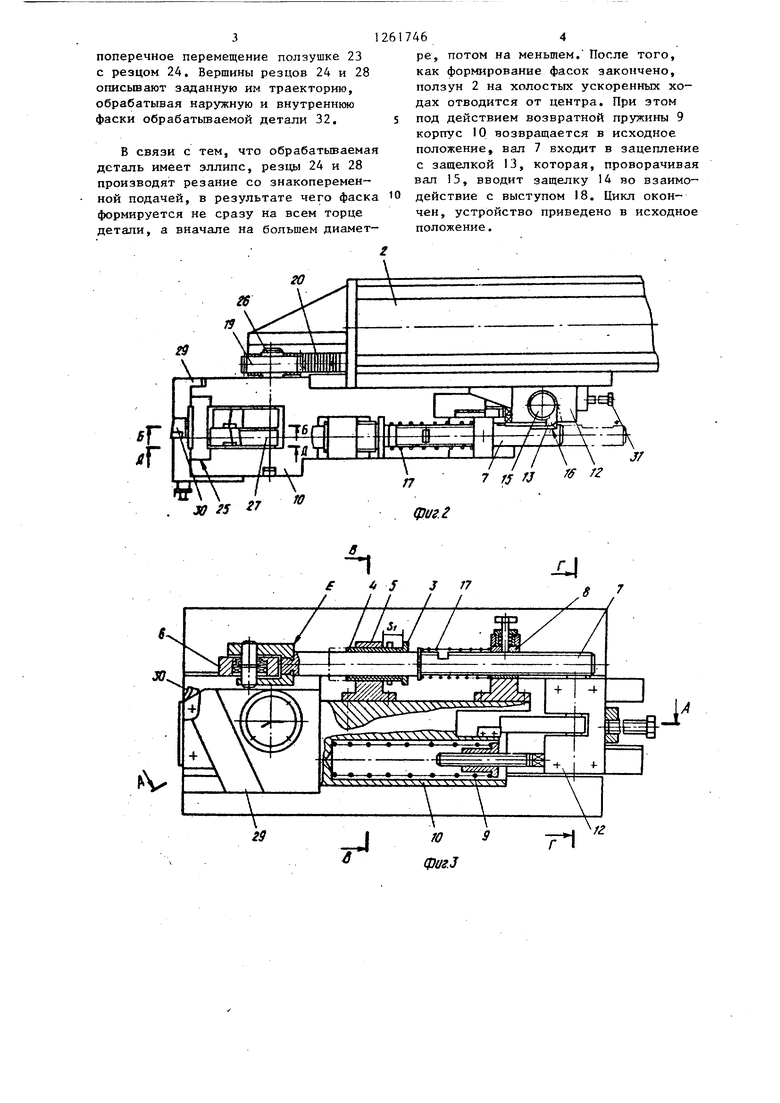
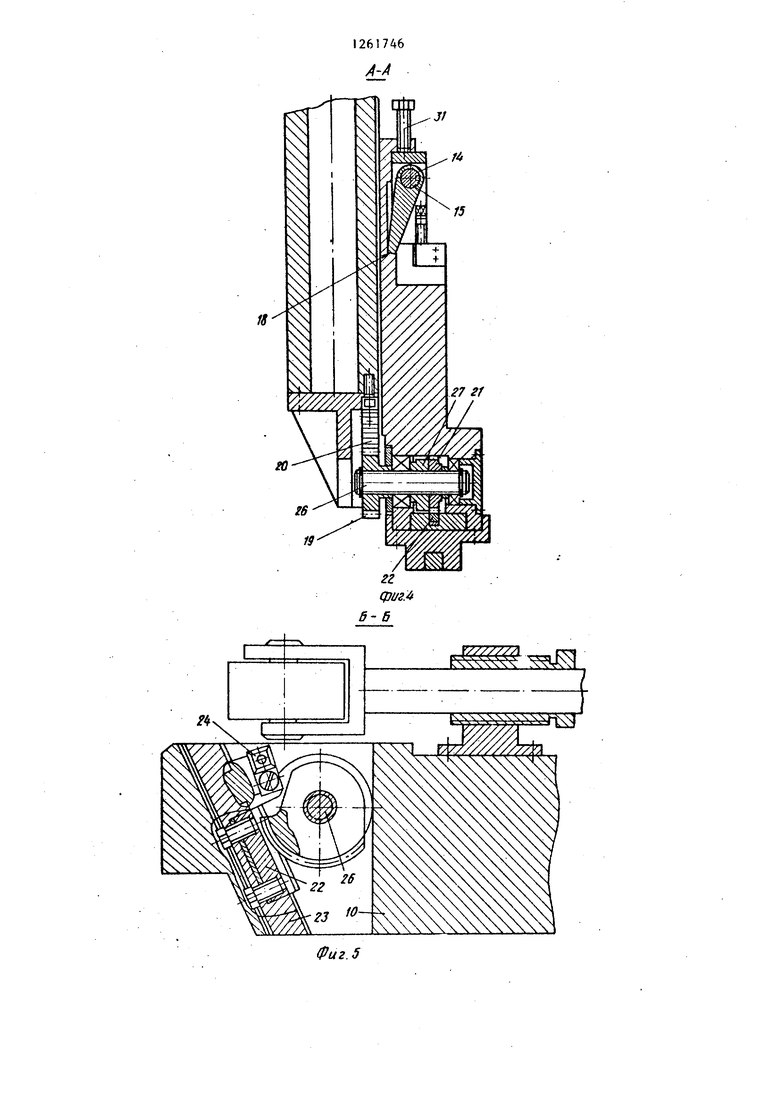
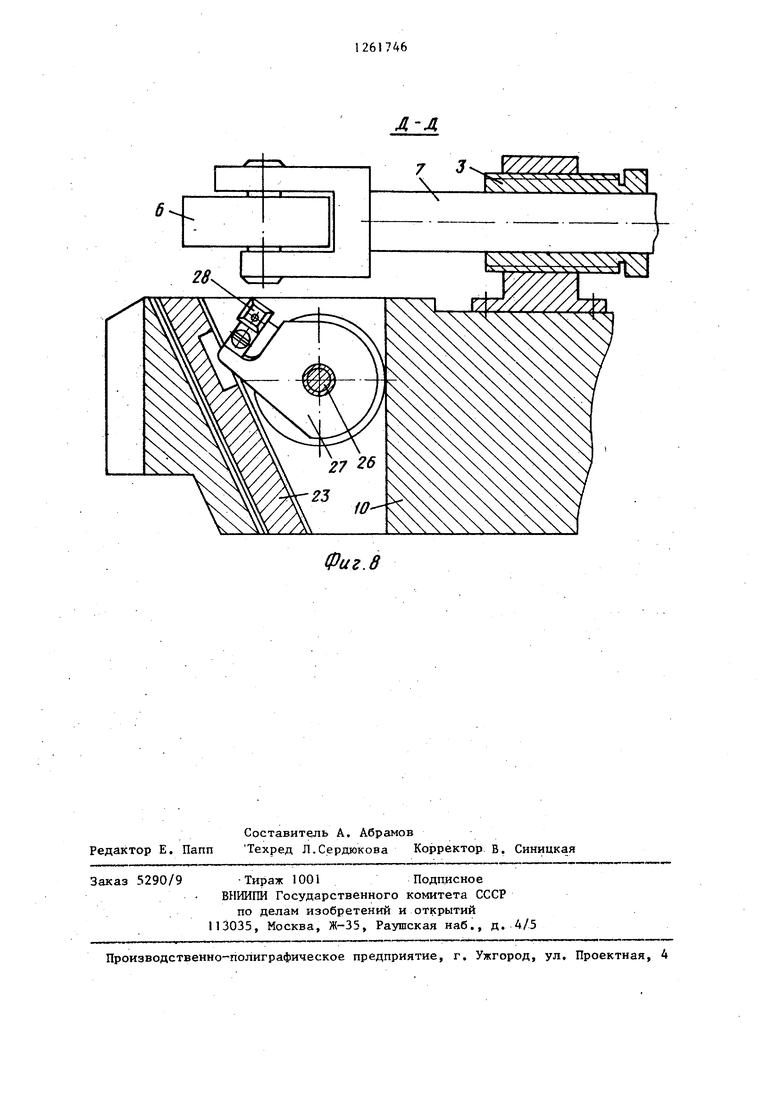
Изобретение относится к станкостроению и может быть использовано в металлорежущем станке для обработки деталей типа переходов и днищ для газовых и нефтяных трубопроводов. Цель изобретения - расширение тех нологических возможностей станка за счет обеспечения вьшолнения комплекса последовательньгх операций в автоматическом режиме и расширения диапазона размеров обрабатьшаемых деталей. На 4иг. 1 изображен токарно-карусельный станок с устройством на боко вых суппортах, общий вид; на фиг, 2 то же, вид сверху; На фиг. 3 - то же, вид спереди; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фит, 2; на Фиг. 6 - разрез В-В на фиг, 3; на фиг. 7 - разрез Г-Г на фиг. 3; на фиг, 8 - разрез Д-Д на фиг. 2. . Устройство установлено на боковых суппортах токарно-карусельного одностоечного станка.Суппорты установле ны на направляющих станины и предназначены дпя обработки нижнего и верх него торцов перехода одновременно. .Каждый из суппортов 1 содержит подвижньй элемент - ползун 2 и снабжен механизмами настройки на заданный размер обработки, фиксации подвижного -корпуса при подрезке торца и преобразования продольной подачи ползуна в подачу резцов для обработки фа- сок по заданным траекториям с усилие резания, противоположным усилию прижима ролика к детали. Механизм настройки на заданный ра мер обработки имеет регулятор 3 в ви де резьбовой втулки, смонтированной при помощи резьбы 4 в кронштейне 5 по оси следящего ролика 6, установленного на валу 7, который размещен в кронштейнах 5 и 8, жестко связанных с подпружиненным пружиной 9 подвижным корпусом 10. Последний устано лен с возможностью перемещения в направлякяцих II типа ласточкинхвост с жестко укреплённой на них пластиной 12. Механизм фиксации подвижного корпуса 10 содержит две защелки 13 и 14, установленные на поворотном валу 15, размещенном в отверстии пластины 12. Защелка 13 взаимодействует с пазом 16 подпружиненного пружиной 62 17вала 7, а за1челка 14 - с выступом 18подвижного корпуса 10, Механизм преобразования продольной подачи ползуна в подачу резцов для обработки фасок по заданным траекториям имеет кинематические пары 19, 20 и 21, 22, при этом рейка 20 жестко укреплена на ползуне 2,.рейка 22- на ползушке 23, перемещаю- щейся вместе с резцом 24 для обработки внутренней фаски в направляющих 25 на подвижном корпусе 10, а шестерни 19 и 21 размещены непосредственно на поворотном валу 26 резцедержателя 27 с резцом 28 для обработки наруж-. ной фаски. Кроме того, устройство содержит установленный на торце корпуса 10 резцедержатель 29 с резцом 30 для подрезки торца. Ход корпуса 10 к центру ограничивает упор 31. Устройство работает следующим образом. В исходном положении корпус Ю под действием пружины 9 находится в крайнем положении к центру, упиЬаясъ в пластину 12. Вал 7 следящего роли ка 6 под действием пружины 17 также находится в крайнем положении к центру, при этом защелка 13, упираясь в паз 16 на валу 7, переводит защелку 14 в положение взаимодействия с выступом 18 на корпусе 10. При нажатии кнопки Пуск ползун 2 суппорта 1 получает продольную ускоренную подачу холостого хода, по команде ВК1 при подходе к детали получает рабочую подачу и резец 30 производит подрезку торца обрабатьшаемой детали о По окончании подрезки ролик 6 упирается в наружную поверхность детали 32, а защелка 13 начинает скользить по наружной поверхности вала 7, выводя из . зацепления с выступом 18 защелку 14„ Подача ползуна в этот момент продолжается Ролик 6 поверхностью Е упирается в регулятор 3 и при дальнейшем перемещении ползуна 2 к центру резцедержатель 27 с резцом 28 и ползушка 23 с резцом 24 относительно обрабатьшаемой детали продольного перемещения не получают, однако благодаря жестко укрепленной на ползуне 2 рейке 20 через шестерню 19 получает поворот вал 26, и, следовательно, резцедержатель 27 с рез;цом 28 и шестерня 21, которая взаимоjдействует с рейкой 22, сообщающей 3 поперечное перемещение ползушке 23 с резцом 24. Вершины резцов 24 и 28 описьшают заданную им траекторию, обрабатывая наружную и внутреннюю фаски обрабатьшаемой детали 32. В связи с тем, что обрабатываема деталь имеет эллипс, резцы 24 и 28 производят резание со знакопеременной подачей, в результате чего фаск формируется не сразу на всем торце детали, а вначале на большем диамет / JO 25 27 t 464 ре, потом на меньшем. После того, как формирование фасок закончено, ползун 2 на холостьгх ускоренных ходах отводится от центра. При этом под действием возвратной пружины 9 корпус 10 возвращается в исходное положение, вал 7 входит в зацепление с защелкой 13, которая, проворачивая вал 15, вводит защелку 14 во взаимодействие с выступом 18. Цикл окончен, устройство приведено в исходное положение. 7 /У // /
Фиг. 5
1261746 /f-/
J/
/4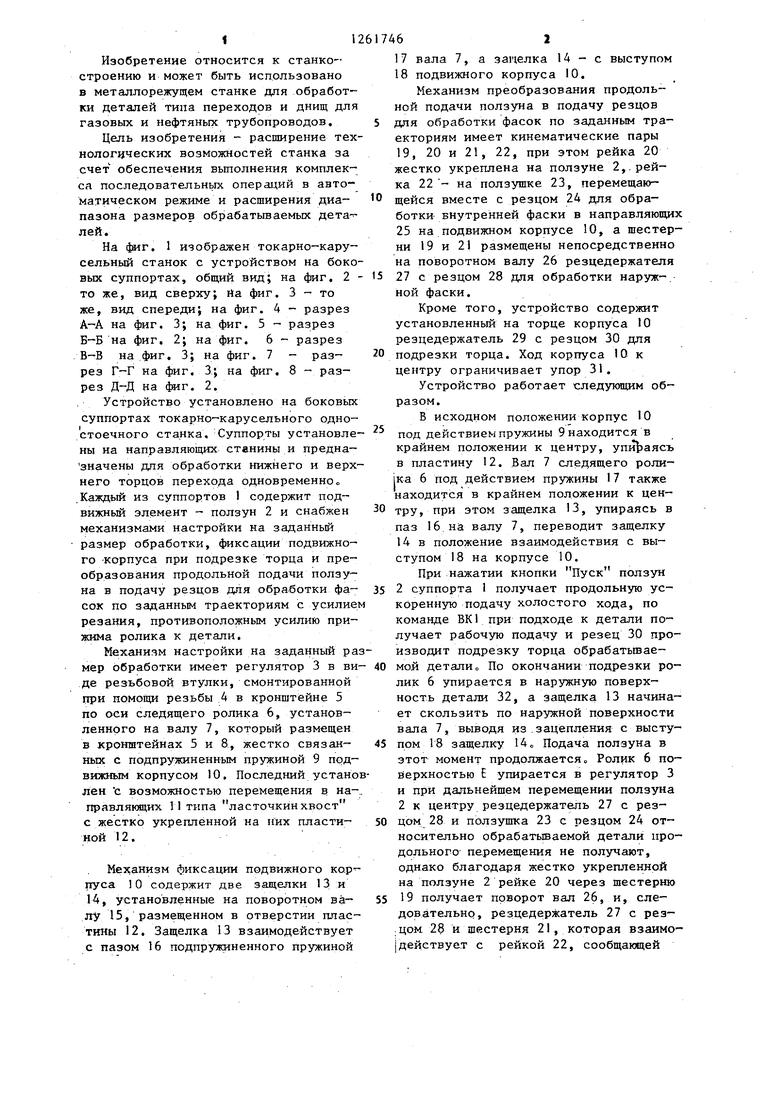
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВА И ОТВОДА РЕЗЦА ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТИ | 1972 |
|
SU435068A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Плансуппортная расточная головка | 1978 |
|
SU770668A1 |
| Устройство для снятия фаски | 1974 |
|
SU608612A1 |
| Устройство к токарному станку для снятия фасок | 1982 |
|
SU1069958A1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
РАБОЧИЙ ОРГАН МЕТАЛЛОРЕЖУЩЕГО СТАНКА, содержащий подвижный элемент с приводом перемещения и направлякяцими, корпус с закрепленным на валу следящим роликом, установленный в направляющих подвижного элемента, и установленный в корпусе на валу резцедержатель, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения вьшолнения комплекса последовательных операций в автоматическом режиме и расширения диапазона размеров обрабатываемых деталей, он снабжен закрепленными на валу резцедержателя шестернями и кинематически связанными с ними рейка- ми, из которых одна закреплена на подвижном элементе, а другая посредством введенной в устройство ползушки установлена на корпусе, а также установленным на корпусе дополнительным валом с двумя защелками, связанными с выполненным на корпусе выступом и валом следящего ролика, и мес S ханизмом настройки на размер, выполненным в виде установленной.в корпусл се коаксиапьно валу следящего ролика резьбовой втулки.
Л-А
Фиг. 8
| Резцовая головка мод | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
| ОО.ОООСБ ЧФСП КБ | |||
| - Челябинск, Проектнефтегазоспецмонтаж, 1983. | |||
