Известны многоступенчатые прессы для прессования блоков и других керамических изделий, выполненные в виде шарнирно связанных пресс-форм, образующих бесконечную цепь, с пуансонами, взаимодействующими с прессующими органами при посредстве клиньев.
В описываемом прессе предусматривается вести прессование с при -ложением одинакового усилия с двух противоположныхсторон прессуемого изделия.
Достигается это тем, что на станине пресса свободно подвешены охватывающие верхнюю ветвь бесконечной цепи пресс-формы самоустанавливающиеся прессующие рамы, воздействующие в процессе перемещения прессуемых изделий на клинья верхних и нижних пуансонов.
Для обеспечения п-ропрессовки средних слоев изделия, на последней ступени прессования плавающей рамы установлен шатунно-кривошипный механизм, сообщающий плавающей раме колебания вверх и вниз, подвергая прессуемое изделие возвратно-поступательному перемещению в матрице при одновременном прессовании изделия.
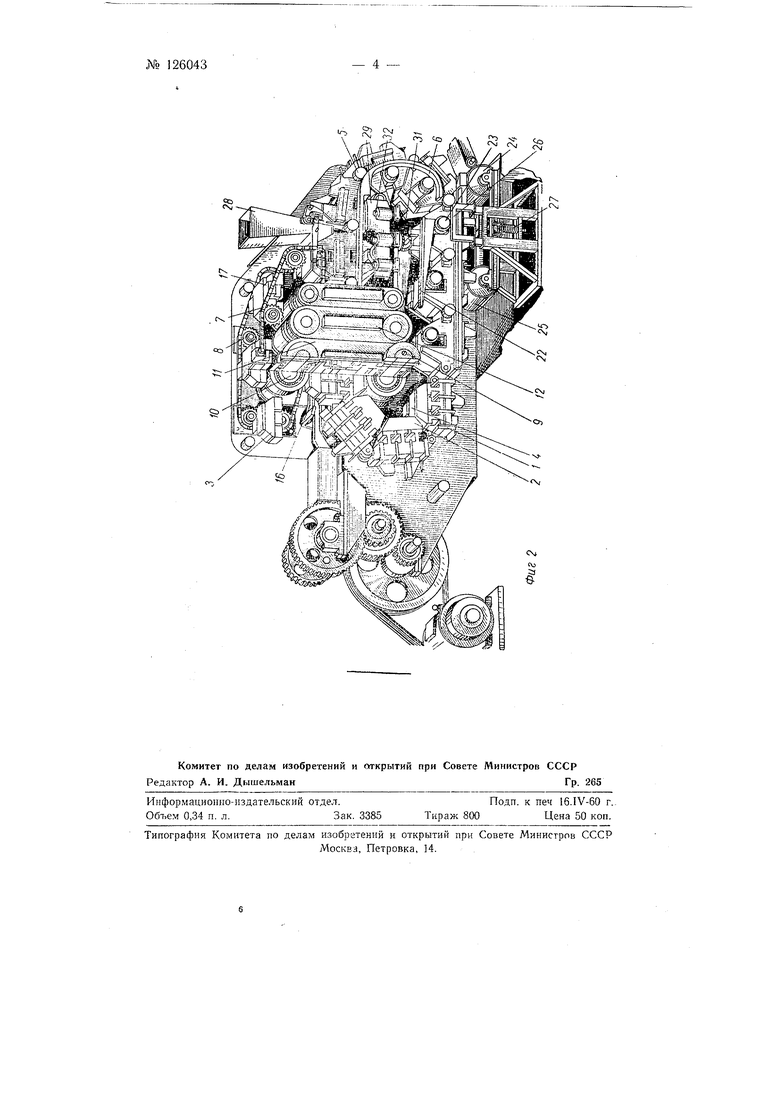
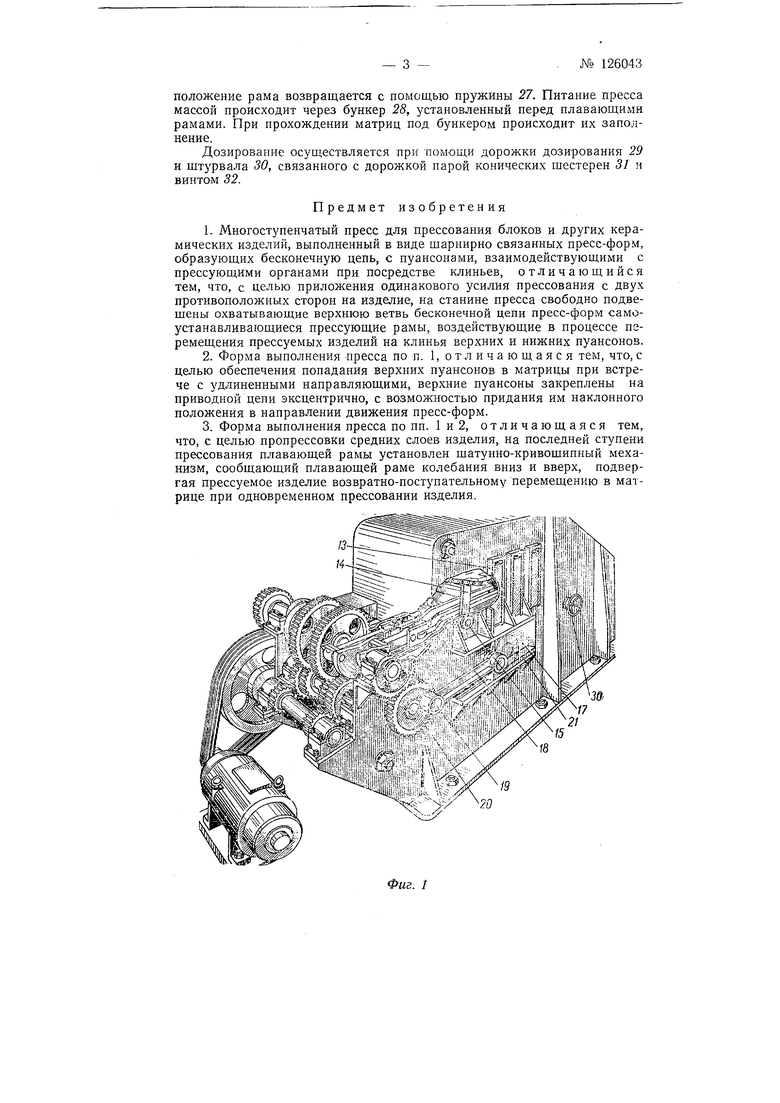
На фиг. 1 и 2 изображен пресс- в общем виде с частичным разрезом.
Пресс выполнен в виде образующих бесконечную цепь пресс-форм, щарнирно связанных между собой. Пресс-формы состоят из матриц 7, а также нижних 2 и верхних пуансонов 3, снабженных клиньями 4. Матрицы движутся на катках 5 по дорожке 6, которая крепится на станине пресса. При движении матриц одновременно осуществляется движение верхних пуансонов, поскольку часть матриц и верхних пуансонов находится в постоянном зацеплении- Верхние пуансоны связаны дзумя шарнирными цепями 7, огибающими звездочки 8, из них последняя пара у бункера приемника подпружинена и может перемещаться в вертикальном направлении. Попадание верхних пуансонов в матрицы при встрече с удлиненными направляющими достигается тем, что верхо 1 126043- 2 -
пне пуансоны закреплены на приводных цепях эксцентрично, о возMO/KHCCTbio придания им цаклонного положения в направлении движения пресс-формы. Верхняя ветвь бесконечной цепи пресс-форм охвачена свободно подвешенными на станине пресса самоустанавливающимися прессующими рамами, воздействующими в процессе перемещения прессуемых изделий на клинья верхних и нилсних пуансонов. Рамы имеют верхние и нижние ролики 9, сидящие на осях 10, связанных двумя щеками //. На щеках рамы имеются выступы 12, являющиеся ползунами их, которые входят в направляющие 13 станины, что определяет веотикальпое положение рамы. Многоступенчатое прессование осуществляется при прохождении пресс-форм между рамами.
Двустороннее и равномерное давление верхних и нижних пуансонов обеспечивается свободным перемещением этих рам в вертикальном направлении. Например, если сопротивление верхнего пуансона больще, то рама перемещается вверх и нижний ролик имеет возможность произвести более интенсивное прессование снизу до тех пор, пока давление с обеих сторон прессования не уравновесится, или же этот процесс происходит наоборот, если сопротивление нижнего пуансона больще.
При прессовании матрица не имеет возможности передвигаться в вертикальном направлении, так .как она четырьмя катками 5 при движении опирается на дорожку 6, а в зоне прессования имеется упорная дорожка сверху.
Спрессованное изделие, выходя из прессующих рам вместе с матрицами, освобождается от верхнего пуансона, который уходит вверх под воздействием роликовой цепи.
Вывод верхнего пуансона осуществляется рычагами 14, размещенными по обеим сторонам пуансонов, расположенных на осях 15, закрепленных на станине пресса. Хоботовые части 16 рычагов заходят под ползуны верхнего пуансона 3, и движением щтампов рычаги 14 поворачиваются вокруг оси 15, во Время чего верхний пуансон отрывается от матрицы. Возвращение рычагов 14 в исходное положение осуществляется пружинами, установленными (на чертеже не указаны) на осях 15. Предварительное прессование осуществляется прохождением щтампов через первую и вторзто рамы, а при прохолсдении их в последней третьей раме осуществляется окончательное прессование. В процессе .прессования на последней ступени прессования в третьей раме одновременно с прессованием происходит возвратно-поступательное перемещение изделий в матрице, которое осуществляется вертикальным подъемом плавающей рамы наклонными копира1ми, закрепленными на нолзунах 17, размещенными с обеих сторон станины (на фотофигурах показано пунктиром), на которые при помощи роликов 9 опирается третья прессующая рама. При возвратно-поступательном движении ползуна, который приводится посредством щатуна 18, кривощипа 19 и шестерен 20, осуществляется подъем третьей рамы вверх по принудительно наклонной дорожке 21. На участке нижней горизонтальной части дорожки происходит выталкивание изделия 1при помощи наклонного копира 22 и роликов 23 нижних пуансонов. Вытолкнутое изделие принимается транспортером 24. Во время выталкивания изделий транспортер опзскается синхронно с изделием, и при этом транспортерная лента находится в соприкосновении с последним. Для привода транспортера на его ленте закреплены планки 25, которые сцепляются с выступами матриц и приводят транспортер в движение. Опускание транспортера происходит при помощи ролика 23, опирающегося на раму 26 транспортера. В исходное
положение рама возвращается с помощью пружины 27. Питание пресса массой происходит через бункер 28, установленный перед плавающими рамами. При нрохождении матриц под бункером происходит их заполнение.
Дозирование осуществляется при помощи дорожки дозирования 29 и щтурвала 30, связанного с дорожкой нарой конических шестерен 31 и винтом 32.
Предмет изобретения
1.Многоступенчатый пресс для прессования блоков и других керамических изделий, выполненный в виде шарнирно связанных пресс-форм, образующих бесконечную цепь, с пуансонами, взаимодействующими с прессующими органами при посредстве клиньев, отличающийся тем, что, с целью приложения одинакового усилия прессования с двух противоположных сторон на изделие, на станине пресса свободно подвешены охватывающие верхнюю ветвь бесконечной цепи пресс-форм самоустанавливающиеся прессующие рамы, воздействующие в процессе перемещения прессуемых изделий на клинья верхних и нижних пуансонов.
2.Форма выполнения пресса по п. 1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения попадания верхних пуансонов в матрицы при встрече с удлиненными направляющими, верхние пуансоны закреплены на приводной цепи эксцентрично, с возможностью придания им наклонного положения в направлении движения пресс-форм.
3.Форма выполнения пресса по пн. 1и2, отличающаяся тем, что, с целью пропрессовки средних слоев изделия, на последней ступени прессования плавающей рамы установлен шатунно-кривошипный механизм, сообщающий плавающей раме колебания вниз и вверх, подвергая прессуемое изделие возвратно-поступательному перемещению в матрице при одновременном прессовании изделия.
J&
17
2}
5
18
Л to
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для штабелевки свежеотформованных керамических и силикатных изделий, принимаемых от прессов | 1959 |
|
SU126044A1 |
| Пресс для лабораторного прессования кирпича из пресс-порошков | 1988 |
|
SU1680504A1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1991 |
|
SU1810216A1 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| Пресс для прессования изделий из порошковых материалов | 1980 |
|
SU965799A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| УСТРОЙСТВО ЗАГРУЗКИ ПОРОШКОВОГО МАТЕРИАЛА В МАТРИЦУ ПРЕСС-ФОРМЫ | 2005 |
|
RU2297328C2 |
| Устройство для передачи кирпича-сырца от резательного автомата на полочные вагонетки | 1956 |
|
SU108935A1 |