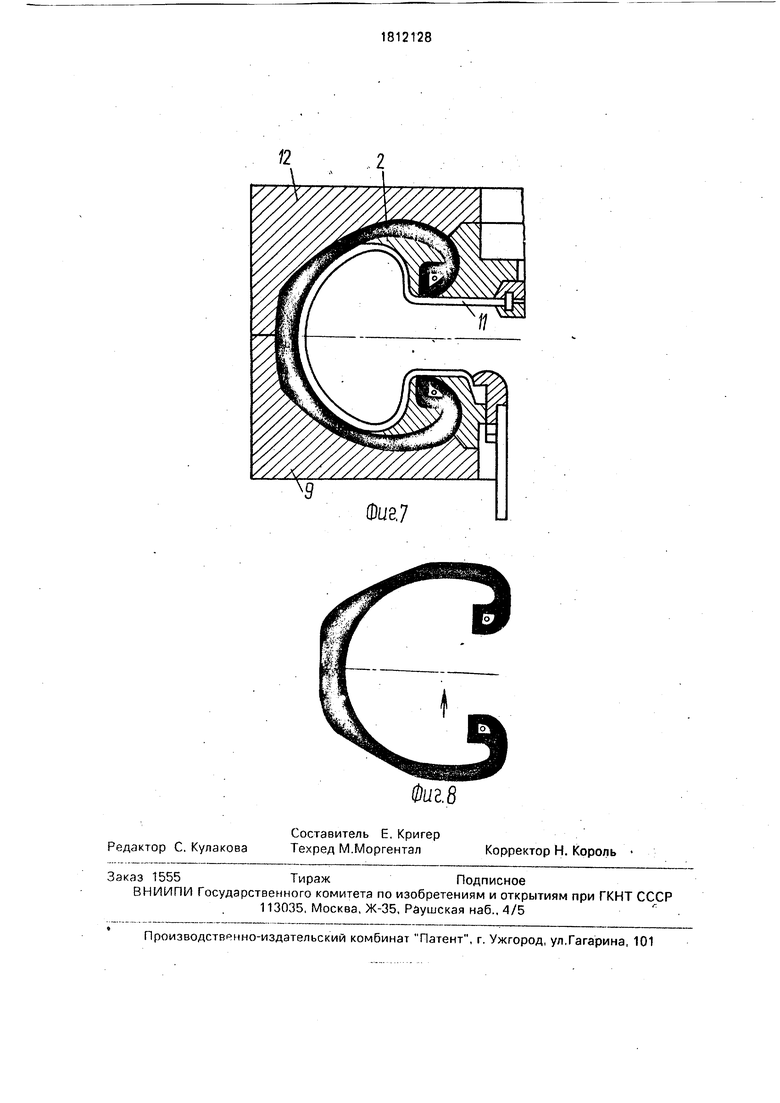
На фиг.1 и 2 изображена сборка каркаса; на фиг.З и 4 - формование каркаса; на фиг.5 - заготовка покрышки без профильных элементов; на фиг.б и 7 - вулканизация заготовки покрышки; на фиг.8- покрышка после вулканизации.
Способ изготовления пневматических шин осуществляют следующим образом.
Перед сборкой заготовки покрышки на торцы сборочного барабана 1, устанавливают съемные заплечики 2, а на них профильные элементы 3. Затем на цилиндрическую часть барабана помещают каркас 4 и заворачивают кромки каркаса во внутрь барабана под заплечики 2 (фиг.1). Далее производят сборку борта заготовки шины на внутренней поверхности заплечиков 2. Для этого, вращая барабан 1, прикатывают
кромки каркаса 4 к внутренней поверхности- заплечиков 2, заводят внутрь заплечиков 2 ранее собранные бортовые кольца 5 и фиксируют их положение относительно каркаса 4. Накладывают на борта и прикатывают их другие детали борта (например, наполнительный шнур, крыльевую ленту и т.д.), заво- рачивают вокруг бортов 5 кромки каркаса 4 с выводом последних наружу барабана 1 и, вращая барабан 1, прикатывают борта (фиг.2). Боковые поверхности заплечиков 2 . и профильных элементов 3 в сборе совместно с барабаном 1 образуют сглаженную поверхность без острых выступов и резких переходов, поэтому вышеизложенные операции с каркасом 4 происходят без его повреждения и образования складок. В конечной фазе первой стадии сборки, складывают барабан 1 и снимают полуфабрикат заготовки покрышки со сборочного барабана и передают на вторую стадию сборки, причем внутри полуфабриката находятся заплечики 2 с профильными элементами 3.
На второй стадии сборки заготовку покрышки устанавливают на разжимные флан
СП
С
00
ю
N3 00
цы 7 (фиг.З). В брекерный шаблон закладывают и фиксируют собранный ранее обычным образом брекерный пояс с протектором 8. Во внутреннюю полость заготовки покрышки подают сжатый воздух и одновременно сближая фланцы 7, формуют каркас 4 до контакта с брокером. Удаляют брекерный шаблон, вращая заготовку, прикатывают брекер с протектором 8 к каркасу 4, сбрасывают давление, сдвигают фланцы 7, снимают заготовку с фланцев 7 и передают на вулканизацию (фиг.4).
Снимают с заплечиков 2 и удаляют из шины профильные элементы 3. При этом наружная поверхность заплечиков 2 совместно с внутренней поверхностью заготовки покрышки образуют гладкую торообразную полость (фиг.5).
Затем заготовку с находящимися внутри заплечиками 2, одним из ее бортов устанавливают на бортовое кольцо нижней полуформы 9, удерживая другой борт загрузчиком 10 (фиг.б). Далее, подавая в эластичную диафрагму 11 вулканизатора формующий пар, заправляют последнюю во внутреннюю полость заготовки. Поскольку, благодаря заплечикам 2, внутренняя полость заготовки покрышки имеет форму тора, диафрагма 11 облегает ее без складок и защемлений, равномерно спрессовывая все участку заготовки. Убирают загрузчик 10 и опускают верхнюю полуформу 12 до смыкания с нижней 9, при этом образуется зеркально повторяющая наружный профиль покрышки внутренняя полость формы, в ко-0
торой находится сформованная заготовка (фиг.7). Далее в диафрагму 11 и греющие камеры пресс-формы подают тепловые агенты, осуществляя вулканизацию заготовки обычным способом. После окончания процесса вулканизации сбрасывают тепловые агенты, открывают верхнюю полуформу 12, убирают диафрагму 11 из внутренней полости свулканизованной покрышки и вынимают ее из нижней полуформы 9 разгрузчиком вулканизатора.
На конечной стадии изготовления из внутренней полости вулканизованной покрышки извлекают заплечики 2, и она готовэ 5 к эксплуатации (фиг.8). Заплечики 2 и удаленные ранее из шины профильные элементы 3 могут быть многократно использованы для изготовления следующих пневматических шин.
Формула изобретения Способ изготовления покрышек пневматических шин, при котором на сборочном барабане со съемными заплечиками собирают заготовку каркаса, обрабатывают борта, затем заготовку каркаса передают на формование, во время которого накладывают слои брекера и протектора и потом осуществляют вулканизацию покрышки в форме, отличающийся тем, что, с целью повышения качества изготавливаемых покрышек, перед сборкой заготовки каркаса на съемные заплечики устанавливают профильные элементы, а после формования каркаса перед вулканизацией профильные элементы удаляют.
0
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ изготовления покрышекпНЕВМАТичЕСКиХ шиН | 1976 |
|
SU806462A1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
Использование: при изготовлении пневматических шин, у которых борта радиально опираются на внутреннюю поверхность обода. Сущность изобретения: перед сборкой заготовки каркаса на съемные заплечики устанавливают профильные элементы. После сборки заготовки каркаса ее передают на формование. После формования каркаса профильные элементы удаляют. Затем осуществляют вулканизацию покрышки в форме. 8 ил.
| Патент ФРГ № 3507713, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Салтыков А.В | |||
| Основы современной технологии автомобильных шин М.: Химия, 1974, с | |||
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
