Изобретение относится к обработке металлов давлением, в частности к поперечной прокате, и может быть использовано ДГР изготовлении деталей типа ступенчатых валов.
Цель изобретения - повышение качества изделий и производительности.
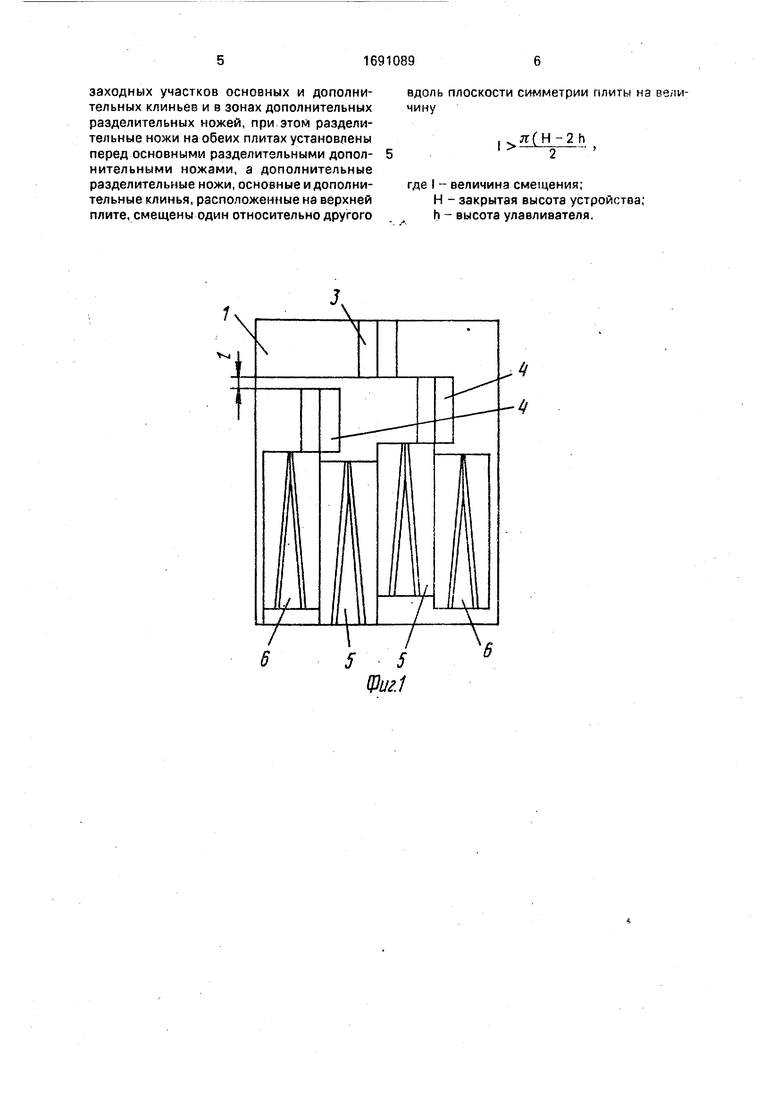
На фиг. 1 и 2 изображено устройство для поперечно-клиновой прокатки, содержащее верхнюю и нижнюю плиты соответственно; на фиг, 3 фиксация заготовки на улавливателе.
Устройство состоит из верхней подвижной 1 и нижней неподвижной 2 инструментальных плит, на которых установлены основные: 3 и дополнительные 4 разделительные ножи, основные 5 и дополнитель- ные В клчнья, имеющие заходные, формующие и калибрующие участки Дополнительные ножи 4 на нижней инструментальной пгиго 2 установлены сразу за разделительным ножом 3, а на верхней плите - со смещением доуг относительно друга на расстояние I. Основные и дополнительные клинья на нижней плите установлены в один ряд сразу за дополнительными разделительными ножами, а на верхней плите аналогично дополнительным разделительным чожам смещены друг относительно друг/ на оасстояние . В предлагаемое устройство для фиксации заготовки 7 после разделения введены улавливатели 8, установленные в пазах нижней плиты по сторонам дополнительных разделительных ножей и основных и дополнительных клиньев и подпружиненные пружиной 9.
Устройство работает следующим образом,
Заготовка 7 поступает в зону прокатки, где за счет поступательного движения use трумечта, закрепленного на инструментальных плитах 1 и 2, происходит ее захвет разделительным ножом 3 с последующим разделением нэ две, После разделения одна из заготовок, продолжая вращательное движение, деформируется дополнительным разделительным ножом 4. Другая заготовка фиксируется в зоне следующего дополнительного разделительного ножа 4 и удеожи- вается улавливателем 8 до тех пор, пока не подойдет верхний дополнительный разделительный нож, который смещен относительно
другого ножа на величину I
t
2 h)
. Поми. Улавливатели сопряжены с дополнительными разделительными ножами по их торцовым поверхностям, а также установле- ны в зоне заходных участков основных и
дополнительных клиньев, и фиксируют заготовку за счет пружины 9, которая выдвигает улавливатель в зону контакта с заготовкой При захвате заготовки верхним клиновым инструментом под действием составляющего распорного усилия пружина деформируется и улавливатель освобождает заготовку с одновременным внедрением нижним клиновым инструментом. Торцовые поверхности заготовки после разделения ножами
принимают форму конуса, что позволяет в процессе профилирования клиновыми инс- фументами получав на заготовке плоские торцы без образования ушжки. Этим исключается необходимость о грезки концовых отходов.
Устройство поперечно-клиновой прокатки позволяет повысить производительность за счет возможности прокатки одновременно за один проход инструментальной плиты нескольких поковок из одной заготовки, а также качество изделий за счет смещения дополнительных разделительных ножей и клиньев друг относительно друга, что позволяет беспрепятственно деформироваться заготовкам, и снабжения устройства улавливателями, обеспечивающими фиксацию положения заготовки перед прокаткой.
Формула изобретения
Устройство для поперечно-клиновой прокатки, содержащее установленные в станине с возможностью возвратно-поступательного перемещения верхнюю и нижнюю параллельные плиты с закрепленной на них
парой сопряженных между собой основных клиньев, имеющих заходные, деформирующие и калибрующие участки, а также основными разделительными ножами, установленными в плоскости симметрии устройства, отличающееся тем, что, с целью повышения качества изделий и производительности, оно снабжено двумя парами дополнительнь х клиньев, каждая из которых установлена к а соответствующей
плите параллельно основным клиньям и сопряжена с ними по боковым поверхностям, двумя парами дополнительных разделительных ножей, каждая из соторыхустановлена . на соответствующей плите пеоед па
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Способ изготовления деталей с удлиненной осью | 1985 |
|
SU1274831A2 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU948504A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |

Изобретение относится к обработке металлов давлением, в частности к поперечной прокатке, и может быть использовано для изготовления деталей типа ступенчатых валов. Устройство состоит из верхней и нижней плит с закрепленными на них основными клиньями (ОК), дополнительными клиньями (ДК)6, разделительными ножами 3, дополнительными разделительными1 ножами (ДРН)4 и улавливателями 8. При этом ОК, ДК 6 и ДРН 4, расположенные на верхней плите, смещены относительно друг друга на величину I п (Н - 2h)/2, где I - величина смещения, Н - закрытая высота устройства, h - высота улавливателя. Заготовка поступает в зону прокатки, где она разделяется на две заготовки разделительными ножами 3. Далее одна из заготовок, не останавливаясь, разделяется ДРН 4 еще на две заготовки. Другая заготовка удерживается улавливателем 8, пока не подойдет вер- хний ДРН 4. При захвате заготовки верхними клиньями улавливатель освобождает заготовку. После разделения четыре заготовки смещены относительно друг друга и беспрепятственно деформируются двумя парами ОК и даумя парами ДК6. Изобретение позволяет повысить производительность за счет прокатки одновременно более двух заготовок, а также качество изделий за счет смещения клиньев, что обеспечивает беспрепятственное деформирование заготовок, и за счет снабжения устройства подпружиненными улавливателями, которые ориентируют заготовки в зоне прокатки,3 ил. сл с о ю о 00 ю
сле разделения дополнительными раздели- 55 рой, образованной одними из основных и
тельными ножами заготовки смещены друг относительно друга на расстояние I, что позволяет беспрепятственно деформироваться им во встречном направлении основными 5 и дополнительными 6 клиньядополнительных клиньев в плоскости, проходящей через плоскость их сопряжения, и подпружиненными улавливателями, расположенными в пззах нижней плиты параллельно ее плоскости симметрии в зонах
заходных участков основных и дополнительных клиньев и в зонах дополнительных разделительных ножей, при этом разделительные ножи на обеих плитах установлены перед основными разделительными дополнительными ножами, а дополнительные разделительные ножи, основные и дополнительные клинья, расположенные на верхней плите, смещены один относительно другого
Vj
вдоль плоскости симметрии плиты на величину
. я(Н-2 h I
где I - величина смещения;
Н - закрытая высота устройства; h - высота улавливателя.
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
